Магнітодинамічний пристрій для дозування металевих розплавів
Номер патенту: 65884
Опубліковано: 15.04.2004
Автори: Погорський Віктор Костянтинович, Богдан Кім Степанович, Дубодєлов Віктор Іванович, Фікссен Владислав Миколайович
Формула / Реферат
Магнітодинамічний пристрій для дозування металевих розплавів, що містить нерухому основу, раму, встановлений на рамі тигель зі зливним жолобом, вогнетривкий блок з каналом, індуктор, електромагніт та вузол повороту рами навколо горизонтальної осі, розташованої біля зливного жолоба, який відрізняється тим, що вузол повороту виконано у вигляді принаймні двох пружин розтягнення, один кінець кожної з яких закріплено на нерухомій основі, а другий з'єднано з рамою за допомогою троса, пропущеного через блок, з боку, протилежного осі повороту, причому сумарну жорсткість ![]() пружин визначають згідно з формулою
пружин визначають згідно з формулою
![]() , кг/мм,
, кг/мм,
де ![]() - власна маса магнітодинамічного пристрою;
- власна маса магнітодинамічного пристрою;
![]() - максимальна маса розплаву в тиглі;
- максимальна маса розплаву в тиглі;
![]() - переміщення кінця рами при її повороті в діапазоні дозування.
- переміщення кінця рами при її повороті в діапазоні дозування.
Текст
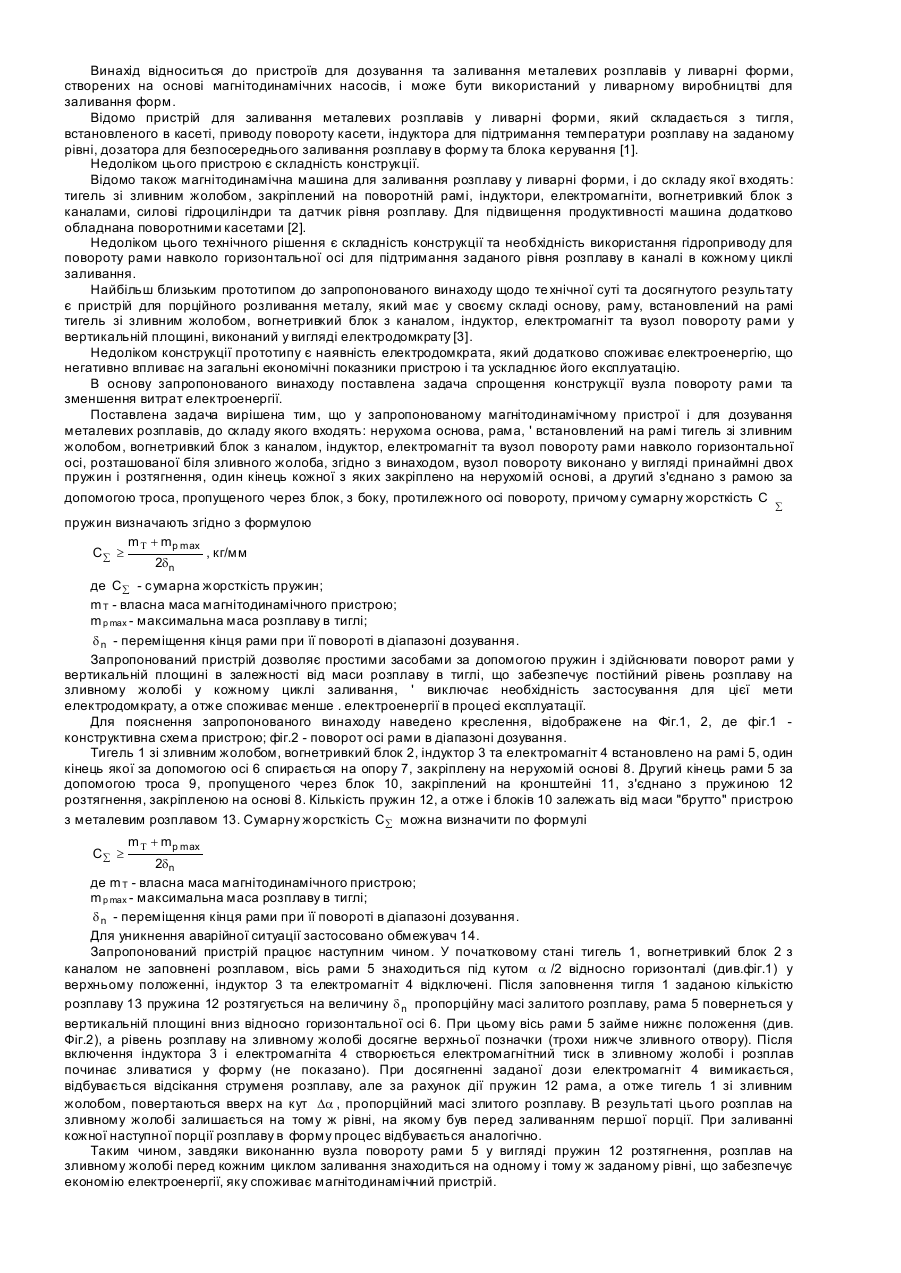
Винахід відноситься до пристроїв для дозування та заливання металевих розплавів у ливарні форми, створених на основі магнітодинамічних насосів, і може бути використаний у ливарному виробництві для заливання форм. Відомо пристрій для заливання металевих розплавів у ливарні форми, який складається з тигля, встановленого в касеті, приводу повороту касети, індуктора для підтримання температури розплаву на заданому рівні, дозатора для безпосереднього заливання розплаву в форму та блока керування [1]. Недоліком цього пристрою є складність конструкції. Відомо також магнітодинамічна машина для заливання розплаву у ливарні форми, і до складу якої входять: тигель зі зливним жолобом, закріплений на поворотній рамі, індуктори, електромагніти, вогнетривкий блок з каналами, силові гідроциліндри та датчик рівня розплаву. Для підвищення продуктивності машина додатково обладнана поворотними касетами [2]. Недоліком цього технічного рішення є складність конструкції та необхідність використання гідроприводу для повороту рами навколо горизонтальної осі для підтримання заданого рівня розплаву в каналі в кожному циклі заливання. Найбільш близьким прототипом до запропонованого винаходу щодо те хнічної суті та досягнутого результату є пристрій для порційного розливання металу, який має у своєму складі основу, раму, встановлений на рамі тигель зі зливним жолобом, вогнетривкий блок з каналом, індуктор, електромагніт та вузол повороту рами у вертикальній площині, виконаний у вигляді електродомкрату [3]. Недоліком конструкції прототипу є наявність електродомкрата, який додатково споживає електроенергію, що негативно впливає на загальні економічні показники пристрою і та ускладнює його експлуатацію. В основу запропонованого винаходу поставлена задача спрощення конструкції вузла повороту рами та зменшення витрат електроенергії. Поставлена задача вирішена тим, що у запропонованому магнітодинамічному пристрої і для дозування металевих розплавів, до складу якого входять: нерухома основа, рама, ' встановлений на рамі тигель зі зливним жолобом, вогнетривкий блок з каналом, індуктор, електромагніт та вузол повороту рами навколо горизонтальної осі, розташованої біля зливного жолоба, згідно з винаходом, вузол повороту виконано у вигляді принаймні двох пружин і розтягнення, один кінець кожної з яких закріплено на нерухомій основі, а другий з'єднано з рамою за допомогою троса, пропущеного через блок, з боку, протилежного осі повороту, причому сумарну жорсткість C å пружин визначають згідно з формулою m T + mp max Cå ³ , кг/мм 2dn де Cå - сумарна жорсткість пружин; m T - власна маса магнітодинамічного пристрою; m p max - максимальна маса розплаву в тиглі; d n - переміщення кінця рами при її повороті в діапазоні дозування. Запропонований пристрій дозволяє простими засобами за допомогою пружин і здійснювати поворот рами у вертикальній площині в залежності від маси розплаву в тиглі, що забезпечує постійний рівень розплаву на зливному жолобі у кожному циклі заливання, ' виключає необхідність застосування для цієї мети електродомкрату, а отже споживає менше . електроенергії в процесі експлуатації. Для пояснення запропонованого винаходу наведено креслення, відображене на Фіг.1, 2, де фіг.1 конструктивна схема пристрою; фіг.2 - поворот осі рами в діапазоні дозування. Тигель 1 зі зливним жолобом, вогнетривкий блок 2, індуктор 3 та електромагніт 4 встановлено на рамі 5, один кінець якої за допомогою осі 6 спирається на опору 7, закріплену на нерухомій основі 8. Другий кінець рами 5 за допомогою троса 9, пропущеного через блок 10, закріплений на кронштейні 11, з'єднано з пружиною 12 розтягнення, закріпленою на основі 8. Кількість пружин 12, а отже і блоків 10 залежать від маси "брутто" пристрою з металевим розплавом 13. Сумарну жорсткість Cå можна визначити по формулі Cå ³ m T + mp max 2dn де m T - власна маса магнітодинамічного пристрою; m p max - максимальна маса розплаву в тиглі; d n - переміщення кінця рами при її повороті в діапазоні дозування. Для уникнення аварійної ситуації застосовано обмежувач 14. Запропонований пристрій працює наступним чином. У початковому стані тигель 1, вогнетривкий блок 2 з каналом не заповнені розплавом, вісь рами 5 знаходиться під кутом a /2 відносно горизонталі (див.фіг.1) у верхньому положенні, індуктор 3 та електромагніт 4 відключені. Після заповнення тигля 1 заданою кількістю розплаву 13 пружина 12 розтягується на величину d n пропорційну масі залитого розплаву, рама 5 повернеться у вертикальній площині вниз відносно горизонтальноїосі 6. При цьому вісь рами 5 займе нижнє положення (див. Фіг.2), а рівень розплаву на зливному жолобі досягне верхньої позначки (трохи нижче зливного отвору). Після включення індуктора 3 і електромагніта 4 створюється електромагнітний тиск в зливному жолобі і розплав починає зливатися у форму (не показано). При досягненні заданої дози електромагніт 4 вимикається, відбувається відсікання струменя розплаву, але за рахунок дії пружин 12 рама, а отже тигель 1 зі зливним жолобом, повертаються вверх на кут Da , пропорційний масі злитого розплаву. В результаті цього розплав на зливному жолобі залишається на тому ж рівні, на якому був перед заливанням першої порції. При заливанні кожної наступної порції розплаву в форму процес відбувається аналогічно. Таким чином, завдяки виконанню вузла повороту рами 5 у вигляді пружин 12 розтягнення, розплав на зливному жолобі перед кожним циклом заливання знаходиться на одному і тому ж заданому рівні, що забезпечує економію електроенергії, яку споживає магнітодинамічний пристрій. Використання запропонованого пристрою дозволяє зменшити порівняно з аналогами і прототипом, вагу і габарити вузла повороту, спростити його конструкцію за рахунок використання пружин розтягнення замість електро- чи гідроприводу, а отже знизити споживання електроенергії, що позитивно впливає на собівартість ливарної продукції. Аналоги та прототип 1. Пат. 71.21114 Франція, МКИ B22d 35/00, 37/00; F27d 3/00, 11/00. Installation pour assurer Ie maintien d'une temperature constantе, І'inoculation et la coulée directe sur des lignes de moulage. - заявл. 10.06.1971.опубл.04.02.1972, "Listes" №5. 2. A.c. 954175 СССР МКИ B22D 37/00. Машина заливочная магнитодинамическая М.И.Смирнов, А.Ф.Прохода, Р.Л. Снежной и др. Бюл. №32, 1982. 3. А.с. 660342 СССР МКИ 2 B22D- 39/00. Устройство для порционной разливки металла/ В.П.Полищук, В.К.Погорський В.Ф.Злобин и др. - опубл. 23.06.86, Бюл. №23.
ДивитисяДодаткова інформація
Назва патенту англійськоюMagnetodynamic device for metering molten metal
Автори англійськоюDubodelov Viktor Ivanovych, Bohdan Kim Stepanovych, Pohorskyi Viktor Konstiantynovych, Fikssen Vladyslav Mykolaiovych
Назва патенту російськоюМагнитодинамическое устройство для дозирования расплавленного металла
Автори російськоюДубоделов Виктор Иванович, Богдан Ким Степанович, Погорский Виктор Константинович, Фикссен Владислав Николаевич
МПК / Мітки
МПК: G01G 19/08, G01G 13/00, B22D 39/00
Мітки: металевих, дозування, пристрій, розплавів, магнітодинамічний
Код посилання
<a href="https://ua.patents.su/2-65884-magnitodinamichnijj-pristrijj-dlya-dozuvannya-metalevikh-rozplaviv.html" target="_blank" rel="follow" title="База патентів України">Магнітодинамічний пристрій для дозування металевих розплавів</a>
Ваговий дозатор металевих розплавів
Номер патенту: 44030
Опубліковано: 15.01.2002
Автори: Богдан Кім Степанович, Погорський Віктор Констянтинович, Дубодєлов Віктор Іванович, Фатков Олександр Павлович, Санкін Анатолій Олексійович
МПК: G01F 11/00, G01G 13/00, G01G 19/08
Мітки: металевих, дозатор, розплавів, ваговий
Формула / Реферат:
Ваговий дозатор металевих розплавів, який складається з подавального пристрою, встановленого на пружно підвішеній платформі, нерівноплечового важеля, менше плече котрого шарнірно з'єднане з платформою у її центрі жорсткості, а більше плече через електромагнітний фіксатор та передавальний пружний елемент зв'язане з силовим входом силовимірювального датчика, закріпленого на основі та з'єднаного електрично через підсилювач сигналу з входом...
Пристрій для відцентрового лиття двошарових металевих заготовок
Номер патенту: 51274
Опубліковано: 15.11.2002
Автори: Санкін Анатолій Олексійович, Богдан Кім Степанович, Русаков Петро Володимирович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шинський Олег Йосипович
МПК: B22D 13/02, G01G 19/08, G01G 19/40, B22D 13/12, B22D 39/00
Мітки: заготовок, металевих, двошарових, пристрій, лиття, відцентрового
Формула / Реферат:
Пристрій для відцентрового лиття двошарових металевих заготовок, до складу якого входять: відцентрова машина з горизонтальною віссю обертання виливниці, встановлена на електромеханічних вагах, заливальний стенд з приводом і змінними ковшами, блок задавання маси доз розплавів, блок визначення похибок дозування, порівняльний елемент, перший пороговий елемент, блок управління приводом заливального стенда та вимірювач температури зовнішнього шару...
Пристрій для дозування продукту та подачі тари
Номер патенту: 1851
Опубліковано: 16.06.2003
Автор: Безродний Віктор Павлович
Мітки: пристрій, дозування, подачі, тари, продукту
Формула / Реферат:
Пристрій для дозування продукту та подачі тари, який складається з об'ємного дозатора двобічної дії і пневмоциліндра, що приводить у дію виконавчий механізм подачі тари, який відрізняється тим, що об'ємний дозатор виконаний у вигляді мірного циліндра двобічної дії з розділювальним поршнем і двобічним штоком, керування дозатором здійснюється за допомогою обмежувача об’єму дози, встановленого на одному з боків двобічного штока, керування двома...
Пристрій для дозування сипких кормів для тварин
Номер патенту: 62686
Опубліковано: 15.12.2003
Автори: Занічковська Любов Володимирівна, Лисий Володимир Аксентійович, Занічковська Мирослава Михайлівна
Мітки: сипких, кормів, тварин, пристрій, дозування
Формула / Реферат:
1. Пристрій для дозування сипких кормів для тварин, що містить спускну тpyбy i встановлену під випускним отвором труби плиту для приймання дозованого корму, який відрізняється тим, що він укомплектований додатково програмуючим жолобом, програмуючою стрічкою, зчитувальним прутком, регулюючими елементами програмуючої стрічки, кулькою з керуючим отвором, напрямним мішечком з верхнім і нижнім кільцями, причому в спускній трубі знаходиться кулька...
Пристрій для позапічної десульфурації залізовуглецевих розплавів
Номер патенту: 54497
Опубліковано: 17.03.2003
Автори: Фомішенко Ігор Михайлович, Кадацький Олександр Леонідович, Паршин Анатолій Іванович, Фєнь Анатолій Опанасович, Ревякін Олег Вікторович, Коптелов Валерій Леонідович, Пищіда Валерій Іванович, Мошненко Юрій Іванович, Кобець Віктор Міколайович
МПК: C21C 1/02, C21C 7/04, C21C 7/064, C21C 5/48
Мітки: залізовуглецевих, десульфурації, розплавів, пристрій, позапічної
Формула / Реферат:
1.Пристрій для позапічної десульфурації залізовуглецевих розплавів, який включає футерований вогнетривким матеріалом корпус з заливальною горловиною та випускним каналом у боковій стінці, фурму із соплом та привід повороту корпусу відносно горизонтальної осі, який відрізняється тим, що він має рухомий екран, встановлений на зрізі випускного каналу, фурму встановлено у випускному каналі так, що потік вдуваних реагентів спрямовано назустріч...
Попередній патент: Спосіб автоматичного керування роботою радіального згущувача
Наступний патент: Спосіб визначення міцності скла
Випадковий патент: Пристрій для створення водяної завіси в вентиляційних системах шахт і тунелів