Пристрій для прецизійної обробки матеріалів лазерним променем
Номер патенту: 64660
Опубліковано: 16.02.2004
Автори: Євдокимов Володимир Віталійович, Сидоров Георгій Борисович, Мокеєв Юрій Геннадійович
Формула / Реферат
Пристрій для обробки матеріалів лазерним променем, який включає лазер, оптичну систему з відхиляючим дзеркалом та фокусуючим пристроєм, спостережний пристрій, систему подачі технологічного газу до робочої зони, координатний стіл, блок управління, джерело електричного живлення, який відрізняється тим, що він додатково містить акустооптичні модулятори добротності лазера та плавного регулювання потужності лазерного променя, двокоординатний акустооптичний дефлектор відхилення лазерного променя в межах растра, систему автоматичного фокусування лазерного променя на поверхні оброблюваної деталі, а також спектрометричну систему визначення хімічного складу матеріалу деталі, що обробляють.
Текст
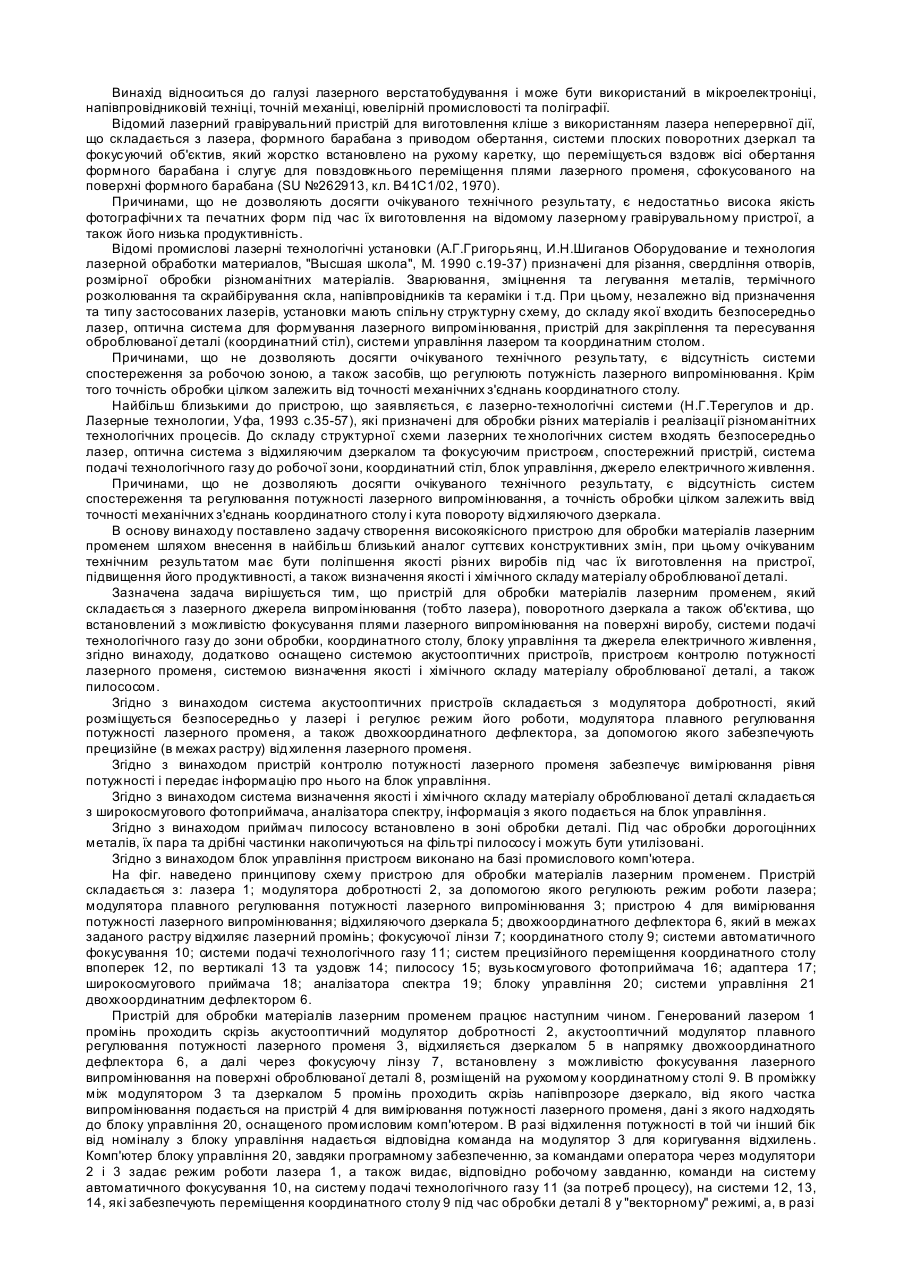
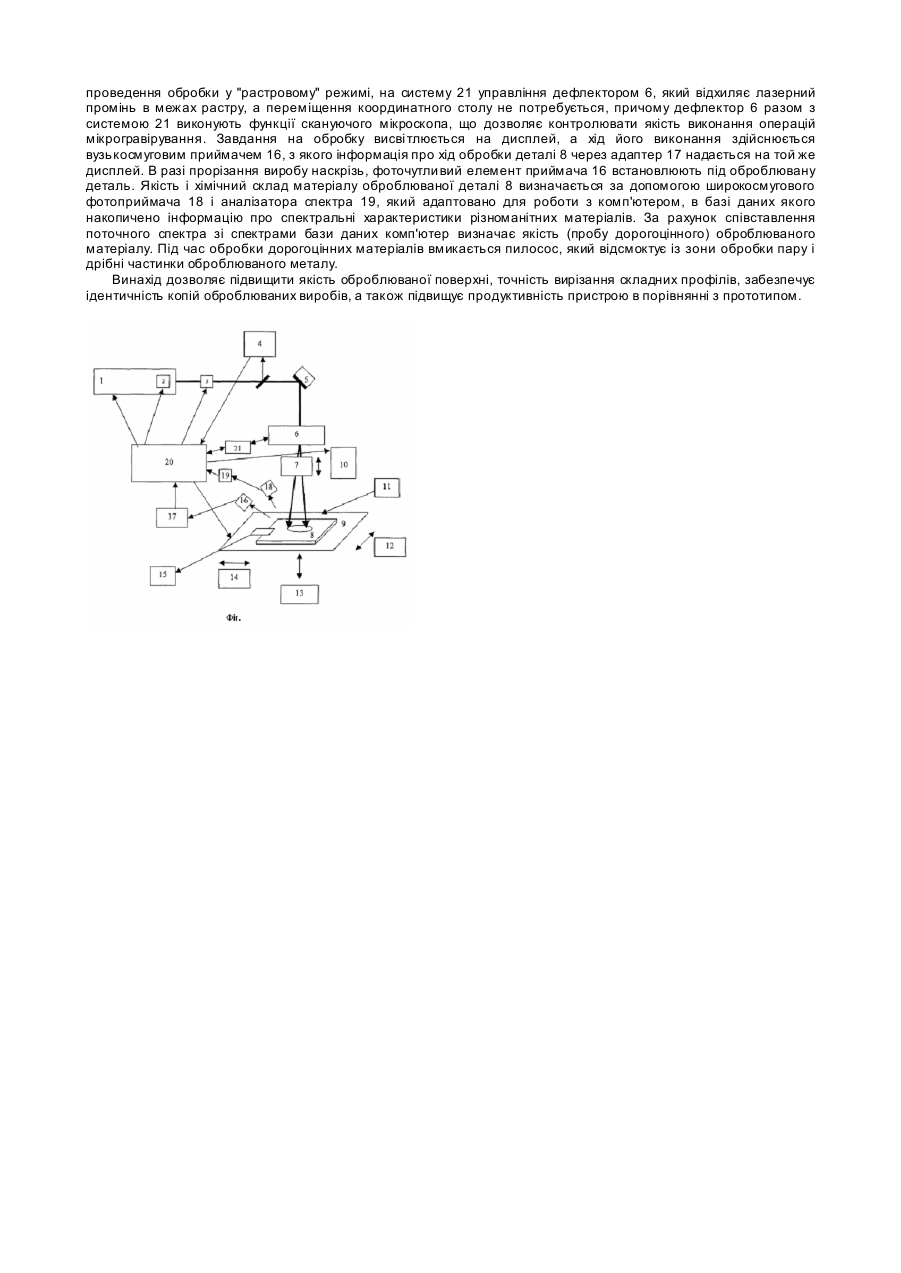
Винахід відноситься до галузі лазерного верстатобудування і може бути використаний в мікроелектроніці, напівпровідниковій техніці, точній механіці, ювелірній промисловості та поліграфії. Відомий лазерний гравірувальний пристрій для виготовлення кліше з використанням лазера неперервної дії, що складається з лазера, формного барабана з приводом обертання, системи плоских поворотних дзеркал та фокусуючий об'єктив, який жорстко встановлено на рухому каретку, що переміщується вздовж вісі обертання формного барабана і слугує для повздовжнього переміщення плями лазерного променя, сфокусованого на поверхні формного барабана (SU №262913, кл. В41С1/02, 1970). Причинами, що не дозволяють досягти очікуваного технічного результату, є недостатньо висока якість фотографічни х та печатних форм під час їх виготовлення на відомому лазерному гравірувальному пристрої, а також його низька продуктивність. Відомі промислові лазерні технологічні установки (А.Г.Григорьянц, И.Н.Шиганов Оборудование и технология лазерной обработки материалов, "Высшая школа", М. 1990 с.19-37) призначені для різання, свердління отворів, розмірної обробки різноманітних матеріалів. Зварювання, зміцнення та легування металів, термічного розколювання та скрайбірування скла, напівпровідників та кераміки і т.д. При цьому, незалежно від призначення та типу застосованих лазерів, установки мають спільну структурну схему, до складу якої входить безпосередньо лазер, оптична система для формування лазерного випромінювання, пристрій для закріплення та пересування оброблюваної деталі (координатний стіл), системи управління лазером та координатним столом. Причинами, що не дозволяють досягти очікуваного технічного результату, є відсутність системи спостереження за робочою зоною, а також засобів, що регулюють потужність лазерного випромінювання. Крім того точність обробки цілком залежить від точності механічних з'єднань координатного столу. Найбільш близькими до пристрою, що заявляється, є лазерно-технологічні системи (Н.Г.Терегулов и др. Лазерные технологии, Уфа, 1993 с.35-57), які призначені для обробки різних матеріалів і реалізації різноманітних технологічних процесів. До складу структурної схеми лазерних те хнологічних систем входять безпосередньо лазер, оптична система з відхиляючим дзеркалом та фокусуючим пристроєм, спостережний пристрій, система подачі технологічного газу до робочої зони, координатний стіл, блок управління, джерело електричного живлення. Причинами, що не дозволяють досягти очікуваного технічного результату, є відсутність систем спостереження та регулювання потужності лазерного випромінювання, а точність обробки цілком залежить ввід точності механічних з'єднань координатного столу і кута повороту відхиляючого дзеркала. В основу винаходу поставлено задачу створення високоякісного пристрою для обробки матеріалів лазерним променем шляхом внесення в найбільш близький аналог суттєвих конструктивних змін, при цьому очікуваним технічним результатом має бути поліпшення якості різних виробів під час їх виготовлення на пристрої, підвищення його продуктивності, а також визначення якості і хімічного складу матеріалу оброблюваної деталі. Зазначена задача вирішується тим, що пристрій для обробки матеріалів лазерним променем, який складається з лазерного джерела випромінювання (тобто лазера), поворотного дзеркала а також об'єктива, що встановлений з можливістю фокусування плями лазерного випромінювання на поверхні виробу, системи подачі технологічного газу до зони обробки, координатного столу, блоку управління та джерела електричного живлення, згідно винаходу, додатково оснащено системою акустооптичних пристроїв, пристроєм контролю потужності лазерного променя, системою визначення якості і хімічного складу матеріалу оброблюваної деталі, а також пилососом. Згідно з винаходом система акустооптичних пристроїв складається з модулятора добротності, який розміщується безпосередньо у лазері і регулює режим його роботи, модулятора плавного регулювання потужності лазерного променя, а також двохкоординатного дефлектора, за допомогою якого забезпечують прецизійне (в межах растру) відхилення лазерного променя. Згідно з винаходом пристрій контролю потужності лазерного променя забезпечує вимірювання рівня потужності і передає інформацію про нього на блок управління. Згідно з винаходом система визначення якості і хімічного складу матеріалу оброблюваної деталі складається з широкосмугового фотоприймача, аналізатора спектру, інформація з якого подається на блок управління. Згідно з винаходом приймач пилососу встановлено в зоні обробки деталі. Під час обробки дорогоцінних металів, їх пара та дрібні частинки накопичуються на фільтрі пилососу і можуть бути утилізовані. Згідно з винаходом блок управління пристроєм виконано на базі промислового комп'ютера. На фіг. наведено принципову схему пристрою для обробки матеріалів лазерним променем. Пристрій складається з: лазера 1; модулятора добротності 2, за допомогою якого регулюють режим роботи лазера; модулятора плавного регулювання потужності лазерного випромінювання 3; пристрою 4 для вимірювання потужності лазерного випромінювання; відхиляючого дзеркала 5; двохкоординатного дефлектора 6, який в межах заданого растру відхиляє лазерний промінь; фокусуючої лінзи 7; координатного столу 9; системи автоматичного фокусування 10; системи подачі технологічного газу 11; систем прецизійного переміщення координатного столу впоперек 12, по вертикалі 13 та уздовж 14; пилососу 15; вузькосмугового фотоприймача 16; адаптера 17; широкосмугового приймача 18; аналізатора спектра 19; блоку управління 20; системи управління 21 двохкоординатним дефлектором 6. Пристрій для обробки матеріалів лазерним променем працює наступним чином. Генерований лазером 1 промінь проходить скрізь акустооптичний модулятор добротності 2, акустооптичний модулятор плавного регулювання потужності лазерного променя 3, відхиляється дзеркалом 5 в напрямку двохкоординатного дефлектора 6, а далі через фокусуючу лінзу 7, встановлену з можливістю фокусування лазерного випромінювання на поверхні оброблюваної деталі 8, розміщеній на рухомому координатному столі 9. В проміжку між модулятором 3 та дзеркалом 5 промінь проходить скрізь напівпрозоре дзеркало, від якого частка випромінювання подається на пристрій 4 для вимірювання потужності лазерного променя, дані з якого надходять до блоку управління 20, оснащеного промисловим комп'ютером. В разі відхилення потужності в той чи інший бік від номіналу з блоку управління надається відповідна команда на модулятор 3 для коригування відхилень. Комп'ютер блоку управління 20, завдяки програмному забезпеченню, за командами оператора через модулятори 2 і 3 задає режим роботи лазера 1, а також видає, відповідно робочому завданню, команди на систему автоматичного фокусування 10, на систему подачі технологічного газу 11 (за потреб процесу), на системи 12, 13, 14, які забезпечують переміщення координатного столу 9 під час обробки деталі 8 у "векторному" режимі, а, в разі проведення обробки у "растровому" режимі, на систему 21 управління дефлектором 6, який відхиляє лазерний промінь в межах растру, а переміщення координатного столу не потребується, причому дефлектор 6 разом з системою 21 виконують функції скануючого мікроскопа, що дозволяє контролювати якість виконання операцій мікрогравірування. Завдання на обробку висві тлюється на дисплей, а хід його виконання здійснюється вузькосмуговим приймачем 16, з якого інформація про хід обробки деталі 8 через адаптер 17 надається на той же дисплей. В разі прорізання виробу наскрізь, фоточутли вий елемент приймача 16 встановлюють під оброблювану деталь. Якість і хімічний склад матеріалу оброблюваної деталі 8 визначається за допомогою широкосмугового фотоприймача 18 і аналізатора спектра 19, який адаптовано для роботи з комп'ютером, в базі даних якого накопичено інформацію про спектральні характеристики різноманітних матеріалів. За рахунок співставлення поточного спектра зі спектрами бази даних комп'ютер визначає якість (пробу дорогоцінного) оброблюваного матеріалу. Під час обробки дорогоцінних матеріалів вмикається пилосос, який відсмоктує із зони обробки пару і дрібні частинки оброблюваного металу. Винахід дозволяє підвищити якість оброблюваної поверхні, точність вирізання складних профілів, забезпечує ідентичність копій оброблюваних виробів, а також підвищує продуктивність пристрою в порівнянні з прототипом.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for precision treatment of materials by laser beam
Автори англійськоюMokeiev Yurii Hennadiiovych, Sydorov Heorhii Borysovych
Назва патенту російськоюУстройство для прецизионной обработки материалов лазерным лучом
Автори російськоюМокеев Юрий Геннадьевич, Сидоров Георгий Борисович
МПК / Мітки
МПК: B41C 1/02
Мітки: матеріалів, пристрій, лазерним, прецизійної, променем, обробки
Код посилання
<a href="https://ua.patents.su/2-64660-pristrijj-dlya-precizijjno-obrobki-materialiv-lazernim-promenem.html" target="_blank" rel="follow" title="База патентів України">Пристрій для прецизійної обробки матеріалів лазерним променем</a>
Пристрій для обробки матеріалів лазерним променем
Номер патенту: 63850
Опубліковано: 15.01.2004
Автори: Мокеєв Юрій Геннадійович, Євдокимов Володимир Віталійович, Сидоров Георгій Борисович
МПК: B41C 1/02
Мітки: обробки, пристрій, лазерним, матеріалів, променем
Формула / Реферат:
Пристрій для обробки матеріалів лазерним променем, який містить безпосередньо лазер, оптичну систему з відхиляючим дзеркалом та фокусуючим пристроєм, спостережний пристрій, систему подачі технологічного газу до робочої зони, координатний стіл, блок управління, джерело електричного живлення, який відрізняється тим, що він додатково містить акустооптичні модулятори добротності лазера та плавного регулювання потужності лазерного променя,...
Пристрій для введення світлової енергії лазерного променя у волоконнооптичний світлохвилевід та спосіб юстирування і контролю положення опромінюваного лазерним променем кінця волоконнооптичного світлохвилеводу
Номер патенту: 32511
Опубліковано: 15.02.2001
Автори: Корнац Петер Франсуа, Ван'єр Жорж, Ван Ден Берг Хуберт
МПК: G02B 6/42
Мітки: світлової, волоконнооптичний, променем, енергії, положення, контролю, кінця, лазерним, лазерного, опромінюваного, пристрій, світлохвилеводу, введення, волоконнооптичного, спосіб, світлохвилевід, юстирування, променя
Текст:
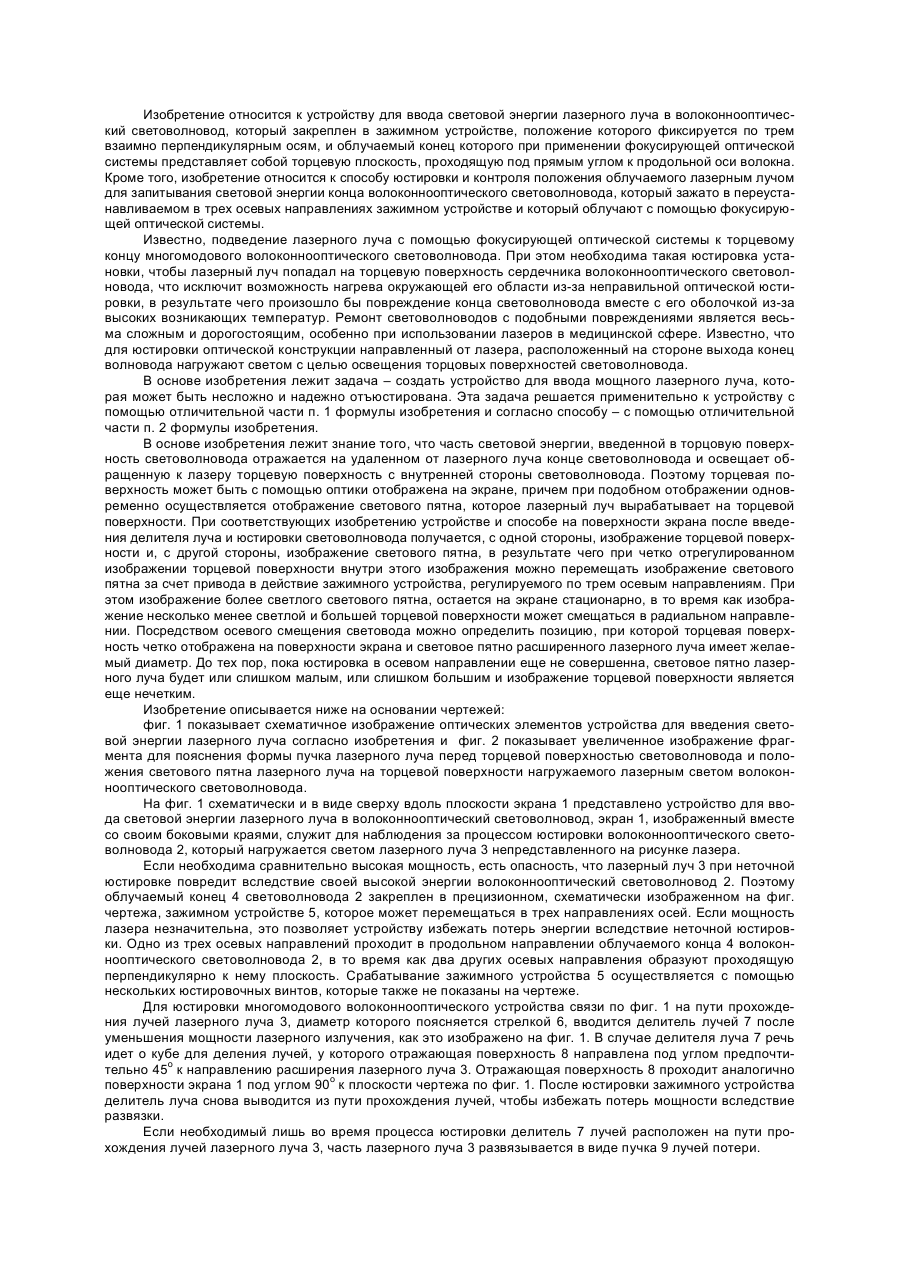
...ослабленный по своей интенсивности пучок 10 лазерного луча поступает через схематически изображенное устройство II с фокусирующими линзами в качестве сфокусированного пучка 12 лазерного луча к облученному концу 4 волоконнооптического световода 2. Система 11 фокусирующих линз состоит предпочтительно из оптимальной по точности ахроматизированной оптики с расстоянием d1A'' от середины делителя луча 7 и расстоянием d1' от торцевой...
Пристрій для обробки матеріалів різальним диском
Номер патенту: 53014
Опубліковано: 15.01.2003
Автори: Рубанов Михайло Євгенович, Бондар Тетяна Анатоліївна, Клименко Юрій Валерійович, Зарубицький Євген Улянович, Покинтелиця Микола Іванович
МПК: B23D 23/00
Мітки: обробки, різальним, матеріалів, пристрій, диском
Формула / Реферат:
Пристрій для обробки матеріалів різальним диском, що містить корпус різального диска та елементи його кріплення на шпинделі верстата, який відрізняється тим, що пристрій оснащений нагрівником, наприклад багатосопловим пальником, закріпленим на рухомому кронштейні, який з'єднано за допомогою шарніра з державкою.
Спосіб фінішної, прецизійної обробки деталей з монокорунду і полірувальний інструмент
Номер патенту: 48581
Опубліковано: 15.08.2002
Автори: Кротенко Тетяна Леонідівна, Рогов Валентин Васильович, Рубльов Микола Дмитрович, Троян Олександр Васильович
Мітки: спосіб, обробки, монокорунду, прецизійної, деталей, фінішної, полірувальний, інструмент
Формула / Реферат:
1. Спосіб фінішної, прецизійної обробки деталей з монокорунду, який включає тонке, довідне шліфування і абразивнеполірування з введенням в зону обробки суспензії, який відрізняється тим, що після абразивного полірування здійснюють хімічне полірування поверхонь деталей полірувальним інструментом з подачею в зону обробки водно-аміачного розчину силікозолю (SiO2) при наступному співвідношенні компонентів цього розчину, мас.%: ...
Пристрій для циркуляційної обробки матеріалів
Номер патенту: 45252
Опубліковано: 15.03.2002
Автори: Надутий Володимир Петрович, Взоров Анатолій Анатольович, Ягнюков Володимир Федорович
МПК: B01F 11/00
Мітки: пристрій, матеріалів, обробки, циркуляційної
Формула / Реферат:
Пристрій для циркуляційної обробки матеріалів, який включає U-подібну змішувальну камеру, установлену на пружних елементах, опорну раму, віброзбудник, який відрізняється тим, що віброзбудник установлений проміж вертикальною і горизонтальною осями днища змішувальної камери, на прямій, що збігається з радіусом днища камери, і змонтований на поздовжній балці, закріпленій на бокових сторонах камери з можливістю фіксованого переміщення по її...
Попередній патент: Напій слабоалкогольний
Наступний патент: Спосіб визначення адаптаційного стану трудового колективу
Випадковий патент: Спосіб прогнозування розвитку остеопорозу