Спосіб паяння твердосплавних елементів до сталевого корпусу та пристрій для його здійснення
Номер патенту: 34314
Опубліковано: 15.12.2003
Автори: Климович Андрій Профирович, Ліненко-Мельников Юрій Петрович

Формула / Реферат
1. Спосіб паяння твердосплавних елементів до сталевого корпусу, при якому між твердосплавними елементами і корпусом розміщують припій та флюс, здійснюють їх нагрівання до температури плавлення припою і корегування цієї температури у процесі паяння, лудіння та наступне охолодження, який відрізняється тим, що корегування температури у процесі паяння здійснюють шляхом підтримки температури нагрівання твердосплавних елементів і корпусу в межах рівноважного стану розплаву протягом лудіння.
2. Пристрій для паяння твердосплавних елементів до сталевого корпусу, який містить електрично зв'язані між собою високовольтний випрямляч, коло управління ним, високочастотний генератор, вихідний коливальний контур з індуктором для розміщення деталей, що з’єднуються, і термодатчик, який відрізняється тим, що термодатчик електричнo зв'язаний із регулятором напруги, вихід якого зв'язано з подільником напруги, вихід якого в свою чергу з'єднано з колом управління високовольтним випрямлячем.
Текст
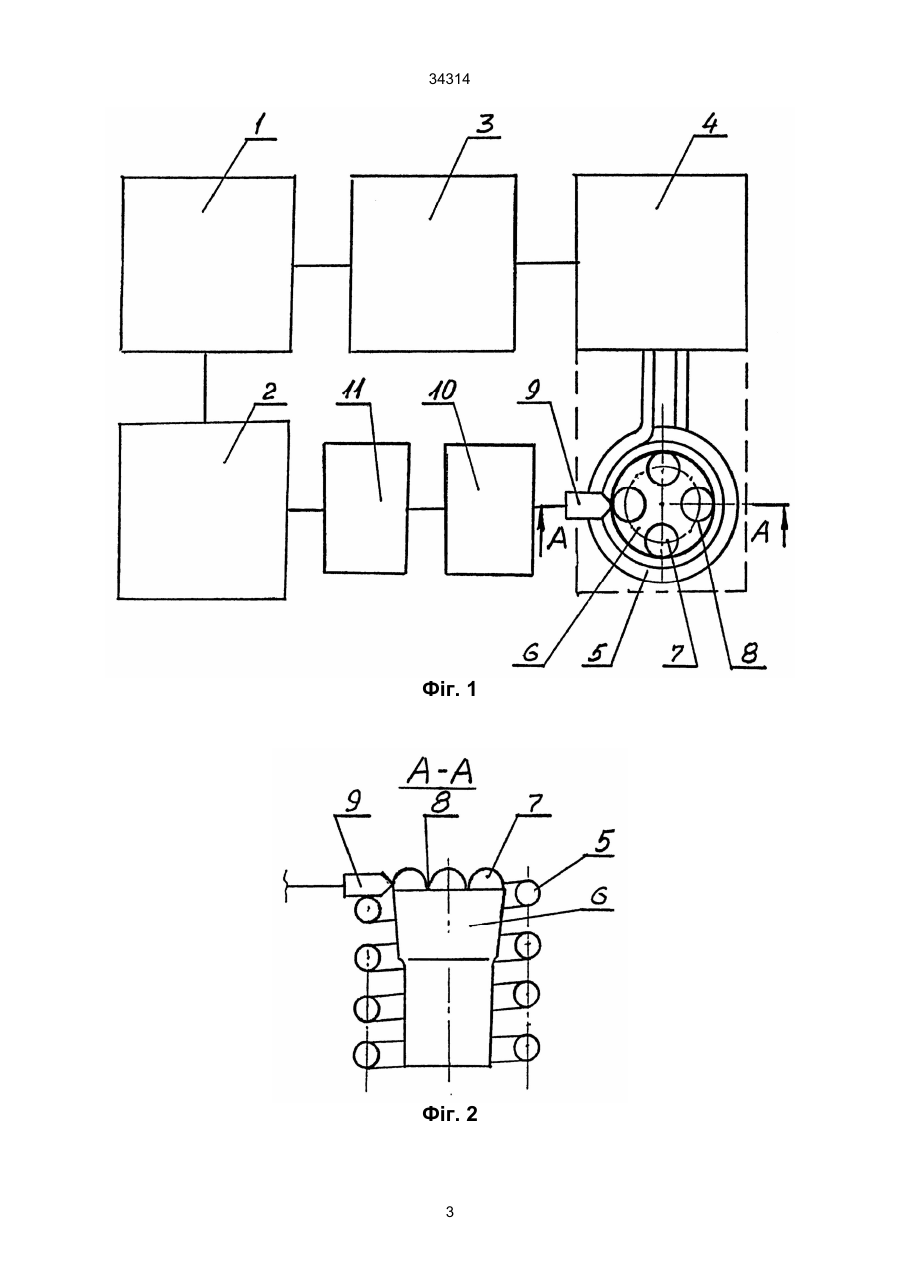
1. Спосіб пайки твердосплавних елементів до сталевого корпусу, згідно з яким між твердосплавними елементами і корпусом розміщують припій та флюс, здійснюють їх нагрівання до температури плавлення припою і корегування цієї температури у процесі пайки; лудіння та наступне охолодження, 34314 нагрівання до температури плавлення припою і корегування цієї температури у процесі пайки, лудіння та наступне охолодження, згідно винаходу корегування температури у процесі пайки здійснюють шляхом підтримки температури нагрівання твердосплавних елементів і корпусу в межах рівноважного стану розплаву на протязі лудіння. А у пристрої для пайки твердосплавних елементів до сталевого корпусу, який містить електричне зв'язані між собою високовольтний випрямляч, коло управління їм, високочастотний генератор, вихідний коливальний контур з індуктором для розміщення деталей, що з'єднують і термодатчик, згідно винаходу, термодатчик електрично зв'язаний із регулятором напруги, вихід якого зв'язаний подільником напруги, вихід якого, в свою чергу, з'єднано з колом управління високовольтним випрямлячем. Запропонований спосіб і пристрій для його здійснення, на відміну від відомих, дозволяє здійснити якісне з'єднання твердосплавних вставок з сталевим корпусом методом пайки, особливо в тих випадках, коли необхідно закріпити одночасно декілька вставок, як, наприклад, на бурових коронках ударної дії В цьому випадку процес пайки тривалий, тому що необхідно залудити послідовно декілька твердосплавних вставок. Якщо температура ліквідусу припою не буде підтримуватись постійною, то при підвищенні температури почнуть вигорати легкоплавкі компоненти, що погіршить його властивості, а створені окисли, шлаки та бульбашки газів порушать цілісність паяного з'єднання. При виключеному нагріві і знижені температури припою нижче температури солідуса поверхні твердого сплаву і сталевого корпусу, які не були залуджені, окисляться, що також погіршить якість пайки. У зв'язку з цим, тільки у випадку стабілізації заданої температури ліквідуса даного припою, яку забезпечують спосіб і пристрій, що пропонуються, буде забезпечено якісне з'єднання твердосплавних вставок до сталевого корпусу методом пайки. Забезпечення цих умов особливо важливе при виготовленні бурового інструменту ударної дії, до якого ставляться високі технічні вимоги. Підтримка температури нагрівання в процесі її корегування між границями ліквідусу і солідусу за суттю відповідає підтримці цієї температури в межах рівноважного стану розплаву, яке можна здійснити на дату подачі заявки лише за умови використання запропонованого пристрою. Винахід проілюстровано кресленнями, де на фіг.1 представлено схематично загальний вигляд пристрою для пайки твердосплавних елементів до сталевого корпусу, на фіг.2 розріз А - А на фіг.1. Пристрій для пайки твердосплавних елементів до сталевого корпусу містить електрично зв'язані між собою високовольтний випрямляч 1, коло управління 2 високовольтним випрямлячем 1, високочастотний генератор 3, вихідний коливальний контур 4, з індуктором 5 для розміщення в ньому сталевого корпусу 6 і твердосплавних елементів 7, між якими розташовано припій 8. Пристрій, що пропонується, оснащено електрично зв'язаними між собою термодатчиком 9 (контактним або безконтактним), який розміщують біля однієї з деталей, що з'єднуються, наприклад, біля сталевого корпусу 6, регулюючим мілівольтметром 10, подільником напруги 11, вихід якого з'єднаний з колом управління 2 високовольтного випрямляча 1. Робота пристрою для пайки твердосплавний елементів 7 до сталевого корпусу 6 описується в процесі реалізації способу, який об'єднаний з пристроєм єдиним винахідницьким задумом і може використовуватись лише одночасно з ним. Здійснювали пайку твердосплавних елементів 7 до сталевого корпусу 6 бурового інструменту, між твердосплавними елементами 7 і корпусом 6 розміщували припій 8 марки ЛНМц 60-9-5 та флюс (не показано) - бура технічна. Деталі що з'єднуються пайкою розташовували всередині індуктора 5. На регуляторі 10 виставили температуру ліквідуса припою, яка дорівнює 940°С. Включили установку високочастотного нагріву, здійснили нагрівання деталей 6,7,8, що з'єднуються, до температури плавлення припою 8, не припиняючи нагрівання, завдяки наявності у пристрої термодатчику 9, який вимірює температуру інструменту при його пайці, зв'язаного з ним регулятора, наприклад, регулюючого мілівольтметра 10, подільника напруги 11, який є навантаженням регулятора 10. Подільник напруги 11 включений в коло управління 2 високовольтним випрямлячем 1, змінюється управляюча напруга високовольтного випрямляча 1, що, в свою чергу, змінює вихідну напругу високочастотного генератора 3 і вихідного коливального контуру 4. Це дозволяє плавно міняти вихідну потужність нагріву в індукторів, а отже, корегувати температуру в процесі пайки, підтримуючи задану температуру нагрівання деталей 6,7 при плавлені припою 8 на протязі всього процесу лудіння в межах рівноважного стану розплаву, тобто між границями ліквідусу і солідусу. 2 34314 Фіг. 1 Фіг. 2 3 34314 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for soldering hard-alloy elements to a steel body
Автори англійськоюLinenko-Melnykov Yurii Petrovych
Назва патенту російськоюСпособ пайки твердосплавных элементов к стальному корпусу и устройство для его осуществления
Автори російськоюЛиненко-Мельников Юрий Петрович
МПК / Мітки
МПК: B23K 3/02
Мітки: елементів, спосіб, пристрій, паяння, твердосплавних, корпусу, здійснення, сталевого
Код посилання
<a href="https://ua.patents.su/4-34314-sposib-payannya-tverdosplavnikh-elementiv-do-stalevogo-korpusu-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб паяння твердосплавних елементів до сталевого корпусу та пристрій для його здійснення</a>
Спосіб пайки твердосплавних елементів до сталевого корпусу та пристрій для його здійснення
Номер патенту: 34314
Опубліковано: 15.02.2001
Автори: Климович Андрій Профирович, Ліненко-Мельников Юрій Петрович
МПК: B23K 3/02
Мітки: сталевого, твердосплавних, корпусу, пристрій, спосіб, пайки, здійснення, елементів
Формула / Реферат:
1. Спосіб паяння твердосплавних елементів до сталевого корпусу, при якому між твердосплавними елементами і корпусом розміщують припій та флюс, здійснюють їх нагрівання до температури плавлення припою і корегування цієї температури у процесі паяння, лудіння та наступне охолодження, який відрізняється тим, що корегування температури у процесі паяння здійснюють шляхом підтримки температури нагрівання твердосплавних елементів і корпусу в межах...
Спосіб утворення нерознімного т – подібного з’єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння
Номер патенту: 51677
Опубліковано: 16.12.2002
Автори: Прокоф`єв Олексій Сергійович, Бондарев В`ячеслав Андрійович, Письменний Олексій Олександрович, Дубко Андрій Григорович, Макаревич Володимир Вікторович, Письменний Олександр Семенович
МПК: B23K 1/00
Мітки: трубчатих, вигляді, довжини, з'єднання, допомогою, трійників, спосіб, елементів, труб, подібного, паяння, зварювання-паяння, утворення, обмежено, нерознімного
Формула / Реферат:
Спосіб утворення нерознімного Т-подібного з'єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння, який полягає у тому, що у заздалегідь підготовлений отвір у трубі більшого діаметра вводять трубу меншого діаметра з заздалегідь обробленими торцями до зіткнення з раніше встановленим у середині труби більшого діаметра пристроєм-оснащенням, який відрізняється тим, що розташовують...
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту
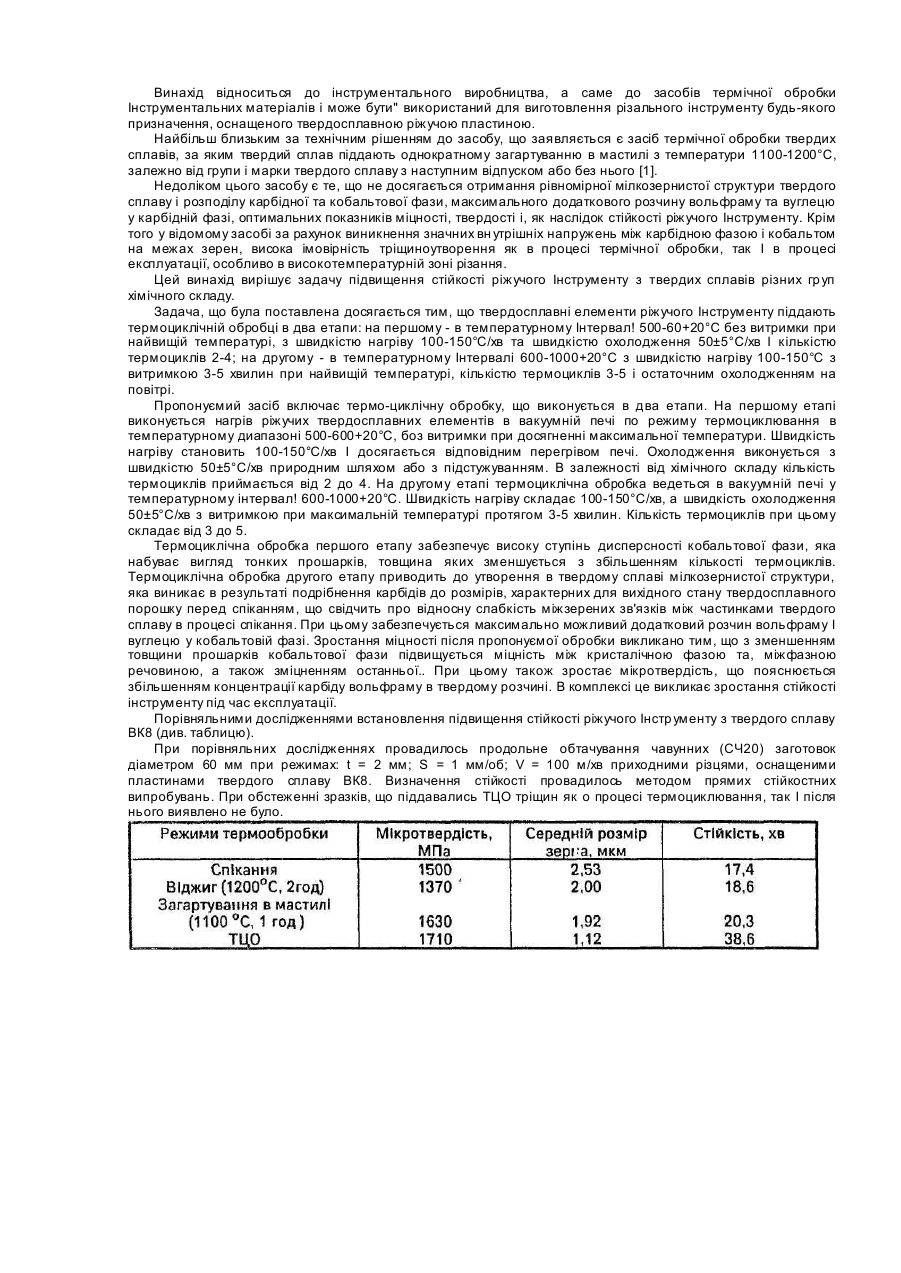
Номер патенту: 21065
Опубліковано: 04.11.1997
Автори: Коровайченко Валентина Володимирівна, Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: обробки, ріжучого, спосіб, термічної, твердосплавних, елементів, інструменту
Формула / Реферат:
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту, включаючий їх термічну обробку, який відрізняється тим, що твердосплавні елементи піддають термоциклічній обробці в два етапи: в температурному інтервалі 500-600+20°С, без витримки при максимальній температурі, з швидкістю нагріву 100— 150°С/хв та швидкістю охолодження 50± ±5°С/хв i кількістю термоциклів 2-4 i в температурному інтервалі 600-1000+20°С з швидкістю нагріву...
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій
Номер патенту: 51662
Опубліковано: 16.12.2002
Автори: Шинлов Михайло Євгенович, Дубко Андрій Григорович, Прокоф`єв Олексій Сергійович, Письменний Олександр Семенович, Письменний Олексій Олександрович
Мітки: деталей, конструкцій, паяння, припою, спосіб, металевих, зварювання-паяння, нанесення
Формула / Реферат:
Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій, здебільшого сталевих, який полягає у тому, що попередньо нагрівають індукційним або іншим нагріваючим устаткуванням місця паяння або зварювання-паяння на поверхнях деталей, що підлягають з'єднанню, а припій наносять у порошкоподібному стані шляхом контактування з розігрітими поверхнями, який відрізняється тим, що припій наносять у складі порошкоподібної...
Спосіб здобування рідкого чавуну або сталевого напівпродукту і пристрій для його здійснення
Номер патенту: 2261
Опубліковано: 26.12.1994
Автори: Леопольд Зайрлендер, Геро Папст, Міхаель Нагл, Клаус Лангер, Вернер Кепплінгер, Рольф Хаук
МПК: C21B 13/00
Мітки: здійснення, здобування, спосіб, пристрій, напівпродукту, рідкого, сталевого, чавуну
Формула / Реферат:
Способ получения жидкого чугуна или стального полупродукта из частицеобразного, содержащего железо материала, в частности из предварительно восстановленного губчатого железа, включающий получение восстановительного газа в плавильном газификаторе, подачу в него угля и вдувание кислородсодержащего газа для образования псевдоожиженного слоя из частиц кокса, отличающийся тем, что, с целью использования дешевого топлива при использовании угля с...
Попередній патент: Спосіб розігріву камери установки сухого гасіння коксу
Наступний патент: Інгредієнт стоматологічних матеріалів і спосіб його одержання
Випадковий патент: Процес діагностики і прогнозу клінічного перебігу патологічного процесу