Спосіб плазмоводугового наплавлення
Номер патенту: 41617
Опубліковано: 17.09.2001
Автори: Макаренко Наталія Олексіївна, Кондрашов Костянтин Олександрович, Грановський Олександр Вікторович, Чигарьов Валерій Васильович
Формула / Реферат
Спосіб плазмоводугового наплавлення, що включає подачу в зону наплавлення коаксіально розміщених неплавкого й плавкого електродів, з'єднаний з різними джерелами живлення, який відрізняється тим, що здійснюють підігрів плавкого електрода регулюванням струму дуги, створеної, між соплом плазмотрона і плавким електродом, котра живиться від окремого джерела з падаючою характеристикою, при цьому струм цієї дуги установлюють прямо пропорційно струму дуги плавкого електрода.
Текст
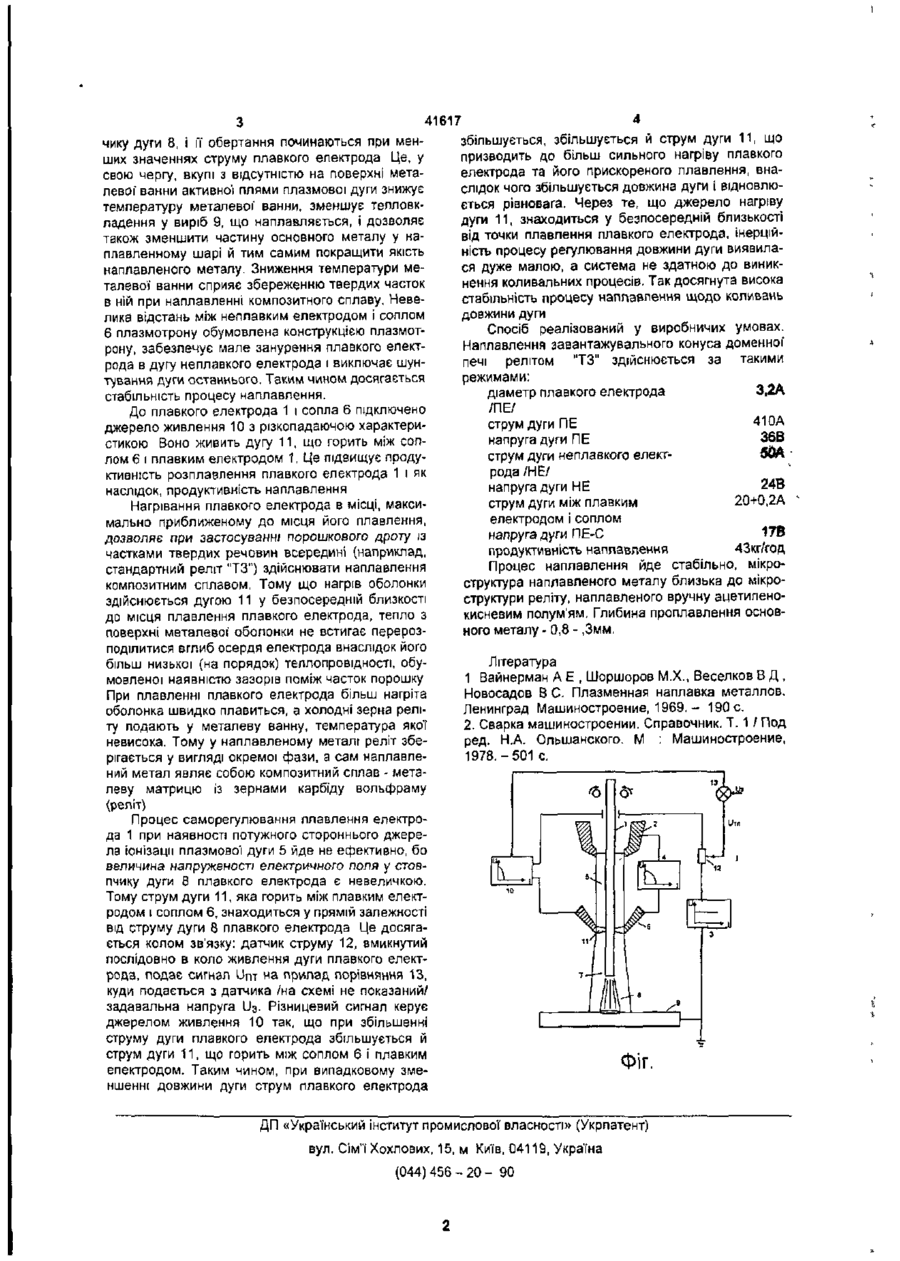
УКРАЇНА (19) UA (11)41617 із, А ( (51)6В23К9/16 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА ВИНАХІД видається під відповідальність власника патенту (54) СПОСІБ ПЛАЗМОВОДУГОВОГО НАПЛАВЛЕННЯ {21)2000116281 (22)07 11 2000 {24)17 09 2001 (46) 17 09 2001, Бюл № 8 , 2001 р (72) Чигарьов Валерій Васильович, Макаренко Наталія Олексіївна, Кондратов КОСТЯНТИН Олександрович Грановський Олександр Вікторович {73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ {57) Спосіб плазмоводугового наплавлення, що включає подачу в зону наплавлення коаксіально розміщених неплавкого и плавкого електродів, з'єднаний з різними джерелами живлення, який відрізняється тим, що здійснюють підігрів плавкого електрода регулюванням струму дуги, створеної, між соплом плазмотрона і плавким електродом, котра живиться від окремого джерела з падаючою характеристикою, при цьому струм цієї дуги установлюють прямо пропорційно струму дуги плавкого електрода Винахід стосується плазмоводугового наплавлення, зокрема плазмоводугового наплавлення з аксіальною подачею плавкого електрода, й може застосовуватися в промисловості для виготовлення нових та реставрації зношених деталей Відомим Є спосіб плазмового наплавлення /І, с 80/, при якому плазмова дуга горить між неплавким електродом плазмотрону та виробом і плавким електродом який подається в плазмову дугу з боку плазмотрону тангенціально Недоліком зазначеного способу наплавлення є його невисока продуктивність, неможливість отримання широкого наплавленого валика без додаткових дій - коливань плазмотрону поперек осі валика, який наплавлю ють Найближчим технічним рішенням запропонованому є спосіб плазмового наплавлення /2,с 132/, прийнятий за прототип, при якому плазмова дуга живиться від джерела з крутопадаючою характеристикою, горить між неплавким електродом, що має внутрішню порожнину - канал і виробом При цьому неплавкий електрод розміщується всередині плазмотрону, а плавкий електрод подається по осі порожнини неплавкого електрода без електричного контакту з неплавким електродом Дуга плавкого електрода горить між плавким електродом та виробом і живиться від джерела жорсткою характеристикою Недоліком прототипу є руйнування структури металу, що наплавлюється через перегрівання металевої ванни /особливо при наплавленні композитних сплавів/, дестабілізація процесу наплавлення, що призводить до дефектів у наплавленому валику, невелика продуктивність при наплавленні крупних деталей В основу винаходу поставлене завдання удосконалити спосіб плазмоводугового наплавлення у якому через введення нової операції та зміни режиму забезпечується підвищення стабільності процесу наплавпення за рахунок зменшення витрат тепла при наплавленні, підвищення його продуктивності Поставпене завдання досягається тим, що в способі плазмоводугового наппавлення, що включає подачу в зону наплавлення коаксіально розміщених неплавкого й плавкого електродів, з'єднаних з різними джерелами живлення, здійснюють підігрів плавкого епектрода регулюванням струму дуги, створеної між соплом плазмотрону і плавким електродом, котра живиться від окремого джерела з падаючою характеристикою при тому струм цієї дуги установлюють прямо пропорційно, струму дуги ппавкого електрода Суть способу пояснюється схемою фіг 1 Плавкий електрод 1 подають коаксіапьно через неплавкий електрод 2 Електрод 1 підключений до джерела 3 з жорсткою характеристикою, а неплавкий електрод 2 - до джерела 4 з різкопадаючою характеристикою При цьому дуга 5 неплавкого електрода 2 горить між ними й соплом 6 плазмотрону Із сопла видувається факеп 7 цієї дуги який є додатковим джерелом іонізації для дуги 8 плавкого електрода 1, що забезпечує велику рухливість дуги Крім того, відсутність у факелі 7 електричного поля знижує напруженість поля в стовп СО 41617 збільшується, збільшується й струм дуги 11, що призводить до більш сильного нагріву плавкого електрода та його прискореного плавлення, внаслідок чого збільшується довжина дуги і відновлюється рівновага. Через те, що джерело нагріву дуги 11, знаходиться у безпосередній близькості від точки плавлення плавкого електрода, інерційність процесу регулювання довжини дуги виявилася дуже малою, а система не здатною до виникнення коливальних процесів. Так досягнута висока стабільність процесу наплавлення щодо коливань довжини дуги Спосіб реалізований у виробничих умовах. Наплавлення завантажувального конуса доменної печі релітом "ТЗ" здійснюється за такими режимами: 3.2А діаметр плавкого електрода /ПЕ/ До плавкого електрода 1 і сопла 6 підключено 410А струм дуги ПЕ джерело живлення 10 з різкопадаючою характери36В напруга дуги ПЕ стикою Воно живить дугу 11, що горить між соп5QA струм дуги неплавкого електлом 6 і плавким електродом 1. Це підвищує продурода /НЕ/ ктивність розплавлення плавкого електрода 1 і як 24В напруга дуги НЕ наслідок, продуктивність наплавлення 20+0.2А струм дуги між плавким Нагрівання плавкого електрода в місці, максиелектродом і соплом мально приближеному до місця його плавлення, 17В напруга дуги ПЕ-С дозволяє при застосуванні порошкового дроту із 43 кг/год продуктивність наплавлення частками твердих речовин всередині (наприклад, Процес наплавлення йде стабільно, мікростандартний реліт "ТЗ") здійснювати наплавлення структура наплавленого металу близька до мікрокомпозитним сплавом. Тому що нагрів оболонки структури реліту, наплавленого вручну ацетиленоздійснюється дугою 11 у безпосередній близкості кисневим полум'ям, Глибина проплавлення основдо місця плавлення плавкого електрода, тепло з ного металу - 0,8 - ,3мм. поверхні металевої оболонки не встигає перерозподілитися вглиб осердя електрода внаслідок його більш низької (на порядок) теплопровідності, обуЛітература мовленої наявністю зазорів поміж часток порошку 1 Вайнерман А Е , Шоршоров М.Х., Веселков В Д , При плавленні плавкого електрода більш нагріта Новосадов В С- Плазменная наплавка металлов. оболонка швидко плавиться, а холодні зерна реліЛенинград Машиностроение, 1969. - 190с. ту подають у металеву ванну, температура якої 2. Сварка машиностроении. Справочник. Т. 1 / Под невисока. Тому у наплавленому металі реліт зберед. Н.А. Ольшанского. М : Машиностроение, рігається у вигляді окремої фази, а сам наплавле1978.-501 с. ний метал являє собою композитний сплав - металеву матрицю із зернами карбіду вольфраму (реліт) Процес саморегулювання плавлення електрода 1 при наявності потужного стороннього джерела іонізації плазмової дуги 5 йде не ефективно, бо величина напруженості електричного поля у стовпчику дуги 8 плавкого електрода є невеличкою. Тому струм дуги 11, яка горить між плавким електродом і соплом 6, знаходиться у прямій залежності від струму дуги 8 плавкого електрода Це досягається колом зв'язку: датчик струму 12, вмикнутий послідовно в коло живлення дуги плавкого електрода, подає сигнал Uni на прилад порівняння 13, куди подається з датчика /на схемі не показаний/ задавальна напруга І)з. Різницевий сигнал керує джерелом живлення 10 так, що при збільшенні струму дуги плавкого електрода збільшується й струм дуги 11, що горить між соплом 6 і плавким ФІГ. електродом. Таким чином, при випадковому зменшенні довжини дуги струм плавкого електрода чику дуги 8, і її обертання починаються при менших значеннях струму плавкого електрода Це, у свою чергу, вкупі з відсутністю на поверхні металевої ванни активної плями плазмової дуги знижує температуру металевої' ванни, зменшує телловкладення у виріб 9, що наплавляється, і дозволяє також зменшити частину основного металу у наплавленному шарі й тим самим покращити якість наплавленого металу. Зниження температури металевої ванни сприяє збереженню твердих часток в ній при наплавленні композитного сплаву. Невелика відстань між неплавким електродом і соплом 6 плазмотрону обумовлена конструкцією плазмотрону, забезпечує мале занурення плавкого електрода в дугу неплавкого електрода і виключає шунтування дуги останнього. Таким чином досягається стабільність процесу наплавлення. ДП «Український інститут промислової власності» (Укрпатент) вул. Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90
ДивитисяДодаткова інформація
Автори англійськоюChyhariov Valerii Vasyliovych, Makarenko Natalia Oleksiivna, Hranovskyi Oleksandr Viktorovych
Автори російськоюЧигарев Валерий Васильевич, Макаренко Наталья Алексеевна, Грановский Александр Викторович
МПК / Мітки
МПК: B23K 9/16
Мітки: плазмоводугового, спосіб, наплавлення
Код посилання
<a href="https://ua.patents.su/2-41617-sposib-plazmovodugovogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб плазмоводугового наплавлення</a>
Установка для електрошлакового наплавлення
Номер патенту: 2808
Опубліковано: 26.12.1994
Автори: Стойко Валерій Павлович, Солодилов Сергій Степанович, Попов Вячеслав Миколайович, Моргачев Іван Григорович, Рудевич Геннадій Миколайович
Мітки: електрошлакового, установка, наплавлення
Формула / Реферат:
Установка электрошлаковой наплавки, содержащая кристаллизатор и шлаковик, разделенные перегородкой, греющий и плавящийся электроды с приводами их перемещения, отличающаяся тем, что она снабжена блоком управления и устройством контроля уровня шлака в кристаллизаторе, которое содержит световоды, расположенные один над другим, на одном конце которых размещены фоторезисторы, а на другом светофильтр, причем ось среднего световода направлена в...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 34369
Опубліковано: 15.02.2001
Автори: Пустовгар Олександр Володимирович, Любич Олександр Йосипович, Марченко Станіслав Вікторович
МПК: B23K 35/368
Мітки: наплавлення, чавуну, дріт, порошковий, зварювання, високоміцного
Текст:
...частках більш як 60% маси об'єму. Перед звішуванням всі інгредієнти з вологістю більш як 0,1% просушують при температурі 200250°С, а потім просіюють крізь сито № 025 за ДСТ 3584-73. Дріт виготовляється на профілюючому стані шляхом безупинного згортання стрічки, що заповнюється шихтою, і наступним калібруванням і вальцюванням на необхідний діаметр дроту. Кінцевий діаметр порошкового дроту складає 2,6 мм, коефіцієнт заповнення 27,1-30,2%. Для...
Порошковий дріт для наплавлення
Номер патенту: 34778
Опубліковано: 15.03.2001
Автори: Марченко Станіслав Вікторович, Пустовгар Олександр Володимирович, Любич Олександр Йосипович
МПК: B23K 35/368
Мітки: наплавлення, дріт, порошковий
Формула / Реферат:
Порошковий дріт для наплавлення, переважно сталей і чавунів, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, що містить графіт, силікокальцій, феротитан, феромарганець і залізний порошок, який відріз няеться тим, що шихта додатково містить карба мід при наступному співвідношенні компонєнтіе мас.%:при цьому коефіцієнт заповнення порошкового дроту складає 34-38%.
Спосіб синтезу і наплавлення шихти германоевлітину та пристрій для його здійснення
Номер патенту: 16688
Опубліковано: 29.08.1997
Автори: Загвоздкін Борис Васильович, Пирогов Євген Миколайович, Бурачас Станіслав Феліксович, Кривошеін Вадим Іванович, Горішній Юрій Васильович, Бондар Валерій Григорович, Рижиков Володимир Діомидович, Литичевський Маркс Ізрайлович
МПК: C30B 29/22, C30B 11/00
Мітки: пристрій, германоевлитину, шихти, синтезу, наплавлення, спосіб, здійснення
Формула / Реферат:
1. Способ синтеза и наплавления шихты гер-маноэвлинита для выращивания кристаллов, включающий загрузку исходного сырья и нагрев его в печи, твердофазный синтез при нагреве со скоростью 10-20 град/мин, выдержку и охлаждение в тигле, отличающийся тем, что. с целью обеспечения полноты синтеза, улучшения качества кристаллов и снижения их себестоимости, сырье загружают в бункер, устанавливают его над тиглем и помещают в печь, предварительно...
Спосіб механізованого дугового зварювання або наплавлення із модуляцією швидкості подачі електрода та регулюванням дуги
Номер патенту: 21219
Опубліковано: 04.11.1997
Автори: Колесник Георгій Фомич, Сидорук Володимир Степанович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович
МПК: B23K 25/00
Мітки: регулюванням, швидкості, дуги, спосіб, модуляцією, дугового, наплавлення, електрода, подачі, зварювання, механізованого
Формула / Реферат:
Способ механизированной дуговой сварки или наплавки с модуляцией скорости подачи электрода и с регулированием дуги, при котором плотность тока на электроде в импульсе превышает 35 А/мм2, а в паузе меньше этого значения, отличающийся тем, что в случае, когда средняя плотность тока на электроде меньше 35 А/мм2, длительность паузы увеличивают до тех пор, пока межэлектродный промежуток Ідп в паузы не возрастет до значения, превышающего длину...
Попередній патент: З’єднання для трубопроводів
Наступний патент: Зварювальна установка
Випадковий патент: Спосіб формування глотково-стравохідного співустя у хворих на рак гортані після ларингектомії