Механізм вприскування литтєвої машини
Номер патенту: 64890
Опубліковано: 15.03.2004
Автори: Хунович Роман Якович, Матвійчук Микола Петрович, Сумнєвич Олексій Миколайович, Буковський Семен Костянтинович, Воловик Ігор Віталійович, Костенко Михайло Олексійович, Марковський Валентин Валентинович, Шаран Володимир Йосипович
Формула / Реферат
Механізм вприскування литтєвої машини для пластмас, що містить передню плиту із закріпленим на ній циліндром пластикації, шнек, плиту, на котрій змонтовані привід обертання шнека та гільзи гідроциліндрів вприскування, задню плиту, з'єднану зі штоками гідроциліндрів вприскування та жорстко зв'язану трьома колонами з передньою плитою, який відрізняється тим, що дві нижні колони служать напрямними при переміщенні плити з приводом шнека і одночасно є напрямними при переміщенні механізму вприскування, а одна з нижніх колон і діагонально розташована по відношенню до неї верхня колона одночасно служать гільзами гідроциліндрів притиску.
Текст
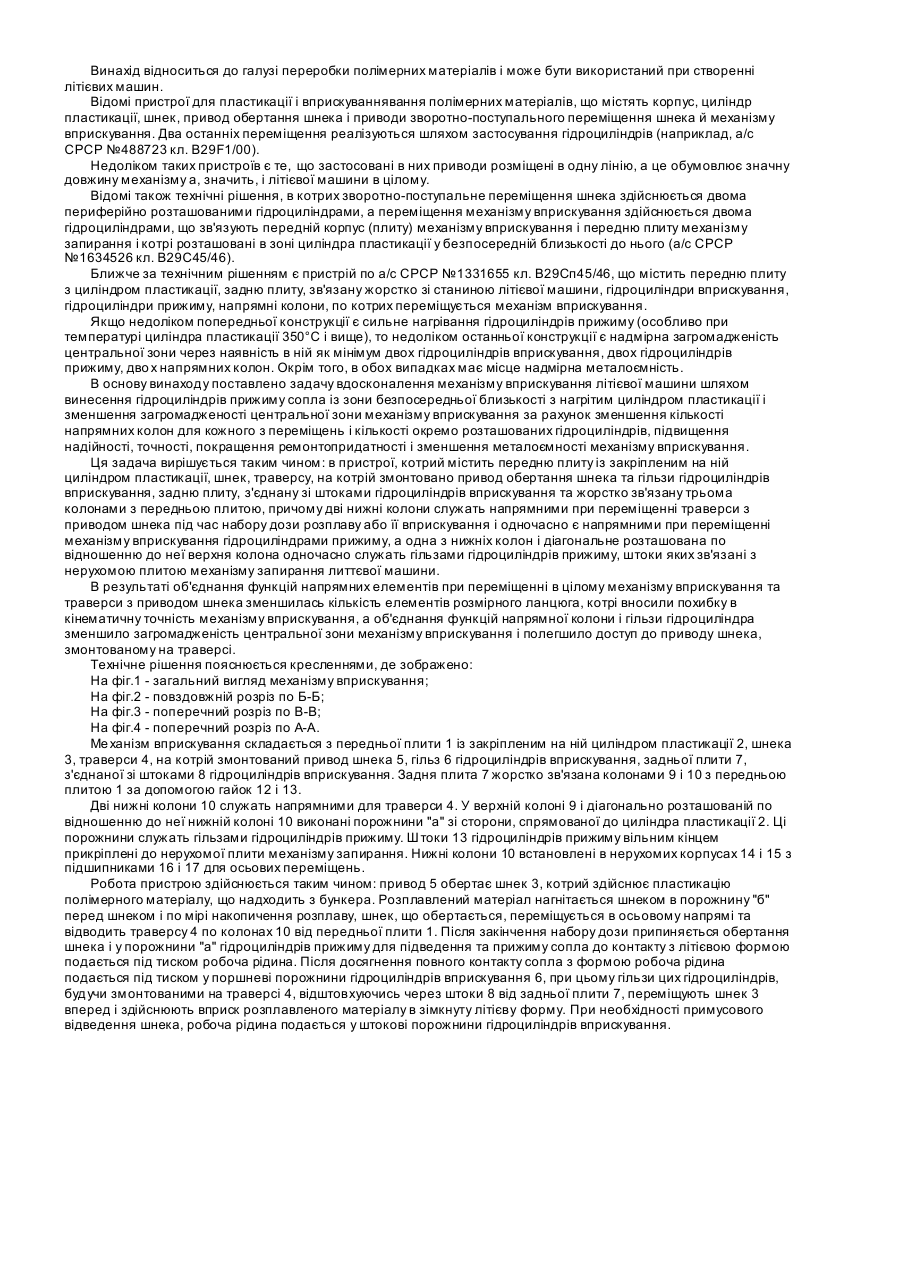
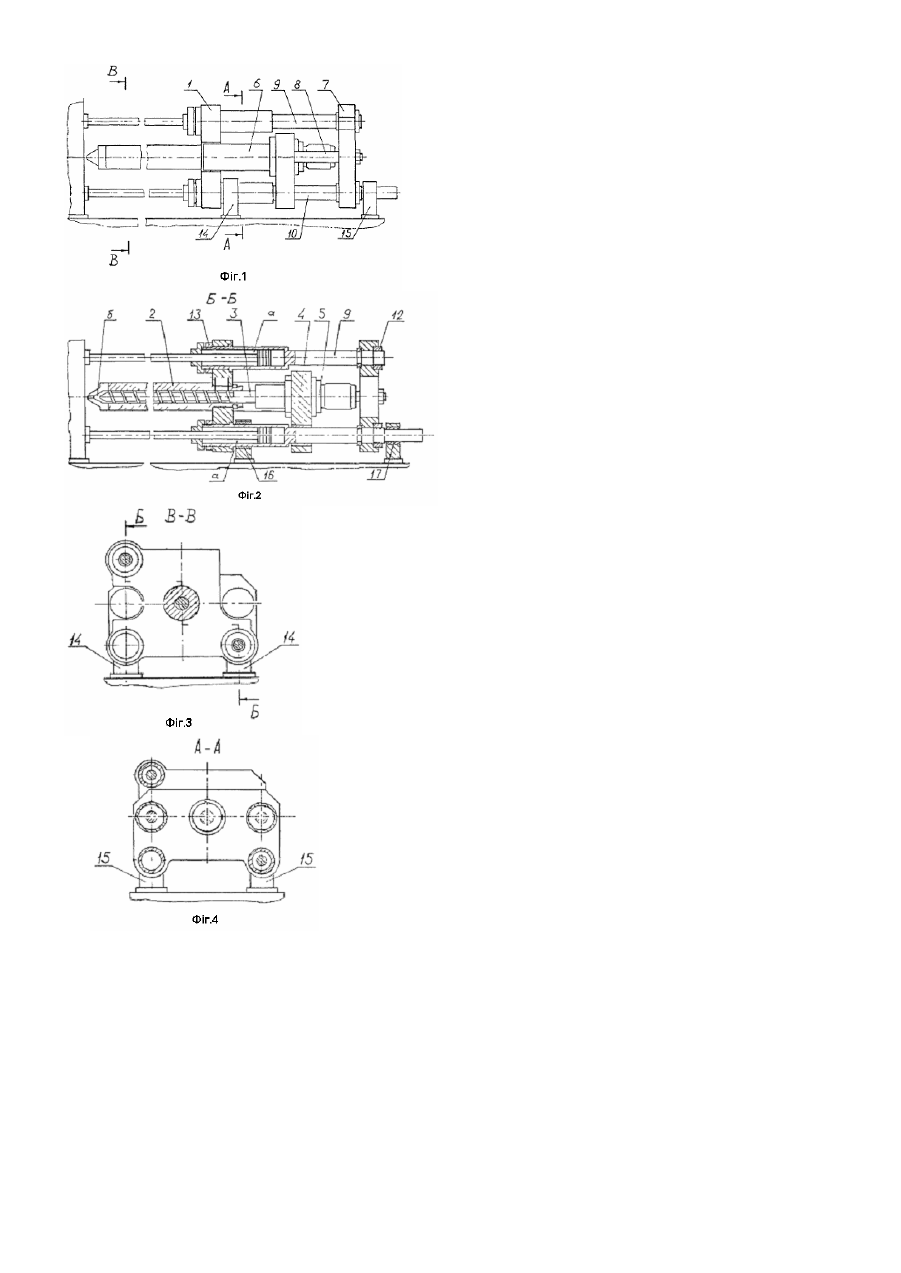
Винахід відноситься до галузі переробки полімерних матеріалів і може бути використаний при створенні літієвих машин. Відомі пристрої для пластикації і вприскуваннявання полімерних матеріалів, що містять корпус, циліндр пластикації, шнек, привод обертання шнека і приводи зворотно-поступального переміщення шнека й механізму вприскування. Два останніх переміщення реалізуються шляхом застосування гідроциліндрів (наприклад, а/с СРСР №488723 кл. В29F1/00). Недоліком таких пристроїв є те, що застосовані в них приводи розміщені в одну лінію, а це обумовлює значну довжину механізму а, значить, і літієвої машини в цілому. Відомі також технічні рішення, в котрих зворотно-поступальне переміщення шнека здійснюється двома периферійно розташованими гідроциліндрами, а переміщення механізму вприскування здійснюється двома гідроциліндрами, що зв'язують передній корпус (плиту) механізму вприскування і передню плиту механізму запирання і котрі розташовані в зоні циліндра пластикації у безпосередній близькості до нього (а/с СРСР №1634526 кл. В29С45/46). Ближче за технічним рішенням є пристрій по а/с СРСР №1331655 кл. В29Сп45/46, що містить передню плиту з циліндром пластикації, задню плиту, зв'язану жорстко зі станиною літієвої машини, гідроциліндри вприскування, гідроциліндри прижиму, напрямні колони, по котрих переміщується механізм вприскування. Якщо недоліком попередньої конструкції є сильне нагрівання гідроциліндрів прижиму (особливо при температурі циліндра пластикації 350°С і вище), то недоліком останньої конструкції є надмірна загромадженість центральної зони через наявність в ній як мінімум двох гідроциліндрів вприскування, двох гідроциліндрів прижиму, дво х напрямних колон. Окрім того, в обох випадках має місце надмірна металоємність. В основу винаходу поставлено задачу вдосконалення механізму вприскування літієвої машини шляхом винесення гідроциліндрів прижиму сопла із зони безпосередньої близькості з нагрітим циліндром пластикації і зменшення загромадженості центральної зони механізму вприскування за рахунок зменшення кількості напрямних колон для кожного з переміщень і кількості окремо розташованих гідроциліндрів, підвищення надійності, точності, покращення ремонтопридатності і зменшення металоємності механізму вприскування. Ця задача вирішується таким чином: в пристрої, котрий містить передню плиту із закріпленим на ній циліндром пластикації, шнек, траверсу, на котрій змонтовано привод обертання шнека та гільзи гідроциліндрів вприскування, задню плиту, з'єднану зі штоками гідроциліндрів вприскування та жорстко зв'язану трьома колонами з передньою плитою, причому дві нижні колони служать напрямними при переміщенні траверси з приводом шнека під час набору дози розплаву або її вприскування і одночасно є напрямними при переміщенні механізму вприскування гідроциліндрами прижиму, а одна з нижніх колон і діагональне розташована по відношенню до неї верхня колона одночасно служать гільзами гідроциліндрів прижиму, штоки яких зв'язані з нерухомою плитою механізму запирання литтєвої машини. В результаті об'єднання функцій напрямних елементів при переміщенні в цілому механізму вприскування та траверси з приводом шнека зменшилась кількість елементів розмірного ланцюга, котрі вносили похибку в кінематичну точність механізму вприскування, а об'єднання функцій напрямної колони і гільзи гідроциліндра зменшило загромадженість центральної зони механізму вприскування і полегшило доступ до приводу шнека, змонтованому на траверсі. Технічне рішення пояснюється кресленнями, де зображено: На фіг.1 - загальний вигляд механізму вприскування; На фіг.2 - повздовжній розріз по Б-Б; На фіг.3 - поперечний розріз по В-В; На фіг.4 - поперечний розріз по А-А. Ме ханізм вприскування складається з передньої плити 1 із закріпленим на ній циліндром пластикації 2, шнека 3, траверси 4, на котрій змонтований привод шнека 5, гільз 6 гідроциліндрів вприскування, задньої плити 7, з'єднаної зі штоками 8 гідроциліндрів вприскування. Задня плита 7 жорстко зв'язана колонами 9 і 10 з передньою плитою 1 за допомогою гайок 12 і 13. Дві нижні колони 10 служать напрямними для траверси 4. У верхній колоні 9 і діагонально розташованій по відношенню до неї нижній колоні 10 виконані порожнини "а" зі сторони, спрямованої до циліндра пластикації 2. Ці порожнини служать гільзами гідроциліндрів прижиму. Штоки 13 гідроциліндрів прижиму вільним кінцем прикріплені до нерухомої плити механізму запирання. Нижні колони 10 встановлені в нерухомих корпусах 14 і 15 з підшипниками 16 і 17 для осьових переміщень. Робота пристрою здійснюється таким чином: привод 5 обертає шнек 3, котрий здійснює пластикацію полімерного матеріалу, що надходить з бункера. Розплавлений матеріал нагнітається шнеком в порожнину "б" перед шнеком і по мірі накопичення розплаву, шнек, що обертається, переміщується в осьовому напрямі та відводить траверсу 4 по колонах 10 від передньої плити 1. Після закінчення набору дози припиняється обертання шнека і у порожнини "а" гідроциліндрів прижиму для підведення та прижиму сопла до контакту з літієвою формою подається під тиском робоча рідина. Після досягнення повного контакту сопла з формою робоча рідина подається під тиском у поршневі порожнини гідроциліндрів вприскування 6, при цьому гільзи цих гідроциліндрів, будучи змонтованими на траверсі 4, відштовхуючись через штоки 8 від задньої плити 7, переміщують шнек 3 вперед і здійснюють вприск розплавленого матеріалу в зімкнуту літієву форму. При необхідності примусового відведення шнека, робоча рідина подається у штокові порожнини гідроциліндрів вприскування.
ДивитисяДодаткова інформація
Назва патенту англійськоюSpraying mechanism of a casting machine
Автори англійськоюMarkovskyi Valentyn Valentynovych, Matviichuk Mykola Petrovych, Sumnievych Oleksii Mykolaiovych
Назва патенту російськоюМеханизм впрыскивания литейной машины
Автори російськоюМарковский Валентин Валентинович, Матвийчук Николай Петрович, Сумневич Алексей Николаевич
МПК / Мітки
МПК: B29C 45/46
Мітки: вприскування, машини, механізм, литтєвої
Код посилання
<a href="https://ua.patents.su/2-64890-mekhanizm-vpriskuvannya-littehvo-mashini.html" target="_blank" rel="follow" title="База патентів України">Механізм вприскування литтєвої машини</a>
Кривошипно-шатунний механізм поршневої машини
Номер патенту: 50789
Опубліковано: 15.11.2002
Автор: Підгорний Олександр Сергійович
МПК: F01B 9/04
Мітки: механізм, поршневої, кривошипно-шатунний, машини
Формула / Реферат:
Кривошипно-шатунний механізм поршневої машини, що включає корпус з циліндром, поршень, розташований у циліндрі з можливістю зворотно-поступального руху, шатун, верхньою головкою шарнірно з’єднаний з поршнем, кривошипний вал, установлений в корпусі, жорстко зв'язану з корпусом циліндричну шестірню з внутрішнім зубчатим вінцем і шестірню-сателіт з зовнішнім зубчатим вінцем, зчепленим з внутрішнім зубчатим вінцем циліндричної шестірні з...
Кривошипно – шатунний механізм поршневої машини
Номер патенту: 643
Опубліковано: 16.10.2000
Автор: Підгорний Олександр Сергійович
МПК: F01B 9/04
Мітки: механізм, кривошипно, машини, шатунний, поршневої
Формула / Реферат:
Кривошипно-шатунний механізм поршневої машини, який включає корпус з циліндром, поршень, розташований у циліндрі, жорстко зв'язану з корпусом циліндричну шестерню з внутрішнім зубчатим вінцем, перший кривошипний вал, встановлений в корпусі, першу шестерню-сателіт з зовнішнім зубчатим вінцем, встановлену з можливістю зачеплення з внутрішнім зубчатим вінцем циліндричної шестерні і сполучену шарнірно з першим кривошипним валом, а також перший...
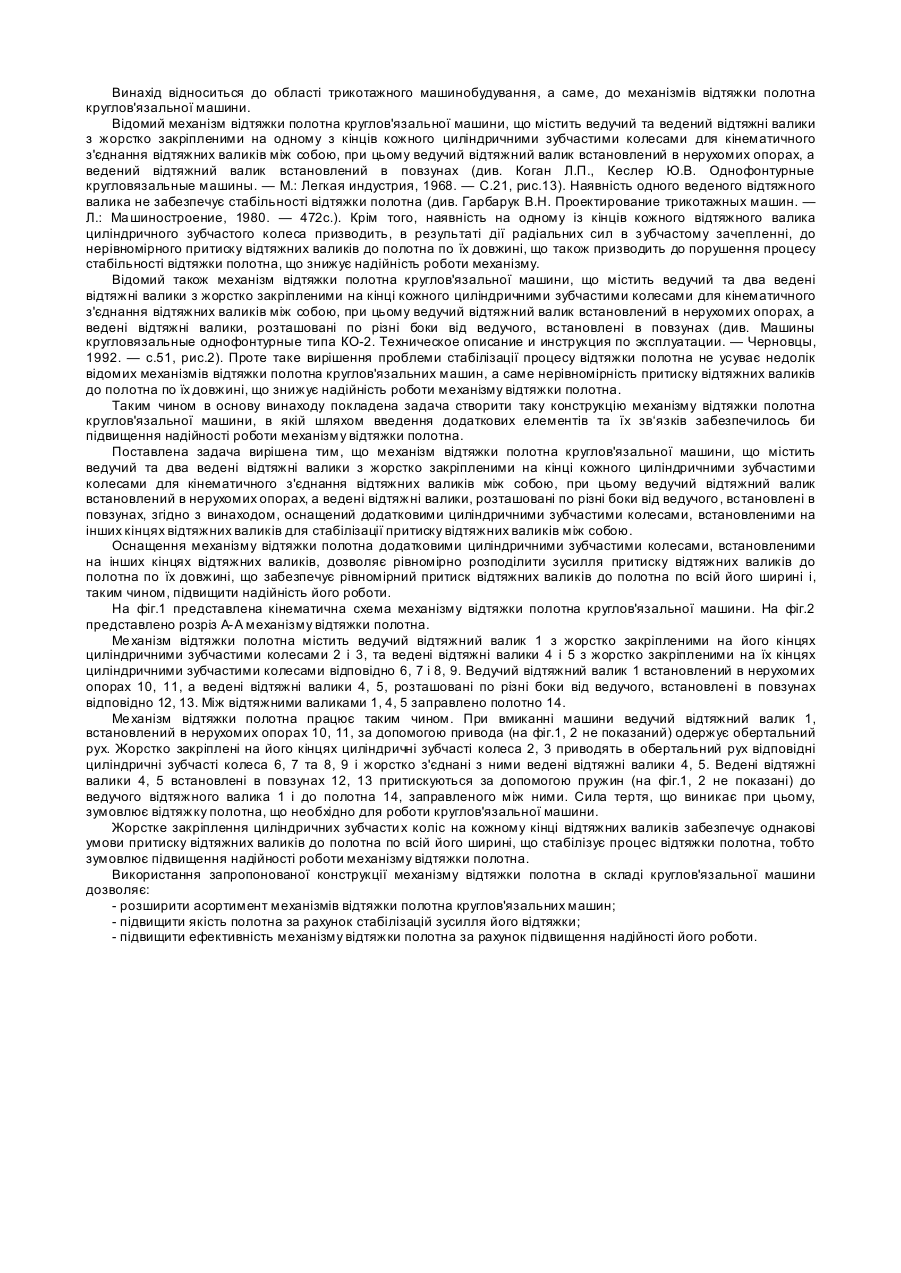
Механізм відтяжки полотна круглов’язальної машини
Номер патенту: 63492
Опубліковано: 15.01.2004
Автори: Коробченко Євген Олексійович, Піпа Борис Федорович, Тарасенко Анатолій Іванович, Федоров Юрій Дмитрович
МПК: D04B 15/88
Мітки: відтяжки, круглов'язальної, полотна, механізм, машини
Формула / Реферат:
Механізм відтяжки полотна круглов'язальної машини, який містить ведучий та два ведені відтяжні валики з жорстко закріпленими на кінці кожного циліндричними зубчастими колесами для кінематичного з'єднання відтяжних валиків між собою, причому ведучий відтяжний валик встановлений в нерухомих опорах, а ведені відтяжні валики, розташовані по різні боки від ведучого, встановлені в повзунах, який відрізняється тим, що механізм оснащений додатковими...
Механізм голки швейної машини

Номер патенту: 55087
Опубліковано: 17.03.2003
Автори: Пищиков В'ячеслав Олексійович, Кошель Ганна Володимирівна, Орловський Броніслав Вікентійович
МПК: D05B 3/00
Мітки: голки, механізм, швейної, машини
Формула / Реферат:
Механізм голки швейної машини, що включає першу кулісу, встановлену з можливістю коливання в вертикальній площині та кінематично з'єднану з кулачком закріпленим на валу, другу кулісу, встановлену з можливістю коливання в горизонтальній площині та кінематично з'єднану з голководом, та компенсуючу ланку, що утворює з напрямними куліс кінематичні пари, який відрізняється тим, що компенсуюча ланка виконана у вигляді зрізаного конуса з конічнім...
Механізм відтяжки полотна круглов’язальної машини
Номер патенту: 2147
Опубліковано: 17.11.2003
Автори: Бойко Максим Миколайович, Масленніков Юрій Іванович
МПК: D04B 15/88
Мітки: круглов'язальної, полотна, механізм, відтяжки, машини
Формула / Реферат:
1. Механізм відтяжки полотна круглов'язальної машини, що містить зв'язані між собою шестернями три відтяжних валики, один із яких є ведучим, при цьому, один крайній є вхідним, другий крайній - вихідним, а середній призначений для охоплення вироблюваним полотном, який відрізняється тим, що вісь середнього валика розташована нижче площини, яка проходить через осі крайніх валиків, ведучим є крайній вихідний валик, на якому шестерні закріплено...
Попередній патент: Інструмент для біопсії щитовидної залози
Наступний патент: Парова електрична станція
Випадковий патент: Лікерний напій крем-лікер "шоколадний"