Спосіб шліфування циліндричних і торцевих поверхонь
Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович



Формула / Реферат
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині, паралельній оброблюваній по дузі окружності, яка перехрещує торцем деталі зовнішній діаметр і посадочний отвір торця круга.
2. Спосіб шліфування циліндричних і торцевих поверхонь за п. 1, який відрізняється тим, що поперечну подачу врізання і компенсацію зносу периферії круга здійснюють в площині, де знаходяться осі обертання круга і деталі, а компенсацію зносу торця круга здійснюють вздовж осі його обертання.
3. Спосіб шліфування циліндричних і торцевих поверхонь за п. 1 або 2, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють кільцевою ділянкою круга, на керамічній в'язці, а торців деталі - торцем кільцевої ділянки, прилеглої до посадочного отвору з характеристикою для торцевого шліфування.
4. Спосіб шліфування циліндричних і торцевих поверхонь за будь-яким з пп. 1-3, який відрізняється тим, що шліфування циліндричних і торцевих поверхонь здійснюють ділянками круга на керамічній в'язці.
5. Спосіб шліфування циліндричних і торцевих поверхонь за будь-яким з пп. 1-4, який відрізняється тим, що ділянка круга, прилегла до посадочного отвору, має калібруючий плоский торець, діаметр якого повинен бути більшим за суму діаметра посадочного отвору круга і двох діаметрів оброблюваної деталі.
6. Спосіб шліфування циліндричних і торцевих поверхонь за будь-яким з пп. 1-5, який відрізняється тим, що торець круга правлять в осьовому перерізі по твірній, складеній з прямої, перпендикулярної до його осі обертання, спряженої з опуклою кривою, яка на перехрещенні з зовнішнім діаметром круга розташована на відстані від його плоскої калібрувальної ділянки, яка дорівнює припуску, що знімається з оброблюваної деталі, торець якої переміщують у площині калібрувального торця круга.
Текст
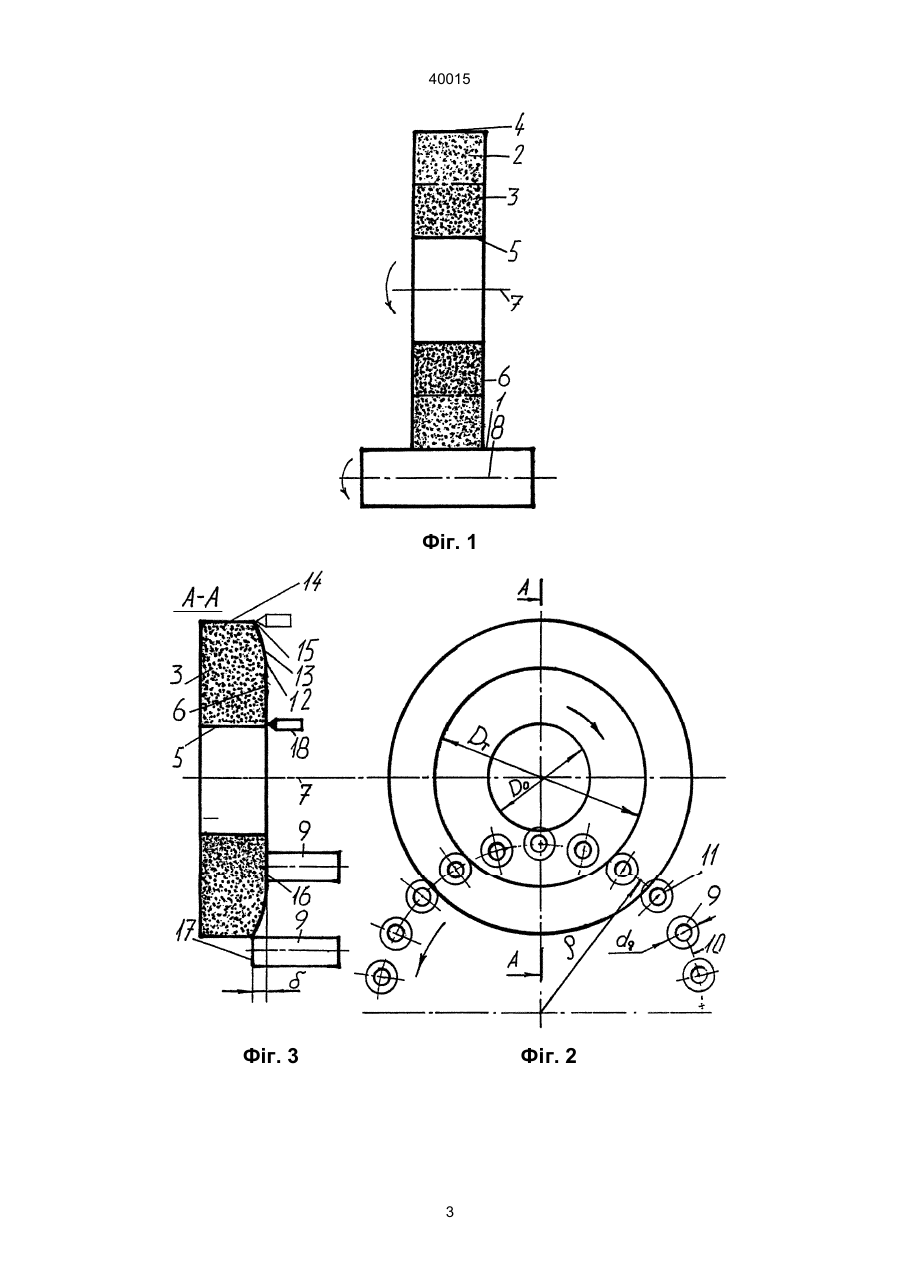
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно з яким шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її оберту і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині, паралельній оброблюваній по дузі окружності, яка перехрещує торцем деталі наружний діаметр і посадочний отвір торця круга. 2. Спосіб шліфування циліндричних і торцевих поверхонь по п. 1, який відрізняється тим, що поперечну подачу врізання і компенсацію зносу периферії круга здійснюють в площині, де знаходяться осі оберту круга і деталі, а компенсацію зносу торця круга здійснюють вздовж осі його оберту. A (54) СПОСІБ ШЛІФУВАННЯ ЦИЛІНДРИЧНИХ І ТОРЦЕВИХ ПОВЕРХОНЬ 40015 Поставлена мета досягається тим, що шліфування циліндричних поверхонь здійснюють периферією обертаючогося круга, а після зносу кільцевої ділянки, прилягаючої до його зовнішнього діаметру, торцем залишившийосі кільцевої ділянки, яка прилягає до посадочного отвору, шліфують торці групи циліндричних деталей. Їх переміщують відносно круга в площині, паралельній обробляємій, по дузі окружності, яка перетинає торцем деталі наружний діаметр і посадочний отвір торця круга. А також тим, що поперечну подачу врізання і компенсацію зносу периферії круга здійснюють у площині, де знаходяться осі оберту круга і деталі, а компенсацію зносу торця круга виконують вздовж осі його оберту. Ще тим, що для шліфування з оптимальними режимами обробку циліндричних поверхонь здійснюють наружною кільцевою ділянкою круга на керамічній в'язці, а торці деталей - торцем внутрішньої кільцевої ділянки круга з характеристикою для торцевого шліфування. Коли теплонапруже-ність процесу шліфування торців припускає обро-бку ділянкою круга на керамічній в'язці, то, з метою спрощення технології виготовлення інструмента, шліфування циліндричних і торцевих поверхонь здійснюють кругом на керамічній в'язці. Крім того, тим, що для підвищення продуктивності і точності глибинного шліфування торців, ділянка круга, прилягаюча до посадочного отвору, має калібруючий плоский торець, діаметр якого повинен бути більшим за суму діаметра посадочного отвору круга і двох діаметрів обробляємої деталі. Ще тим, що для зменшення глибини різання по мірі наближення до калібруючого торця, маючому в осьовому перерізі прямолінійну твірну на плоскій ділянці, спряжену з опуклою кривою, наприклад параболою, котра на перехрещенні з зовнішнім діаметром круга, розташована від його плоского калібруючого торця, на відстані припуску, знімаємого з обробляємої деталі. Це виключає появу дефектного поверхносного шару на торці деталі, навіть якщо увесь припуск знімається за один прохід. На фіг. 1 показана схема шліфування циліндричних поверхонь периферією круга; на фіг. 2 схема шліфування торців деталей торцем кільцевої ділянки круга, прилягаючої до посадочного отвору; на фіг. 3 - розріз А-А на фіг. 2. Шліфування циліндричної поверхні 1 (фіг. 1) здійснюють абразивним кругом прямого профілю, складеним з суміжних кільцевих ділянок 2 і 3, при лягаючих, відповідно, до наружного діаметра 4 і посадочного отвору 5 (діаметром Dо). Ділянки круга 2 і 3 можуть мати рівну або різноманітну твердість і абразивну здатність. 6 - робочий торець внутрішньої кільцевої ділянки круга, 7 і 8 осі оберту круга і циліндричної деталі. Шліфування торців циліндричних деталей 9 (фіг. 2, діаметром dq) здійснюють торцем 6 кільцевої ділянки 3 круга, прилягаючої до посадочного отвору. 10 - окружність (радіусу ρ), по якій переміщуються осі 11 деталей 9. Плоский калібруючий торець 6 (фіг. 3, діаметром Dт) в точці 12 осьового перерізу круга спрягається з ділянкою опуклої кривої, наприклад, параболи 13, яка на перетині з зовнішнім діаметром 14 кільцевої ділянки 3 круга в точці 15 стоїть на відстані від плоского торця 6, яка дорівнює припуску (δ), знімаємому з торця 16 обробляємої деталі 9. 17 - торець заготовки перед обробкою. 18 - алмазний олівець для правки торця кільцевої ділянки 3 круга. Для шліфування циліндричної поверхні 1 (фіг. 1) деталі абразивний круг обертають навколо осі 7 і підводять до дотику його зовнішнього діаметра 4 з поверхнею 1 деталі, обертаємою навколо осі 8 і переміщуваною вздовж її. Поперечну подачу врізання і компенсацію зносу круга здійснюють в площині, в якій знаходяться осі оберту круга 7 і деталі 8. Після зносу кільцевої ділянки 2, прилягаючої до наружного діаметра 4, торець кільцевої ділянки 3, прилягаючий до наружного діаметра 4, правлять алмазним олівцем 18. Його переміщують в осьовій площині круга по прямій, перпендикулярній його осі 7 обертання, до діаметра плоскої калібруючої ділянки круга (Dт=Dо+2dq). Після точки спряження 12 алмазний олівець переміщують вздовж опуклої параболи 13 до точки 15 її перетину з зовнішнім діаметром круга. Потім осі 11 деталей 9 переміщують з круговою подачею по окружності 10 (радіусом ρ) в зону обробки заправленою кільцевою ділянкою 3 обертаючогося круга. При цьому торці 16 обробляємих деталей 9 переміщують в площині калібровочної ділянки 6 круга. Компенсація зносу торця здійснюється подачею круга вздовж осі 7 його обертання. Впровадження способу послідовного шліфування циліндричних і торцевих поверхонь одним кругом на Чернігівському заводі "Агрореммаш" підвищило ефективність використовування об'єму кругів прямого профілю, що знизило витрати на придбання кругів для кругло- і торцешліфувальних верстатів на величину вартості, кругів для торцевого шліфування. 2 40015 Фіг. 1 Фіг. 3 Фіг. 2 3 40015 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Автори англійськоюKalchenko Vitalii Ivanovych, Kalchenko Volodymyr Vitaliiovych
Автори російськоюКальченко Виталий Иванович, Кальченко Владимир Витальевич
МПК / Мітки
Мітки: спосіб, шліфування, торцевих, поверхонь, циліндричних
Код посилання
<a href="https://ua.patents.su/4-40015-sposib-shlifuvannya-cilindrichnikh-i-torcevikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування циліндричних і торцевих поверхонь</a>
Спосіб фінішного віброоброблювання циліндричних поверхонь
Номер патенту: 35693
Опубліковано: 16.04.2001
Автори: Повідайло Олександр Леонідович, Повідайло Володимир Олександрович
МПК: B23B 35/00
Мітки: циліндричних, фінішного, поверхонь, віброоброблювання, спосіб
Формула / Реферат:
1. Спосіб фінішного віброоброблювання циліндричних поверхонь шляхом видалення тонких шарів матеріала, який відрізняється тим, що деталь, введену в контакт з інструментом та розташовану вертикально, піддають дії горизонтальних кругових коливань.2. Спосіб за п. 1, який відрізняється тим, що оброблювання проводять циліндричним інструментом (шевером) з однозахідною прямокутною різьбою, на бокових поверхнях якої утворено похилі...
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь
Номер патенту: 14650
Опубліковано: 20.01.1997
Автори: Стасишин Петро Іванович, Єфремов Михайло Васильович, Сенцюк Богдан Володимирович, Поліщук Микола Олександрович
МПК: B23K 9/04
Мітки: пристрій, циліндричних, наплавки, конічних, внутрішніх, поверхонь, автоматичної
Формула / Реферат:
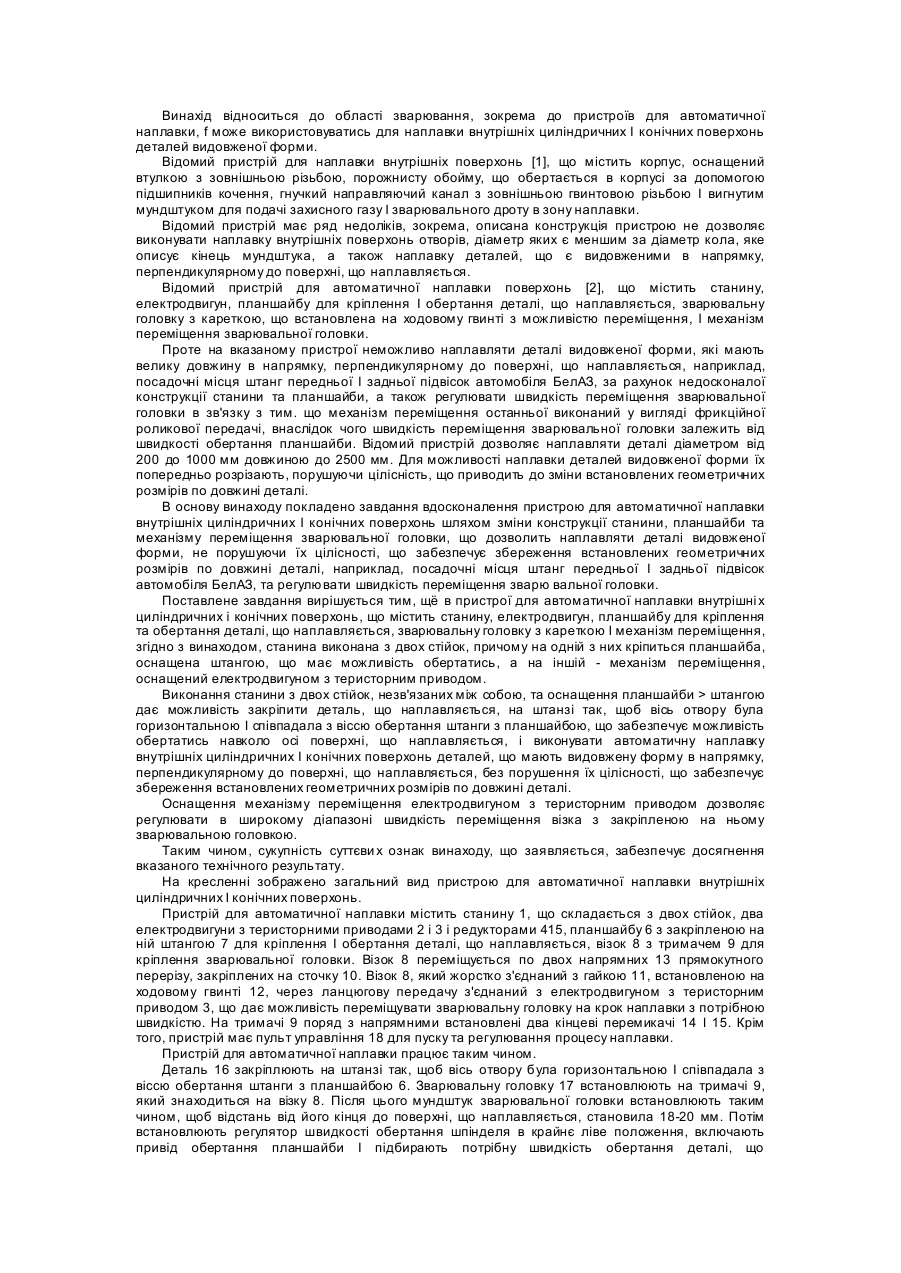
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь, який містить станину, електродвигун, планшайбу для кріплення та обертання деталі, що наплавляється, зварювальну головку з кареткою і механізм переміщення, який відрізняється тим, що станина виконана з двох стінок, причому на одній з них кріпиться планшайба, оснащена штангою, що має можливість обертатись, а на іншій - механізм переміщення, оснащений...
Спосіб обробки мікроточінням особливо чистих торцевих поверхонь

Номер патенту: 16385
Опубліковано: 29.08.1997
Автор: Добровольський Геннадій Георгійович
МПК: B23B 5/00
Мітки: мікроточінням, особливої, чистих, торцевих, обробки, поверхонь, спосіб
Формула / Реферат:
Способ обработки микроточением особо чистых торцовых поверхностей, при котором обрабатываемой детали сообщают вращение, а режущему инструменту - движение подачи и согласованное с ним поступательное перемещение на глубину резания, отличающийся тем, что, с целью повышения точности обработки за счет резания оптимальной для заданной величины подачи, предварительно производят обработку аналогичной заготовки, в процессе которой определяют...
Спосіб шліфування складних поверхонь і пристрій для його здійснення
Номер патенту: 7840
Опубліковано: 26.12.1995
Автори: Сурда Микола Васильович, Горбачов Олександр Федорович, Тарелін Анатолій Олексійович, Криженко Володимир Петрович
МПК: B24B 51/00
Мітки: здійснення, поверхонь, складних, спосіб, пристрій, шліфування
Формула / Реферат:
1. Способ шлифования сложных поверхностей, при котором исполнительному органу станка с инструментом задают перемещение по программе эквидистантно профилю готовой детали, а инструменту сообщают дополнительное перемещение относительно исполнительного органа станка, обеспечивая при этом упругое поджатие инструмента к детали в плоскости подачи его на врезание, а при достижении заданного профиля дополнительное перемещение ограничивают,...
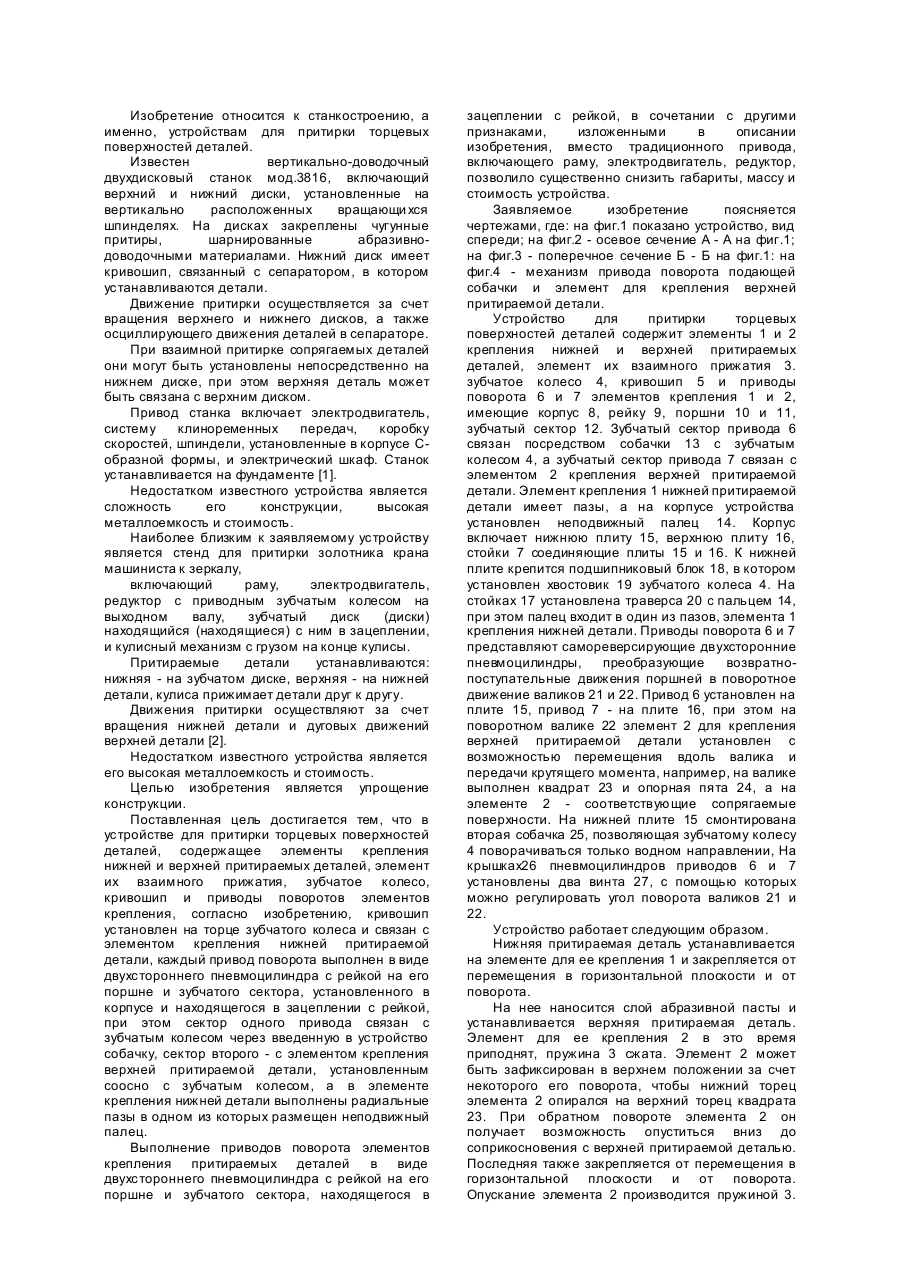
Пристрій для притирання торцевих поверхонь деталей
Номер патенту: 18461
Опубліковано: 25.12.1997
Автори: Карпов Володимир Олександрович, Фесенко Валентин Миколайович, Андрєєв Іван Прокопович, Ажажа Володимир Іванович
МПК: B24B 37/04
Мітки: притирання, торцевих, пристрій, поверхонь, деталей
Формула / Реферат:
Устройство для притирки торцевых поверхностей деталей, содержащее элементы крепления нижней и верхней притираемых деталей, зубчатое колесо, кривошип и приводы поворота элементов крепления, отличающееся тем, что кривошип установлен на торце зубчатого колеса и связан с элементом крепления нижней притираемой детали, каждый привод поворота выполнен в виде двухстороннего пневмоцилиндра с рейкой на его поршне и зубчатого сектора, установленного в...
Попередній патент: Спосіб виробництва зірваних зерен круп’яних культур та формування продукту з них
Наступний патент: Спосіб шліфування торців циліндричних деталей
Випадковий патент: Вібраційне сито