Пристрій для відцентрового лиття двошарових металевих заготовок
Номер патенту: 51274
Опубліковано: 15.11.2002
Автори: Богдан Кім Степанович, Русаков Петро Володимирович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шинський Олег Йосипович, Санкін Анатолій Олексійович
Формула / Реферат
Пристрій для відцентрового лиття двошарових металевих заготовок, до складу якого входять: відцентрова машина з горизонтальною віссю обертання виливниці, встановлена на електромеханічних вагах, заливальний стенд з приводом і змінними ковшами, блок задавання маси доз розплавів, блок визначення похибок дозування, порівняльний елемент, перший пороговий елемент, блок управління приводом заливального стенда та вимірювач температури зовнішнього шару заготовки, який відрізняється тим, що в нього додатково введено мікропроцесорний блок обчислення ймовірних значень похибок дозування на основі результатів попередніх циклів і корегування заданих доз розплавів у кожному наступному циклі, блок задавання температури зовнішнього шару заготовки, оптимальної для даної пари сплавів, другий пороговий елемент та електронний перемикач, причому вхід мікропроцесорного блока через електронний перемикач з'єднано з виходом блока визначення похибок дозування, виходи мікропроцесорного блока через порівняльний елемент з'єднані з блоком задавання доз розплавів, вихід блока задавання температури зовнішнього шару заготовки через другий пороговий елемент, з'єднаний разом з виходом першого порогового елемента з входом блока управління, вихід якого підключений до приводу заливального стенда.
Текст
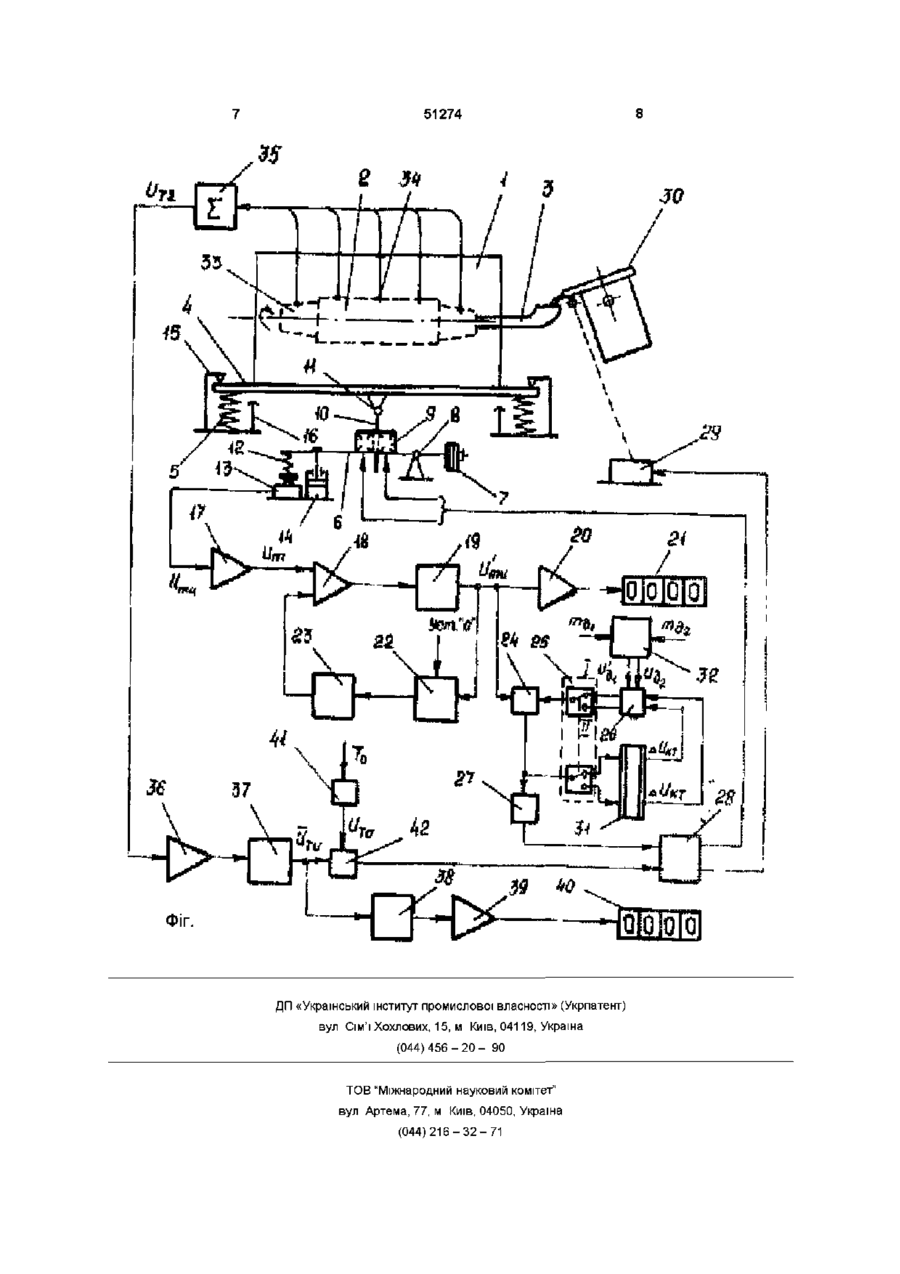
Пристрій для відцентрового лиття двошарових металевих заготовок, до складу якого входять відцентрова машина з горизонтальною віссю обертання виливниці, встановлена на електромеханічних вагах, заливальний стенд з приводом і змінними ковшами, блок задавання маси доз розплавів, блок визначення похибок дозування, порівняльний елемент, перший пороговий елемент, блок управління приводом заливального стенда та вимірювач температури зовнішнього шару заготовки, який відрізняється тим, що в нього додатково введено мікропроцесорний блок обчислення ймовірних значень похибок дозування на основі результатів попередніх циклів і корегування заданих доз розплавів у кожному наступному циклі, блок задавання температури зовнішнього шару заготовки, оптимальної для даної пари сплавів, другий пороговий елемент та електронний перемикач, причому вхід мікропроцесорного блока через електронний перемикач з'єднано з виходом блока визначення похибок дозування, виходи мікропроцесорного блока через порівняльний елемент з'єднані з блоком задавання доз розплавів, вихід блока задавання температури зовнішнього шару заготовки через другий пороговий елемент, з'єднаний разом з виходом першого порогового елемента з входом блока управління, вихід якого підключений до приводу заливального стенда Винахід відноситься до ливарного виробництва і може бути використаний для виготовлення відцентрове відлитих двошарових металевих заготовок Відомо пристрій для вагового дозування рідкого чавуну у відцентрові машини [1], до складу якого входить заливальний стенд із змінними ковшами, ваговий дозувальний ківш, відцентрова машина з виливницею, що обертається навколо горизонтальної осі, та блок управління Недоліком цього пристрою є низька точність дозування і наявність подвійного переливання розплаву, що призводить до відхилень одержаної заготовки по масі та геометричним розмірам Також відомо пристрій для автоматизації лиття труб [2], до складу якого входять відцентрова машина, ківш-дозатор і ваговимірювальний вузол, перетворювачі аналог-цифра, суматори, порівняльні блоки, регістри пам'яті, задатчик дози, вимірювач температури розплаву, блок визначення відхилень ваги готової труби Цей пристрій забезпечує корекцію заданої дози по масі готової труби та по температурі розплаву, а при виготовленні двошарових труб-корекцію дози другого розплаву з урахуванням похибки дозування першого розплаву У подальших циклах обчислюється середньоарифметична похибка дозування розплавів і в залежності від її величини і знаку корегуються задані дози розплавів Недоліками цього пристрою є те, що в ньому не враховуються випадкова складова похибок дозування розплавів та температура заготовки Найбільш близьким (прототипом) до запропонованого винаходу щодо технічної суті та досягнутого результату є пристрій для відцентрового лиття двошарових металевих заготовок [3], до складу якого входять відцентрова машина з горизонтальною віссю обертання виливниці, ваговий дозатор розплавів, вимірювач температури розплавів та блок управління Недоліком цього пристрою є відсутність корегування заданих доз при виникненні похибок дозування розплавів зовнішнього і внутрішнього шарів, що призводить до відхилень маси та геометричних розмірів заготовки Крім того, в цьому пристрої заливання другого розплаву починають через проміжок часу, встановлений експериментально для кожної пари сплавів Наприклад, при заливанні сталі на бронзу інтервал ю 51274 становить 20 - 30с Відхилення в той чи інший бік від заданого інтервалу призводить до погіршення якості з'єднання сплавів між собою, а отже до браку В основу запропонованого винаходу поставлена задача підвищення точності відцентрове відлитих двошарових металевих заготовок по масі та геометричним розмірам і якості з'єднання зовнішнього і внутрішнього шарів заготовки Поставлена задача вирішена тим, що у запропонованому пристрої для відцентрового лиття двошарових металевих заготовок, до складу якого входять відцентрова машина з горизонтальною віссю обертання виливниці, встановлена на електромеханічних вагах, заливальний стенд з приводом і змінними ковшами, блок задавання маси доз розплавів, блок визначення похибок дозування, порівняльний елемент, перший пороговий елемент, блок управління приводом заливального стенда та вимірювач температури зовнішнього шару заготовки, відрізняється тим, що в нього додатково введено мікропроцесорний блок обчислення імовірних значень похибок дозування на основі результатів попередніх циклів і корегування заданих доз розплавів у кожному наступному циклі, блок задавання температури зовнішнього шару заготовки, оптимальної для даної пари сплавів, другий пороговий елемент та електронний перемикач, причому вхід мікропроцесорного блока через електронний перемикач з'єднано з виходом блока визначення похибок дозування, виходи мікропроцесорного блока через порівняльний елемент з'єднані з блоком задавання доз розплавів, вихід блока задавання температури зовнішнього шару заготовки через другий пороговий елемент з'єднаний разом з виходом першого порогового елемента з входом блока управління, вихід якого підключений до привода заливального стенда Запропонований пристрій дозволяє виготовляти відцентрове ВІДЛИТІ двошарові металеві заготовки з підвищеною точністю по масі та геометричним розмірам за рахунок корегування заданих доз розплавів у кожному циклі з урахуванням імовірних значень похибок дозування, обчисленим по результатам попередніх циклів, а також знизити імовірність виникнення браку по неякісному з'єднанню зовнішнього і внутрішнього шарів заготовки завдяки визначенню моменту початку заливання другого розплаву по оптимальній для даної пари сплавів температурі зовнішнього шару заготовки Для пояснення запропонованого винаходу наведено креслення, відображене на ф і г , де зображено конструктивно-функціональну схему пристрою Відцентрова машина 1 з виливницею 2, що обертається, і заливальним жолобом 3 встановлена на вантажоприймальній платформі 4 електромеханічних ватів, до складу яких входять основні пружні елементи 5, нерівноплечовий вимірювальний важіль 6 другого роду з противагою 7, шарнірна опора 8 якого закріплена на нерухомій основі Важіль 6 з'єднаний за допомогою електромагнітного фіксатора 9, пластини 10 та кульового шарніра 11 з центром жорсткості платформи 4 Кінець важеля 6 через передавальну пружину 12 з'єднаний з силовим входом силовимі рювального тензорезисторного датчика 13 та заспокоювачем коливань 14, Переміщення платформи 4 у вертикальній площині обмежене верхніми 15 та нижніми 16 упорами Вихід датчика 13 з'єднаний через підсилювач сигналу 17, диференціальний підсилювач 18, аналого-цифровий перетворювач 19 та підсилювач-дешифратор 20 з цифровим індикатором 21 маси Крім того, вихід блока 19 через регістр пам'яті 22 і цифроаналоговий перетворювач 23 підключений до другого входу підсилювача 18 та безпосередньо до блока 24 визначення похибок дозування Другий вхід блока 24 з'єднаний через перемикач 25 з виходом порівняльного блока 26 Вихід блока 24 через перший пороговий елемент 27 підключений до входу блока управління 28 приводом 29 заливального стенда ЗО, а також через перемикач 25 до входу мікропроцесорного блока 3 1 , виходи якого разом з виходами блока 32 задавання маси дози з'єднані з входами порівняльного блока 26 До складу вимірювача 33 температури зовнішнього шару заготовки, що обертається, входять термоперетворювачі 34, суматор 35, підсилювач 36, блок 37 ділення, аналого-цифровий перетворювач, підсилювач-дешифратор 39 та цифровий індикатор 40 Вихід блока 37 разом з виходом блока 41 задавання оптимальної для даної пари сплавів температури зовнішнього шару заготовки підключені до входів другого порогового елемента 42, вихід якого з'єднаний з входом блока 28 управління Запропонований пристрій працює наступним чином У початковому стані виливниця 2 відцентрової машини 1 підігріта до температури 150 200°С, розливальний ківш ЗО з першим розплавом встановлено на заливальному стенді (на схемі не показаний), фіксатор 9 електромеханічних ватів вимкнений, перемикач 25 знаходиться у положенні І По команді з блока 28 фіксатор 9 вмикається і центр жорсткості платформи 4 через пластину 10, підвішену на шарнірі 1 1 , з'єднується з силовимірювальним важелем 6 Після цього по команді «Уст »0» ваговимірювальна схема обнулюеться (U'mu = 0) і на індикаторі 21 висвітлюються нулі Далі по команді з блоку 28 вмикаються привод обертання виливниці 2 (на схемі не показаний) і привод 29 заливального стенда з ковшем ЗО Розплав з ковша ЗО через жолоб 3 починає надходити у виливницю 2, що обертається При цьому зростає навантаження на платформу 4, основні пружні елементи 5 стискаються пропорційно ЗМІННІЙ масі розплаву у виливниці 2 Деформація пружних елементів 5 через важіль 6 і передавальний пружний елемент 12 перетворюється у силу, яка діє на силовий вхід силовимірювального датчика 13, вихідний сигнал U m u якого через підсилювач 17 сигналу, диференціальний підсилювач 18, аналогоцифровий перетворювач 19, підсилювачдешифратор 20 надходить на вхід цифрового індикатора 2 1 , де висвітлюється поточне значення маси розплаву у виливниці 2 Вихідний сигнал U' m u з блока 19 надходить на перший вхід блока 24 визначення похибок дозування, на другий вхід якого через перемикач 25 подано сигнал з порівняльного блока 26 Входи блока 26 з'єднані з виходами мікропроцесорного блока 31 і блока 32 задавання 51274 доз розплавів При досяганні маси розплаву у виливниці 0,9mgi з блоку 27 подається команда на блок 28 на зменшення розходу розплаву з ковша ЗО і здійснюється режим «доливки» В момент, коли U'mu = U'gi, спрацьовує перший пороговий елемент 27, з блоку 28 подається команда на реверс привода 29 і відбувається відсікання струменя першого розплаву з ковша ЗО Фактична доза першого розплаву ІГтф відрізняється від розрахункової U'mp І ДОРІВНЮЄ U'i-пф - U'mp ± Л и ' т ф Похибка ЛІГтф, яка має систематичну та випадкову складові, запам'ятовується в мікропроцесорному блоці 31 і враховується при заливанні другого розплаву, тобто Ug2 - U"mp ± Л и ' т ф , де и''тф - розрахункова маса дози другого розплаву Після заливання першого розплаву ківш ЗО знімають із заливального стенда, на його місце встановлюють ківш з другим розплавом, обнулюють ваговимірювальну схему і переводять перемикач 25 і положення II Заливання у виливницю 2 другого розплаву починається в момент часу, коли температура зовнішнього шару заготовки досягне значення, оптимального для даної пари сплавів, тобто UTU UTO Це дає змогу знизити ймовірність виникнення браку по неякісному з'єднанні зовнішнього і внутрішнього шарів заготовки завдяки підвищення надійності їх зварювання, що обумовлено саме оптимальною температурою зовнішнього шару на момент заливання внутрішнього При цьому спрацьовує другий пороговий елемент 42 і видає команду на блок 28, вмикається привод 29 і другий розплав починає надходити у виливницю 2, що обертається Дозування другого розплаву здійснюється таким же чином як і першого, але з урахуванням похибки дозування першого розплаву Отже фактична доза другого розплаву відповідає виразу и''гпф - U"mp ± Ли'тф ± Ди'тф, де ди' т ф - похибка дозування другого розплаву Похибка ди''тф також запам'ятовується у мікропроцесорному блоці 31 Таким чином, у першому циклі одержання двошарової відцентрово відлитої заготовки и маса і геометричні розміри будуть залежати тільки від похибки ди''тф дозування другого розплаву, У подальших циклах визначаються, запам'ятовуються і статистичне оброблюються похибки дозування обох розплавів по результатам попередніх циклів і в кожному наступному циклі корегуються задані дози першого і другого розплавів по обчисленим імовірним (прогнозованим) похибкам дозування Для цього в мікропроцесорний блок 31 «зашита» спеціальна програма статистичної обробки результатів вимірювань, що дає змогу суттєво підвищити точність дозування обох розплавів При використанні персонального комп'ютера вся система управління запропонованим пристроєм може бути реалізована програмно Отже запропонований пристрій для відцентрового лиття двошарових металевих заготовок на відміну від прототипу та інших аналогів дозволяє одержати новий технічний ефект, виражений у підвищенні точності заготовок по масі та геометричним розмірам за рахунок корегування заданих доз розплавів у кожному циклі з урахування імовірних значень похибок дозування, обчисленим по результатам попередніх циклів, знизиш імовірність виникнення браку по неякісному з'єднанню зовнішнього і внутрішнього шарів заготовки завдяки АНАЛОГИ ТА ПРОТОТИП 1 Весовое дозирование чугуна в центробежные машины ЛН-104/А П Усачев, И В Французов, Е С Сидаш и др/ /Литейное производство - 1972 №1 -с 22-23 2 А С 520178 СССР МКИ2 В22Д13/00, 39/00, Устройство для автоматизация литья труб /А Г Федоренко, В И Московка, А Д Пущаловский и др опубл 05 07 76 Бюл №25 3 Юдин С Б , Левин М М , Розенфельд С Е Цетробежное лигье - М Машиностроение, 1972 280с (с 239) 51274 О s o Фіг ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюAppliance for centrifugal casting two-layer metal ingots
Автори англійськоюBohdan Kim Stepanovych, Shynskyi Oleh Yosypovych, Rusakov Petro Volodymyrovych, Shynskyi Ihor Olehovych, Sankin Anatolii Oleksiiovych
Назва патенту російськоюУстройство центробежного литья двухслойных металлических заготовок
Автори російськоюБогдан Ким Степанович, Шинский Олег Иосифович, Русаков Петр Владимирович, Шинский Игорь Олегович, Санкин Анатолий Алексеевич
МПК / Мітки
МПК: B22D 39/00, G01G 19/40, G01G 19/08, B22D 13/02, B22D 13/12
Мітки: лиття, пристрій, відцентрового, металевих, заготовок, двошарових
Код посилання
<a href="https://ua.patents.su/4-51274-pristrijj-dlya-vidcentrovogo-littya-dvosharovikh-metalevikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для відцентрового лиття двошарових металевих заготовок</a>
Спосіб відцентрового лиття двошарових заготовок
Номер патенту: 51179
Опубліковано: 15.11.2002
Автори: Русаков Петро Володимирович, Богдан Кім Степанович, Санкін Анатолій Олексійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шинський Олег Йосипович
МПК: B22D 13/00
Мітки: відцентрового, двошарових, лиття, заготовок, спосіб
Формула / Реферат:
Спосіб відцентрового лиття двошарових заготовок шляхом послідовного заливання у виливницю, що обертається, заданих доз різних за хімічним складом металевих розплавів з необхідним інтервалом при неперервному контролюванні змінної маси і температури заготовки, який відрізняється тим, що після заливання першого розплаву визначають та запам'ятовують відхилення його фактичної дози від розрахункової, корегують задану дозу другого розплаву у...
Спосіб відцентрового лиття двошарових прокатних валків
Номер патенту: 40216
Опубліковано: 16.07.2001
Автори: Гольдштейн Леонід Борисович, Кондратенко Віктор Іванович, Балаклієць Ігор Альбінович, Будаг'янц Микола Абрамович, Дяченко Юрій Васильович
МПК: B22D 13/02
Мітки: валків, лиття, двошарових, відцентрового, спосіб, прокатних
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару через виливну систему, витримку для затвердіння робочого шару, заливання першої порції металу серцевини і подальше заливання, який відрізняється тим, що при заливанні металу робочого шару і першої порції серцевини рідкий метал при витіканні з виливної системи розділяють на частини і безупинно...
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуну
Номер патенту: 31164
Опубліковано: 17.12.2001
Автори: Гольдштейн Леонід Борисович, Будаг'янц Микола Абрамович, Жижкіна Наталія Олександрівна, Дяченко Юрій Васильович, Сирота Дмитро Олександрович, Кондратенко Віктор Іванович, Балаклієць Ігор Альбінович
МПК: B22D 13/02
Мітки: спосіб, високолегованого, валків, прокатних, шаром, двошарових, лиття, відцентрового, робочим, чавуну
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуни, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару, витримку для затвердіння робочого шару, заливання першої порції металу серцевини, витримку для затвердіння перехідної зони і заливання залишку металу серцевини, який відрізняється тим, що заливання металу робочого шару ведуть із витратою 1,1-1,3 обсягу...
Спосіб відцентрового лиття порожистих трубних заготовок
Номер патенту: 17356
Опубліковано: 15.04.1997
Автори: Сапогова Алла Євгенівна, Большаков Володимир Іванович, Данилова Олена Валентинівна, Кругленко Володимир Андрійович, Гутников Семен Піменович, Крихта Валерій Петрович
МПК: B22D 13/04
Мітки: лиття, порожистих, трубних, спосіб, відцентрового, заготовок
Формула / Реферат:
Способ центробежного литья полых трубных заготовок, включающий нанесение футеровочного покрытия на рабочую поверхность изложницы, заливку жидкого металла во вращающуюся изложницу, отличающийся тем. что изложницу вращают с частотой, обеспечивающей постоянную величину гравитационного коэффициента, равной 40 - 79 единиц.
Пристрій для одержання заготовок стабільної маси на машинах безперервного лиття заготовок
Номер патенту: 17491
Опубліковано: 06.05.1997
Автор: Зайцев Вадим Сергійович
МПК: B22D 11/126
Мітки: стабільної, лиття, заготовок, безперервного, одержання, пристрій, машинах, маси
Формула / Реферат:
Устройство для получения заготовок стабильной массы на машинах непрерывного литья заготовок, содержащее блоки измерителей отклонения площади поперечного сечения, температуры, длины и веса, выходы которых подключены ко входам вычислительной машины, выход которой подключен ко входу схемы управления машиной огневой резки заготовок, отличающееся тем, что в состав устройства введен дополнительный блок статистического учета отклонения площади...
Попередній патент: Спосіб лікування сіро-голубою глиною
Наступний патент: Калібратор
Випадковий патент: Відцентровий подрібнювач коренеклубнеплодів