Спосіб обробки затуплених твердосплавних штирових коронок та алмазний інструмент для його здійснення
Номер патенту: 65228
Опубліковано: 15.03.2004
Автори: Алєксєєнко Валерій Федорович, Ліненко-Мельников Юрій Петрович
Формула / Реферат
1. Спосіб обробки затуплених твердосплавних штирових коронок, що включає здійснення обертання коронки навколо осі твердосплавної вставки і обертання алмазного інструмента та його подачу уздовж осі вставки, який відрізняється тим, що попередньо здійснюють переміщення алмазного інструмента в осьовому напрямку, а його вісь нахиляють у вертикальній площині під заданим кутом і здійснюють сполучення твірних криволінійних поверхонь алмазного інструмента і твердосплавної вставки.
2. Алмазний інструмент для обробки затуплених твердосплавних штирових коронок, що містить внутрішню і сполучені з нею зовнішні тороїдальні поверхні, який відрізняється тим, що внутрішня поверхня обмежена центральним кутом, який у радіальному перерізі алмазного інструмента знаходиться у межах 85° - 90°.
Текст
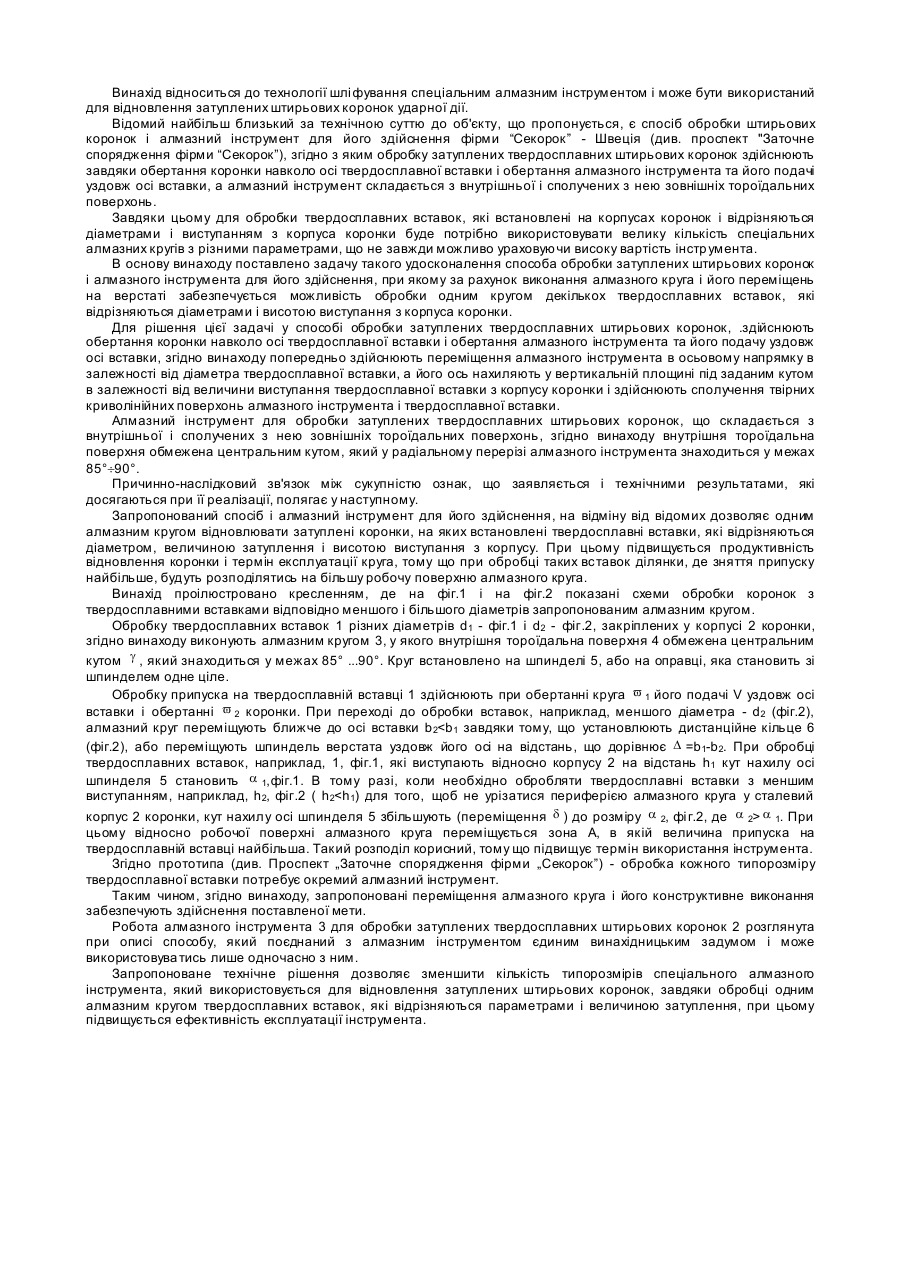
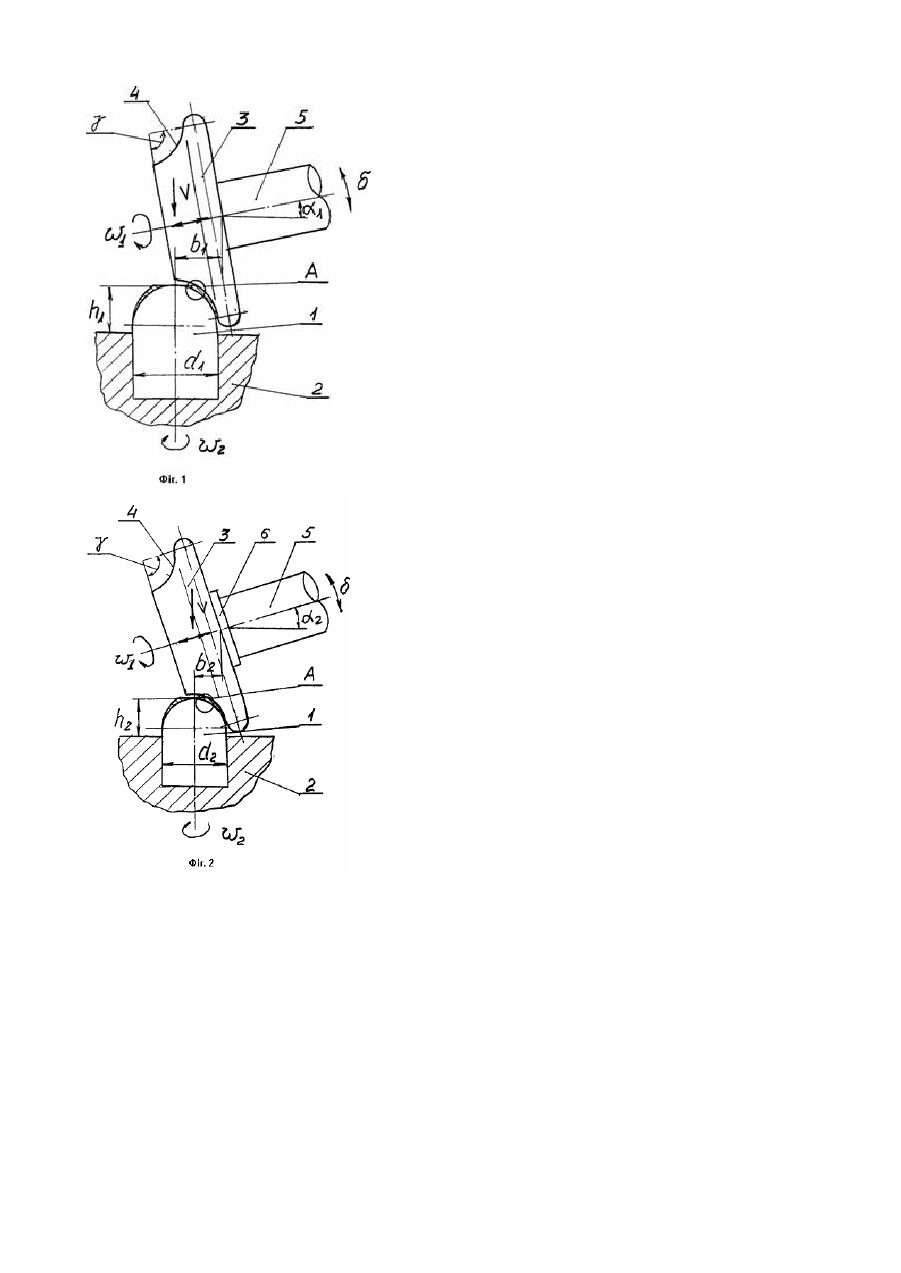
Винахід відноситься до технології шлі фування спеціальним алмазним інструментом і може бути використаний для відновлення затуплених штирьових коронок ударної дії. Відомий найбільш близький за технічною суттю до об'єкту, що пропонується, є спосіб обробки штирьових коронок і алмазний інструмент для його здійснення фірми “Секорок” - Швеція (див. проспект "Заточне спорядження фірми “Секорок”), згідно з яким обробку затуплених твердосплавних штирьових коронок здійснюють завдяки обертання коронки навколо осі твердосплавної вставки і обертання алмазного інструмента та його подачі уздовж осі вставки, а алмазний інструмент складається з внутрішньої і сполучених з нею зовнішніх тороїдальних поверхонь. Завдяки цьому для обробки твердосплавних вставок, які встановлені на корпусах коронок і відрізняються діаметрами і виступанням з корпуса коронки буде потрібно використовувати велику кількість спеціальних алмазних кругів з різними параметрами, що не завжди можливо ураховуючи високу вартість інстр умента. В основу винаходу поставлено задачу такого удосконалення способа обробки затуплених штирьових коронок і алмазного інструмента для його здійснення, при якому за рахунок виконання алмазного круга і його переміщень на верстаті забезпечується можливість обробки одним кругом декількох твердосплавних вставок, які відрізняються діаметрами і висотою виступання з корпуса коронки. Для рішення цієї задачі у способі обробки затуплених твердосплавних штирьових коронок, .здійснюють обертання коронки навколо осі твердосплавної вставки і обертання алмазного інструмента та його подачу уздовж осі вставки, згідно винаходу попередньо здійснюють переміщення алмазного інструмента в осьовому напрямку в залежності від діаметра твердосплавної вставки, а його ось нахиляють у вертикальній площині під заданим кутом в залежності від величини виступання твердосплавної вставки з корпусу коронки і здійснюють сполучення твірних криволінійних поверхонь алмазного інструмента і твердосплавної вставки. Алмазний інструмент для обробки затуплених твердосплавних штирьових коронок, що складається з внутрішньої і сполучених з нею зовнішніх тороїдальних поверхонь, згідно винаходу внутрішня тороїдальна поверхня обмежена центральним кутом, який у радіальному перерізі алмазного інструмента знаходиться у межах 85°¸90°. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними результатами, які досягаються при її реалізації, полягає у наступному. Запропонований спосіб і алмазний інструмент для його здійснення, на відміну від відомих дозволяє одним алмазним кругом відновлювати затуплені коронки, на яких встановлені твердосплавні вставки, які відрізняються діаметром, величиною затуплення і висотою виступання з корпусу. При цьому підвищується продуктивність відновлення коронки і термін експлуатації круга, тому що при обробці таких вставок ділянки, де зняття припуску найбільше, будуть розподілятись на більшу робочу поверхню алмазного круга. Винахід проілюстровано кресленням, де на фіг.1 і на фіг.2 показані схеми обробки коронок з твердосплавними вставками відповідно меншого і більшого діаметрів запропонованим алмазним кругом. Обробку твердосплавних вставок 1 різних діаметрів d1 - фіг.1 і d2 - фіг.2, закріплених у корпусі 2 коронки, згідно винаходу виконують алмазним кругом 3, у якого внутрішня тороїдальна поверхня 4 обмежена центральним кутом g , який знаходиться у межах 85° ...90°. Круг встановлено на шпинделі 5, або на оправці, яка становить зі шпинделем одне ціле. Обробку припуска на твердосплавній вставці 1 здійснюють при обертанні круга v 1 його подачі V уздовж осі вставки і обертанні v 2 коронки. При переході до обробки вставок, наприклад, меншого діаметра - d2 (фіг.2), алмазний круг переміщують ближче до осі вставки b 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of blunt hardalloyed pin cutter heads and diamond tool for its embodiment
Автори англійськоюLinenko-Melnykov Yurii Petrovych, Alekseienko Valerii Fedorovych
Назва патенту російськоюСпособ обработки затупленных твердосплавных штыревых коронок и алмазный инструмент для его осуществления
Автори російськоюЛиненко-Мельников Юрий Петрович, Алексеенко Валерий Федорович
МПК / Мітки
МПК: B24B 1/00
Мітки: затуплених, обробки, твердосплавних, штирьових, коронок, здійснення, алмазний, спосіб, інструмент
Код посилання
<a href="https://ua.patents.su/2-65228-sposib-obrobki-zatuplenikh-tverdosplavnikh-shtirovikh-koronok-ta-almaznijj-instrument-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки затуплених твердосплавних штирових коронок та алмазний інструмент для його здійснення</a>
Верстат для заточування штирових бурових коронок
Номер патенту: 40969
Опубліковано: 15.08.2001
Автори: Ліненко-Мельніков Ігор Юрійович, Ліненко-Мельников Юрій Петрович
МПК: B24B 3/00
Мітки: коронок, заточування, штирьових, верстат, бурових
Формула / Реферат:
1. Верстат для заточування штирових бурових коронок, виконаний у вигляді станини, на якій встановлено з можливістю переміщення у горизонтальній площині, фіксації в заданому положенні і можливістю обертання стіл з закріпленим на ньому коронкотримачем, а також каретку зі шпиндельним вузлом, яка має можливість вертикального переміщення, при цьому вісь шпиндельного вузла схрещується з віссю обертання стола, який відрізняється тим, що...
Спосіб паяння твердосплавних елементів до сталевого корпусу та пристрій для його здійснення
Номер патенту: 34314
Опубліковано: 15.12.2003
Автори: Климович Андрій Профирович, Ліненко-Мельников Юрій Петрович
МПК: B23K 3/02
Мітки: здійснення, твердосплавних, корпусу, елементів, сталевого, паяння, спосіб, пристрій
Формула / Реферат:
1. Спосіб паяння твердосплавних елементів до сталевого корпусу, при якому між твердосплавними елементами і корпусом розміщують припій та флюс, здійснюють їх нагрівання до температури плавлення припою і корегування цієї температури у процесі паяння, лудіння та наступне охолодження, який відрізняється тим, що корегування температури у процесі паяння здійснюють шляхом підтримки температури нагрівання твердосплавних елементів і корпусу в межах...
Спосіб пайки твердосплавних елементів до сталевого корпусу та пристрій для його здійснення
Номер патенту: 34314
Опубліковано: 15.02.2001
Автори: Ліненко-Мельников Юрій Петрович, Климович Андрій Профирович
МПК: B23K 3/02
Мітки: здійснення, твердосплавних, спосіб, пайки, сталевого, корпусу, пристрій, елементів
Формула / Реферат:
1. Спосіб паяння твердосплавних елементів до сталевого корпусу, при якому між твердосплавними елементами і корпусом розміщують припій та флюс, здійснюють їх нагрівання до температури плавлення припою і корегування цієї температури у процесі паяння, лудіння та наступне охолодження, який відрізняється тим, що корегування температури у процесі паяння здійснюють шляхом підтримки температури нагрівання твердосплавних елементів і корпусу в межах...
Твердосплавна вставка для коронок ударної дії
Номер патенту: 34176
Опубліковано: 16.12.2002
Автор: Ліненко-Мельников Юрій Петрович
МПК: E21B 10/56, E21B 10/46
Мітки: ударної, вставка, дії, твердосплавна, коронок
Формула / Реферат:
І. Твердосплавна вставка для коронок ударної дії, що містить робочу головку, сполучену з хвостовиком, які виконані у вигляді тіл обертання, яка відрізняється тим, що на робочій головці виконано центральне заглиблення.2. Вставка за п.1, яка відрізняється тим, що заглиблення має циліндричну або конічну форму.
Твердосплавна вставка для перфораторних коронок
Номер патенту: 32312
Опубліковано: 16.09.2002
Автор: Ліненко-Мельников Юрій Петрович
МПК: E21B 10/56
Мітки: вставка, перфораторних, твердосплавна, коронок
Формула / Реферат:
Твердосплавна вставка для перфораторних коронок, що містить робочу головку, сполучену з хвостовиком, що виконані у вигляді тіл обертання, яка відрізняється тим, що робоча головка має форму параболоїда або напівеліпсоїда, при цьому величини відношення висоти головки до радіуса її основи знаходяться у межах 1,1-1,3.
Попередній патент: Штам sinorhizobium meliloti 425а для інокуляції козлятника східного
Наступний патент: Замінник кісткового борошна
Випадковий патент: Спосіб контролю тяги мікродвигуна літального апарата