Спосіб виготовлення запобіжних мембран
Номер патенту: 65731
Опубліковано: 15.04.2004
Автори: Полтавський Володимир Тимофійович, Голотайстров Олександр Володимирович, Кожушков Микола Потапович, Шелюк Іван Петрович
Формула / Реферат
Спосіб виготовлення запобіжних мембран, що включає випинання плоскої заготовки тиском текучого середовища з утворенням купола і сортування мембран по партіях, який відрізняється тим, що заготовки випинають до зафіксованої висоти купола мембрани тиском 0,8![]() 0,9 від тиску руйнування мембрани і реєструють значення тиску формоутворення кожної мембрани, за яким судять про тиск спрацьовування мембран, і сортують їх по партіях.
0,9 від тиску руйнування мембрани і реєструють значення тиску формоутворення кожної мембрани, за яким судять про тиск спрацьовування мембран, і сортують їх по партіях.
Текст
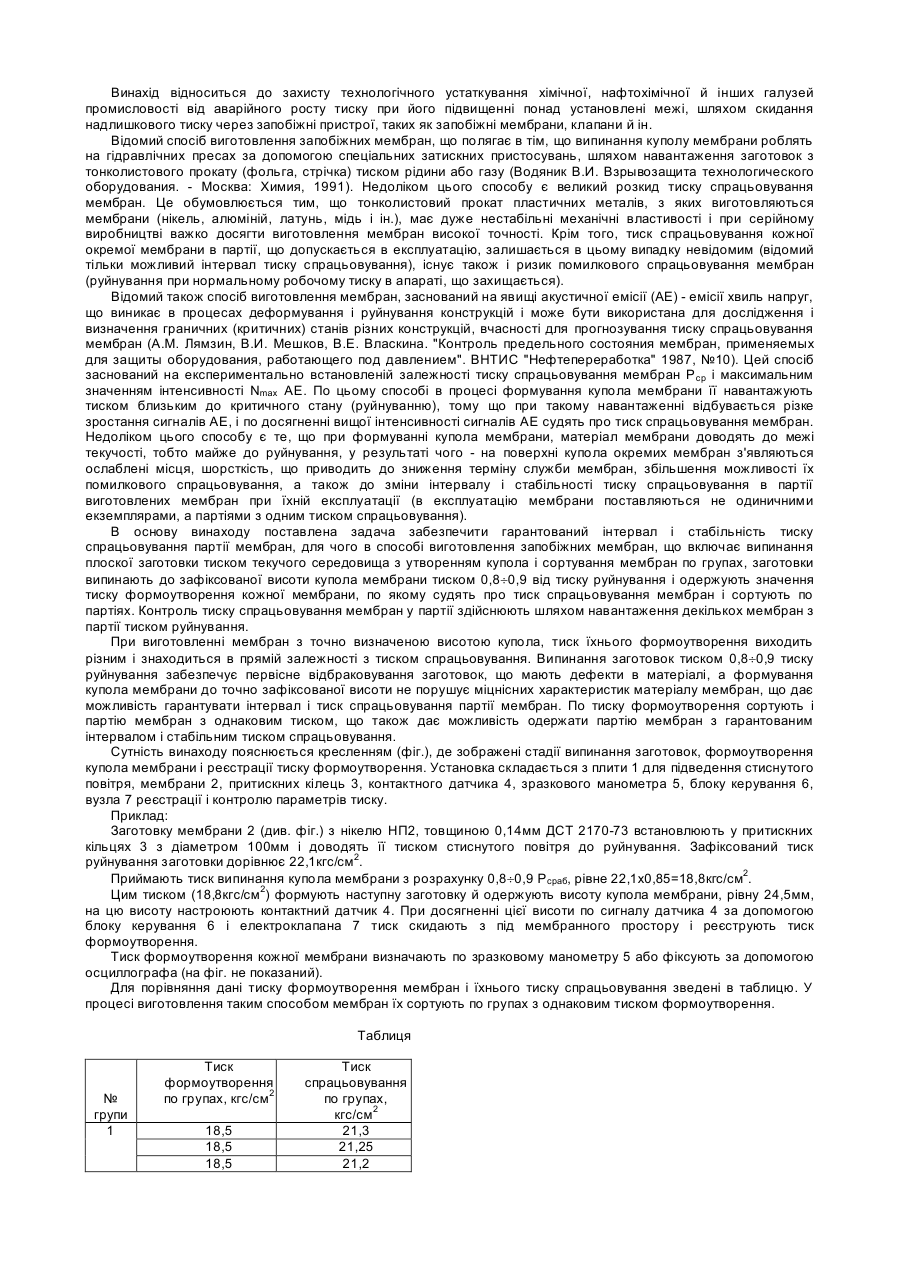
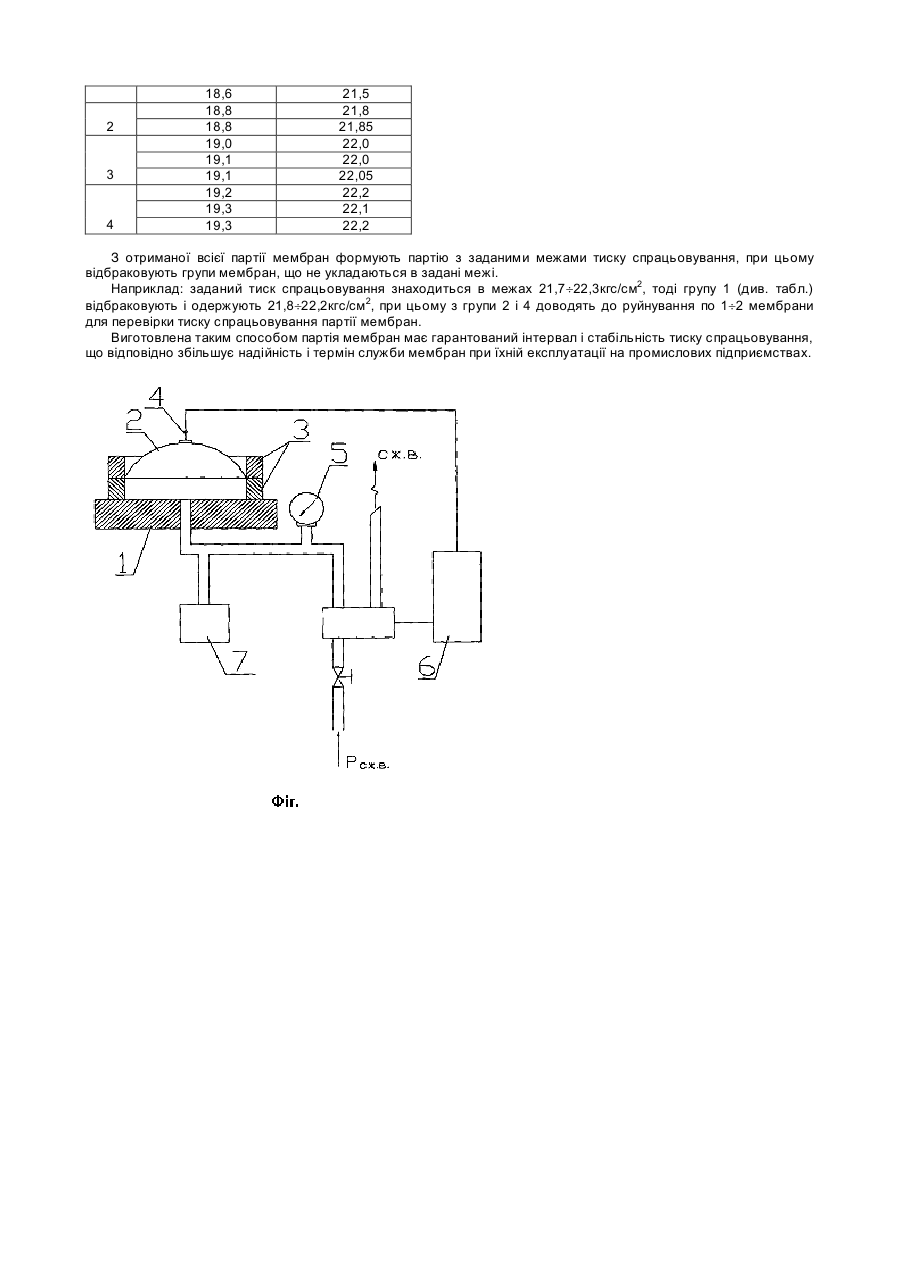
Винахід відноситься до захисту технологічного устаткування хімічної, нафтохімічної й інших галузей промисловості від аварійного росту тиску при його підвищенні понад установлені межі, шляхом скидання надлишкового тиску через запобіжні пристрої, таких як запобіжні мембрани, клапани й ін. Відомий спосіб виготовлення запобіжних мембран, що полягає в тім, що випинання куполу мембрани роблять на гідравлічних пресах за допомогою спеціальних затискних пристосувань, шляхом навантаження заготовок з тонколистового прокату (фольга, стрічка) тиском рідини або газу (Водяник В.И. Взрывозащита технологического оборудования. - Москва: Химия, 1991). Недоліком цього способу є великий розкид тиску спрацьовування мембран. Це обумовлюється тим, що тонколистовий прокат пластичних металів, з яких виготовляються мембрани (нікель, алюміній, латунь, мідь і ін.), має дуже нестабільні механічні властивості і при серійному виробництві важко досягти виготовлення мембран високої точності. Крім того, тиск спрацьовування кожної окремої мембрани в партії, що допускається в експлуатацію, залишається в цьому випадку невідомим (відомий тільки можливий інтервал тиску спрацьовування), існує також і ризик помилкового спрацьовування мембран (руйнування при нормальному робочому тиску в апараті, що захищається). Відомий також спосіб виготовлення мембран, заснований на явищі акустичної емісії (АЕ) - емісії хвиль напруг, що виникає в процесах деформування і руйнування конструкцій і може бути використана для дослідження і визначення граничних (критичних) станів різних конструкцій, вчасності для прогнозування тиску спрацьовування мембран (A.M. Лямзин, В.И. Мешков, B.E. Власкина. "Контроль предельного состояния мембран, применяемых для защиты оборудования, работающего под давлением". ВНТИС "Нефтепереработка" 1987, №10). Цей спосіб заснований на експериментально встановленій залежності тиску спрацьовування мембран Р ср і максимальним значенням інтенсивності Nmax АЕ. По цьому способі в процесі формування купола мембрани її навантажують тиском близьким до критичного стану (руйнуванню), тому що при такому навантаженні відбувається різке зростання сигналів АЕ, і по досягненні вищої інтенсивності сигналів АЕ судять про тиск спрацьовування мембран. Недоліком цього способу є те, що при формуванні купола мембрани, матеріал мембрани доводять до межі текучості, тобто майже до руйнування, у результаті чого - на поверхні купола окремих мембран з'являються ослаблені місця, шорсткість, що приводить до зниження терміну служби мембран, збільшення можливості їх помилкового спрацьовування, а також до зміни інтервалу і стабільності тиску спрацьовування в партії виготовлених мембран при їхній експлуатації (в експлуатацію мембрани поставляються не одиничними екземплярами, а партіями з одним тиском спрацьовування). В основу винаходу поставлена задача забезпечити гарантований інтервал і стабільність тиску спрацьовування партії мембран, для чого в способі виготовлення запобіжних мембран, що включає випинання плоскої заготовки тиском текучого середовища з утворенням купола і сортування мембран по групах, заготовки випинають до зафіксованої висоти купола мембрани тиском 0,8¸0,9 від тиску руйнування і одержують значення тиску формоутворення кожної мембрани, по якому судять про тиск спрацьовування мембран і сортують по партіях. Контроль тиску спрацьовування мембран у партії здійснюють шляхом навантаження декількох мембран з партії тиском руйнування. При виготовленні мембран з точно визначеною висотою купола, тиск їхнього формоутворення виходить різним і знаходиться в прямій залежності з тиском спрацьовування. Випинання заготовок тиском 0,8¸0,9 тиску руйнування забезпечує первісне відбраковування заготовок, що мають дефекти в матеріалі, а формування купола мембрани до точно зафіксованої висоти не порушує міцнісних характеристик матеріалу мембран, що дає можливість гарантувати інтервал і тиск спрацьовування партії мембран. По тиску формоутворення сортують і партію мембран з однаковим тиском, що також дає можливість одержати партію мембран з гарантованим інтервалом і стабільним тиском спрацьовування. Сутність винаходу пояснюється кресленням (фіг.), де зображені стадії випинання заготовок, формоутворення купола мембрани і реєстрації тиску формоутворення. Установка складається з плити 1 для підведення стиснутого повітря, мембрани 2, притискних кілець 3, контактного датчика 4, зразкового манометра 5, блоку керування 6, вузла 7 реєстрації і контролю параметрів тиску. Приклад: Заготовку мембрани 2 (див. фіг.) з нікелю НП2, товщиною 0,14мм ДСТ 2170-73 встановлюють у притискних кільцях 3 з діаметром 100мм і доводять її тиском стиснутого повітря до руйнування. Зафіксований тиск руйнування заготовки дорівнює 22,1кгс/см2. Приймають тиск випинання купола мембрани з розрахунку 0,8¸0,9 Рсраб, рівне 22,1х0,85=18,8кгс/см2. Цим тиском (18,8кгс/см2) формують наступну заготовку й одержують висоту купола мембрани, рівну 24,5мм, на цю висоту настроюють контактний датчик 4. При досягненні цієї висоти по сигналу датчика 4 за допомогою блоку керування 6 і електроклапана 7 тиск скидають з під мембранного простору і реєструють тиск формоутворення. Тиск формоутворення кожної мембрани визначають по зразковому манометру 5 або фіксують за допомогою осциллографа (на фіг. не показаний). Для порівняння дані тиску формоутворення мембран і їхнього тиску спрацьовування зведені в таблицю. У процесі виготовлення таким способом мембран їх сортують по групах з однаковим тиском формоутворення. Таблиця № групи 1 Тиск формоутворення по групах, кгс/см2 18,5 18,5 18,5 Тиск спрацьовування по групах, кгс/см2 21,3 21,25 21,2 2 3 4 18,6 18,8 18,8 19,0 19,1 19,1 19,2 19,3 19,3 21,5 21,8 21,85 22,0 22,0 22,05 22,2 22,1 22,2 З отриманої всієї партії мембран формують партію з заданими межами тиску спрацьовування, при цьому відбраковують групи мембран, що не укладаються в задані межі. Наприклад: заданий тиск спрацьовування знаходиться в межах 21,7¸22,3кгс/см2, тоді групу 1 (див. табл.) відбраковують і одержують 21,8¸22,2кгс/см2, при цьому з групи 2 і 4 доводять до руйнування по 1¸2 мембрани для перевірки тиску спрацьовування партії мембран. Виготовлена таким способом партія мембран має гарантований інтервал і стабільність тиску спрацьовування, що відповідно збільшує надійність і термін служби мембран при їхній експлуатації на промислових підприємствах.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of safety diaphragms
Автори англійськоюHolotaistrov Oleksandr Volodymyrovych, Kozhushkov Mykola Potapovych
Назва патенту російськоюСпособ изготовления предохранительных мембран
Автори російськоюГолотайстров Александр Владимирович, Кожушков Николай Потапович
МПК / Мітки
МПК: B21D 26/00
Мітки: запобіжних, мембран, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/2-65731-sposib-vigotovlennya-zapobizhnikh-membran.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення запобіжних мембран</a>
Спосіб отримання полімерних мембран
Номер патенту: 32852
Опубліковано: 15.02.2001
Автори: Романюк Ольга Іванівна, Туровський Анатолій Антонович, Куречко Надія Йосипівна
МПК: B01D 71/00
Мітки: спосіб, отримання, полімерних, мембран
Текст:
...Таким чином спрощується процес одержання і скорочується час виготовлення мембран . Спосіб отримання полімерних мембран здійснюють таким чином. Формують полімерний шар, шляхом якого композицію складу: олігоуретанакрилат (ОУА-2000 Т) - 75-100%, метакрилова кислота (МАК) - 0-25%, фотоініціатор ізоетиловий ефір бензоїну 0,2-0,5 % ( від маси композиції) наносять на підкладку, наприклад, нетканий поліпропілен, прикріплену до рівної скляної...
Спосіб отримання полімерних мембран методом радикальної фотоініційованої полімеризації
Номер патенту: 51238
Опубліковано: 15.11.2002
Автори: Романюк Ольга Іванівна, Куречко Надія Йосипівна, Туровський Анатолій Антонович
МПК: B01D 71/00
Мітки: методом, полімерізації, фотоініційованої, отримання, спосіб, полімерних, мембран, радикальної
Формула / Реферат:
Спосіб одержання полімерних мембран шляхом формування полімерного шару на підкладці при проведенні радикальної фотоініційованої полімеризації нанесеної на підкладку олігомер-мономерної композиції, який відрізняється тим, що для підвищення селективності мембран композиція додатково містить бутилакрилат, і встановлено оптимальний вміст компонентів в межах, в мас.%: олігоуретанакрилат 63-100 ...
Спосіб отримання композитних модифікованих мембран
Номер патенту: 49573
Опубліковано: 16.09.2002
Автори: Веліченко Ольга Петрівна, Заграй Ярослав Михайлович
МПК: C08J 9/00, C02F 1/44, C08J 5/20, B01D 69/00, C08J 9/24
Мітки: модифікованих, отримання, мембран, композитних, спосіб
Формула / Реферат:
Спосіб отримання композитних модифікованих мембран, який включає отримання мікропористої підкладки асиметричної структури та її модифікації за рахунок поверхнево-активної полімеризації та визначення технологічних параметрів процесу та створення багато-, а в граничному випадку, двошарових композитних модифікованих полімерних мембран з плазменим напиленням бар'єрного шару.
Спосіб одержання дифузійних мембран
Номер патенту: 42666
Опубліковано: 15.09.2003
Автори: Буртна Інесса Анатоліївна, Гачечиладзе Отарі Отарович, Шафаренко Микола Васильович, Гагулашвілі Арон Ісакович, РУЖИНСЬКА ЛЮДМИЛА ІВАНІВНА
МПК: B01D 67/00, B01D 71/00
Мітки: спосіб, одержання, мембран, дифузійних
Формула / Реферат:
Спосіб одержання дифузійних мембран, який включає підготовку сировини, формування, витримування в хімічних речовинах, промивання і просушування мембрани, який відрізняється тим, що мембрану піддають додатковому обробленню, що складається з послідовних етапів - нагрівання, витримування і охолодження, при цьому кратність оброблення встановлюють не меншою від трьох, температуру нагрівання - не більшою за 70°С, витримування послідовно виконують в...
Спосіб лазерного лікування субретинальних неоваскулярних мембран
Номер патенту: 56976
Опубліковано: 15.05.2003
Автори: Пасєчнікова Наталія Володимирівна, Король Андрій Ростиславович, Гаєвська Надія Сергієвна, Кацан Сергій Володимирович
МПК: A61F 9/007
Мітки: лазерного, мембран, спосіб, неоваскулярних, субретинальних, лікування
Формула / Реферат:
Спосіб лазерного лікування субретинальних неоваскулярних мембран, який включає коагуляцію живильної судини лазерним випромінюванням довжиною хвилі 532 нм, який відрізняється тим, що додатково виконують транспупілярну термотерапію субретинальних неоваскулярних мембран лазерним випромінюванням з довжиною хвилі 810 нм.
Попередній патент: Спосіб сушіння пастоподібних біологічно-активних матеріалів
Наступний патент: Комплексна харчова добавка профілактично-лікувальної дії
Випадковий патент: Прутковий барабан