Спосіб електроконтактного наплавлення
Номер патенту: 65202
Опубліковано: 15.03.2004
Автори: Лаврентік Ольга Олександрівна, Гулаков Сергій Володимирович
Формула / Реферат
Спосіб електроконтактного наплавлення, що включає розміщення виробу та зміцнюючого елемента між електродами машини контактного зварювання і пропускання через контактну область електричного струму в первісний момент наплавлення від джерела живлення з крутопадаючими вольтамперними характеристиками (ВАХ) з наступною зміною цієї характеристики на жорстку або пологопадаючу, який відрізняється тим, що зміну характеристик живлення зварювальної мережі здійснюють при зменшенні швидкості зміни напруги на електродах до рівня 20-50 % від первісної швидкості її зменшення.
Текст
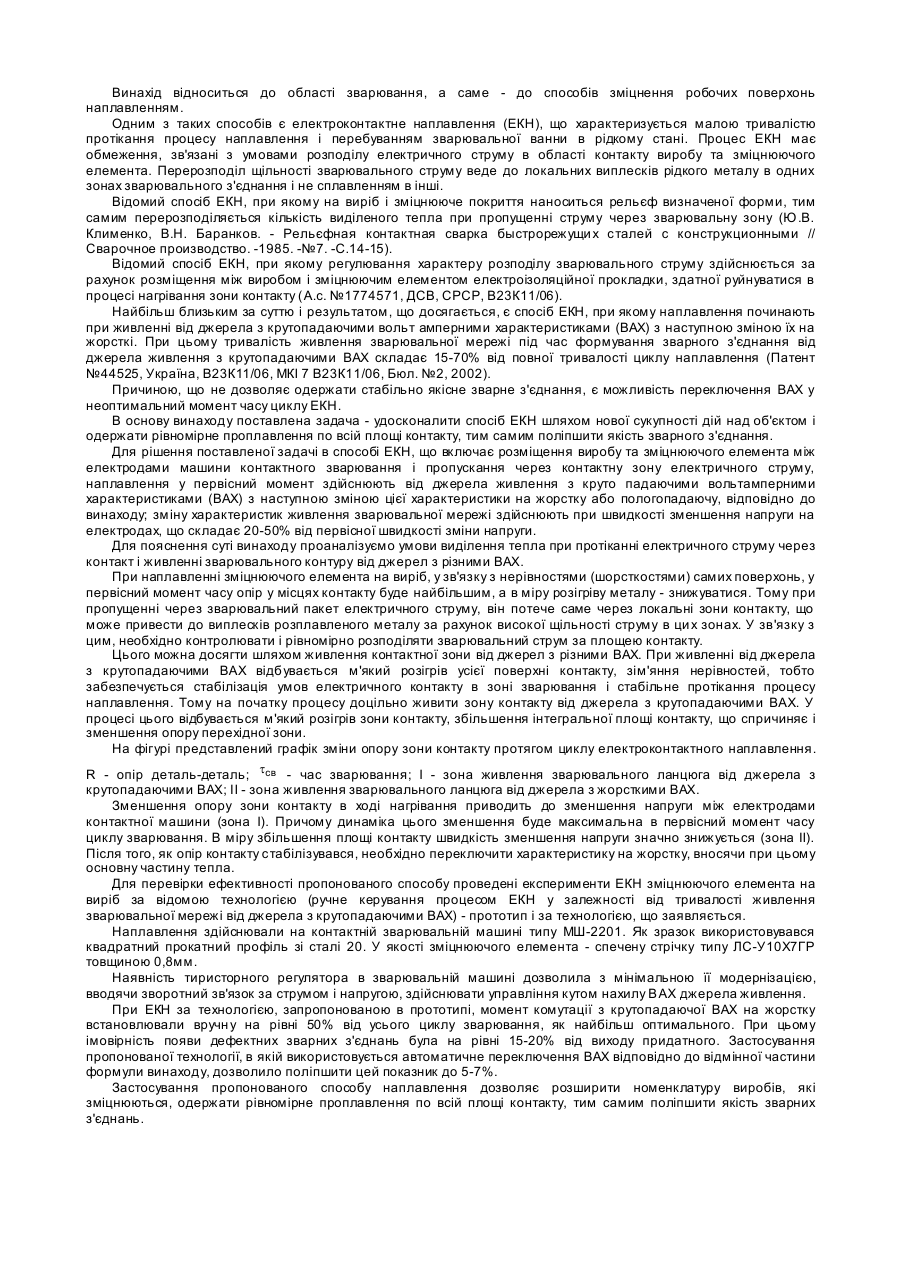
Винахід відноситься до області зварювання, а саме - до способів зміцнення робочих поверхонь наплавленням. Одним з таких способів є електроконтактне наплавлення (ЕКН), що характеризується малою тривалістю протікання процесу наплавлення і перебуванням зварювальної ванни в рідкому стані. Процес ЕКН має обмеження, зв'язані з умовами розподілу електричного струму в області контакту виробу та зміцнюючого елемента. Перерозподіл щільності зварювального струму веде до локальних виплесків рідкого металу в одних зонах зварювального з'єднання і не сплавленням в інші. Відомий спосіб ЕКН, при якому на виріб і зміцнююче покриття наноситься рельєф визначеної форми, тим самим перерозподіляється кількість виділеного тепла при пропущенні струму через зварювальну зону (Ю.В. Клименко, В.Н. Баранков. - Рельєфная контактная сварка быстрорежущи х сталей с конструкционными // Сварочное производство. -1985. -№7. -С.14-15). Відомий спосіб ЕКН, при якому регулювання характеру розподілу зварювального струму здійснюється за рахунок розміщення між виробом і зміцнюючим елементом електроізоляційної прокладки, здатної руйнуватися в процесі нагрівання зони контакту (А.с. №1774571, ДСВ, СРСР, В23К11/06). Найбільш близьким за суттю і результатом, що досягається, є спосіб ЕКН, при якому наплавлення починають при живленні від джерела з крутопадаючими вольт амперними характеристиками (ВАХ) з наступною зміною їх на жорсткі. При цьому тривалість живлення зварювальної мережі під час формування зварного з'єднання від джерела живлення з крутопадаючими ВАХ складає 15-70% від повної тривалості циклу наплавлення (Патент №44525, Україна, В23К11/06, МКІ 7 В23К11/06, Бюл. №2, 2002). Причиною, що не дозволяє одержати стабільно якісне зварне з'єднання, є можливість переключення ВАХ у неоптимальний момент часу циклу ЕКН. В основу винаходу поставлена задача - удосконалити спосіб ЕКН шляхом нової сукупності дій над об'єктом і одержати рівномірне проплавлення по всій площі контакту, тим самим поліпшити якість зварного з'єднання. Для рішення поставленої задачі в способі ЕКН, що включає розміщення виробу та зміцнюючого елемента між електродами машини контактного зварювання і пропускання через контактну зону електричного струму, наплавлення у первісний момент здійснюють від джерела живлення з круто падаючими вольтамперними характеристиками (ВАХ) з наступною зміною цієї характеристики на жорстку або пологопадаючу, відповідно до винаходу; зміну характеристик живлення зварювальної мережі здійснюють при швидкості зменшення напруги на електродах, що складає 20-50% від первісної швидкості зміни напруги. Для пояснення суті винаходу проаналізуємо умови виділення тепла при протіканні електричного струму через контакт і живленні зварювального контуру від джерел з різними ВАХ. При наплавленні зміцнюючого елемента на виріб, у зв'язку з нерівностями (шорсткостями) самих поверхонь, у первісний момент часу опір у місцях контакту буде найбільшим, а в міру розігріву металу - знижуватися. Тому при пропущенні через зварювальний пакет електричного струму, він потече саме через локальні зони контакту, що може привести до виплесків розплавленого металу за рахунок високої щільності струму в ци х зонах. У зв'язку з цим, необхідно контролювати і рівномірно розподіляти зварювальний струм за площею контакту. Цього можна досягти шляхом живлення контактної зони від джерел з різними ВАХ. При живленні від джерела з крутопадаючими ВАХ відбувається м'який розігрів усієї поверхні контакту, зім'яння нерівностей, тобто забезпечується стабілізація умов електричного контакту в зоні зварювання і стабільне протікання процесу наплавлення. Тому на початку процесу доцільно живити зону контакту від джерела з крутопадаючими ВАХ. У процесі цього відбувається м'який розігрів зони контакту, збільшення інтегральної площі контакту, що спричиняє і зменшення опору перехідної зони. На фігурі представлений графік зміни опору зони контакту протягом циклу електроконтактного наплавлення. R - опір деталь-деталь; tсв - час зварювання; І - зона живлення зварювального ланцюга від джерела з крутопадаючими ВАХ; ІІ - зона живлення зварювального ланцюга від джерела з жорсткими ВАХ. Зменшення опору зони контакту в ході нагрівання приводить до зменшення напруги між електродами контактної машини (зона І). Причому динаміка цього зменшення буде максимальна в первісний момент часу циклу зварювання. В міру збільшення площі контакту швидкість зменшення напруги значно знижується (зона ІІ). Після того, як опір контакту стабілізувався, необхідно переключити характеристику на жорстку, вносячи при цьому основну частину тепла. Для перевірки ефективності пропонованого способу проведені експерименти ЕКН зміцнюючого елемента на виріб за відомою технологією (ручне керування процесом ЕКН у залежності від тривалості живлення зварювальної мережі від джерела з крутопадаючими ВАХ) - прототип і за технологією, що заявляється. Наплавлення здійснювали на контактній зварювальній машині типу МШ-2201. Як зразок використовувався квадратний прокатний профіль зі сталі 20. У якості зміцнюючого елемента - спечену стрічку типу ЛС-У10Х7ГР товщиною 0,8мм. Наявність тиристорного регулятора в зварювальній машині дозволила з мінімальною її модернізацією, вводячи зворотний зв'язок за струмом і напругою, здійснювати управління кутом нахилу ВАХ джерела живлення. При ЕКН за технологією, запропонованою в прототипі, момент комутації з крутопадаючої ВАХ на жорстку встановлювали вручн у на рівні 50% від усього циклу зварювання, як найбільш оптимального. При цьому імовірність появи дефектних зварних з'єднань була на рівні 15-20% від виходу придатного. Застосування пропонованої технології, в якій використовується автоматичне переключення ВАХ відповідно до відмінної частини формули винаходу, дозволило поліпшити цей показник до 5-7%. Застосування пропонованого способу наплавлення дозволяє розширити номенклатуру виробів, які зміцнюються, одержати рівномірне проплавлення по всій площі контакту, тим самим поліпшити якість зварних з'єднань.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electric-contact surfacing
Автори англійськоюBurlaka Serhii Volodymyrovych, Hulakov Serhii Volodymyrovych, Lavrentik Olha Oleksandrivna
Назва патенту російськоюМетод электроконтактной наплавки
Автори російськоюГулаков Сергей Владимирович, Бурлака Сергей Владимирович, Лаврентик Ольга Александровна
МПК / Мітки
МПК: B23K 11/06
Мітки: електроконтактного, наплавлення, спосіб
Код посилання
<a href="https://ua.patents.su/2-65202-sposib-elektrokontaktnogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроконтактного наплавлення</a>
Спосіб електроконтактного наплавлення
Номер патенту: 44525
Опубліковано: 15.02.2002
Автори: Лаврентік Ольга Олександрівна, Гулаков Сергій Володимирович, Лаврентік Олександр Ілліч
МПК: B23K 11/06
Мітки: спосіб, електроконтактного, наплавлення
Формула / Реферат:
1. Спосіб електроконтактного наплавлення, що вміщує розміщення виробу й зміцнюючого елемента між електродами машини контактного зварювання і пропускання через контактну область електричного струму, який відрізняється тим, що цикл наплавлення починають подачею електричного струму від джерела з крутопадаючими вольт-амперними характеристиками (ВАХ) із наступною зміною цієї характеристики на жорстку або пологопадючу.2. Спосіб по п. 1. який...
Спосіб електроконтактного наплавлення
Номер патенту: 63393
Опубліковано: 15.01.2004
Автори: Гулаков Сергій Володимирович, Матвієнко Владислав Володимирович, Лаврентік Ольга Олександрівна
МПК: B23K 11/06
Мітки: наплавлення, спосіб, електроконтактного
Формула / Реферат:
Спосіб електроконтактного наплавлення, який включає розміщення між основою й зміцнюючим покриттям електроізоляційної прокладки, що руйнується в процесі нагрівання контактної зони, який відрізняється тим, що при приварці зміцнюючого покриття у крайки основи, прокладку зміщують у бік цієї крайки.
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення
Номер патенту: 62301
Опубліковано: 15.12.2003
Автори: Волков Дмитро Анатолійович, Катренко Віталій Трохимович, Пресняков Віктор Анатолійович
МПК: B22F 3/00
Мітки: спосіб, двосегментного, виготовлення, наплавлення, електроконтактного, порошкового, дроту
Формула / Реферат:
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення, що полягає в готуванні шихти порошкових компонентів, профілюванні холоднокатаної стрічки в заготовку заданої конструкції поперечного перерізу оболонки, одночасному заповненні порожнини оболонки порошкоподібним сердечником і наступним волочінням заготовки до розміру готового дроту, який відрізняється тим, що перед профілюванням на стрічці відгинаються...
Спосіб плазмоводугового наплавлення
Номер патенту: 41617
Опубліковано: 17.09.2001
Автори: Чигарьов Валерій Васильович, Макаренко Наталія Олексіївна, Грановський Олександр Вікторович, Кондрашов Костянтин Олександрович
МПК: B23K 9/16
Мітки: плазмоводугового, спосіб, наплавлення
Формула / Реферат:
Спосіб плазмоводугового наплавлення, що включає подачу в зону наплавлення коаксіально розміщених неплавкого й плавкого електродів, з'єднаний з різними джерелами живлення, який відрізняється тим, що здійснюють підігрів плавкого електрода регулюванням струму дуги, створеної, між соплом плазмотрона і плавким електродом, котра живиться від окремого джерела з падаючою характеристикою, при цьому струм цієї дуги установлюють прямо пропорційно струму...
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом
Номер патенту: 42418
Опубліковано: 15.10.2001
Автори: Бунаков Олексій Іванович, Кузнецов Валерій Дмитрович
МПК: B23K 9/04
Мітки: наплавлення, газі, неплавким, інертному, дротом, електродугового, присадним, електродом, спосіб
Формула / Реферат:
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом, що включає подачу на присадний дріт потенціалу живлення зварювального джерела, який відрізняється тим, що потенціал живлення присадного Дроту встановлюють одноіменним з потенціалом неплавкого електрода, відстань між електродами вибирають не більш суми розмірів їх активних плям дуги на виробі, при цьому наплавлення здійснюють в напрямку розташування...
Попередній патент: Спосіб хірургічного лікування юнацького епіфізеолізу голівки стегнової кістки
Наступний патент: Спосіб вивчення іноземної мови
Випадковий патент: Бак обприскувача