Спосіб термообробки високовуглецевих марганцевистих аустенітових сталей
Формула / Реферат
1. Спосіб термообробки високовуглецевих марганцевистих аустенітових сталей, що включає відпал і подальше загартування, який відрізняється тим, що відпал проводять при температурах мінімальної стійкості аустеніту стосовно утворення феритокарбідної суміші протягом часу, за який забезпечується одержання її у кількості не менше 60%, а загартування проводять диференційовано з нагріванням в інтервалі температур, забезпечуючих збереження карбідів при абразивному зношуванні чи їх розчинення - при ударно-абразивному.
2. Спосіб за п. 1, який відрізняється тим, що при абразивному впливі тривалість відпалу складає до 15 год., а нагрів під загартування проводять при температурі 850-900°С.
3. Спосіб за п. 1, який відрізняється тим, що при ударно-абразивному впливі тривалість відпалу складає до 10 год., а нагрів під загартування проводять при температурі 1050-1100°С.
Текст
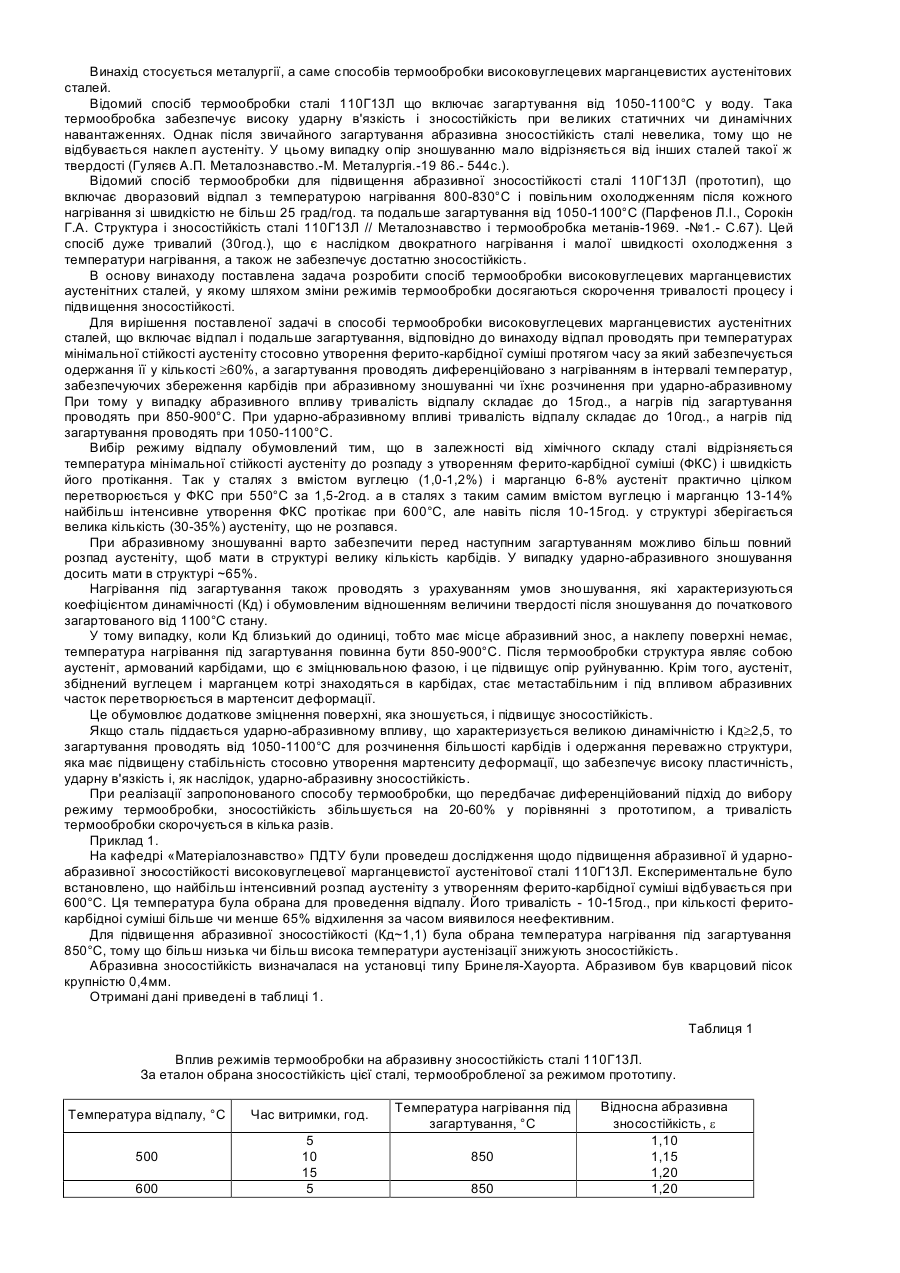
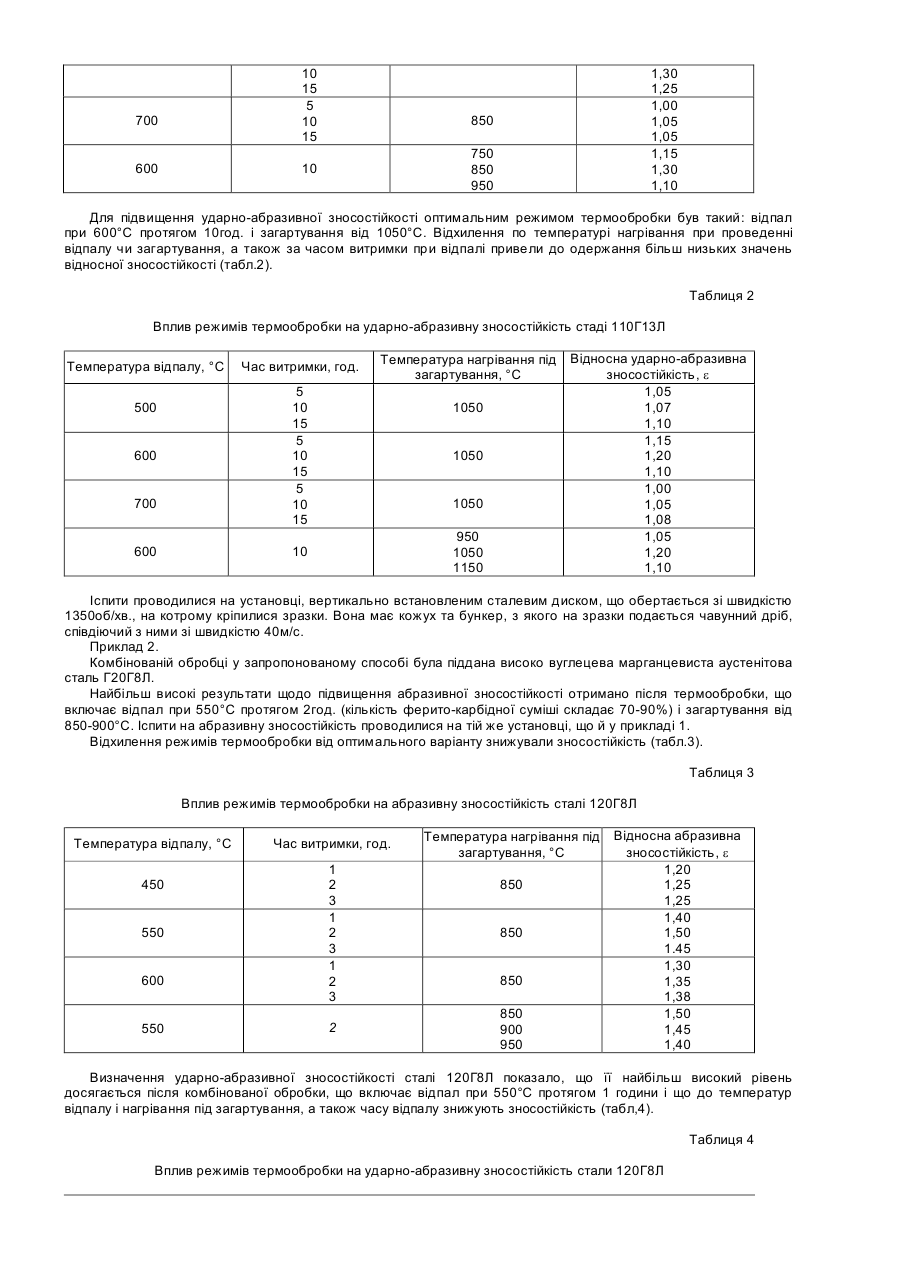
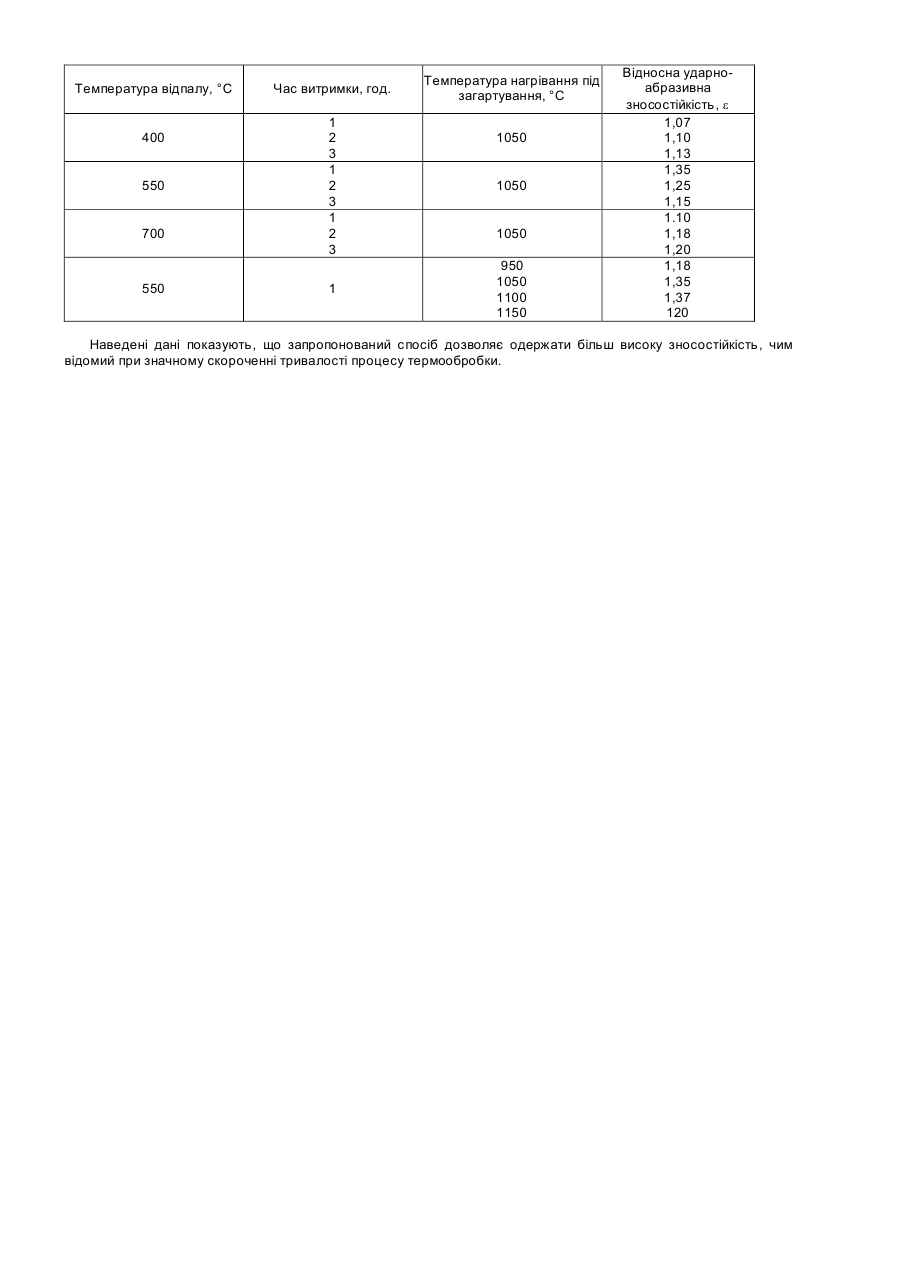
Винахід стосується металургії, а саме способів термообробки високовуглецевих марганцевистих аустенітових сталей. Відомий спосіб термообробки сталі 110Г13Л що включає загартування від 1050-1100°С у воду. Така термообробка забезпечує високу ударну в'язкість і зносостійкість при великих статичних чи динамічних навантаженнях. Однак після звичайного загартування абразивна зносостійкість сталі невелика, тому що не відбувається наклеп аустеніту. У цьому випадку опір зношуванню мало відрізняється від інших сталей такої ж твердості (Гуляєв А.П. Металознавство.-М. Металургія.-19 86.- 544с.). Відомий спосіб термообробки для підвищення абразивної зносостійкості сталі 110Г13Л (прототип), що включає дворазовий відпал з температурою нагрівання 800-830°С і повільним охолодженням після кожного нагрівання зі швидкістю не більш 25 град/год. та подальше загартування від 1050-1100°С (Парфенов Л.І., Сорокін Г.А. Структура і зносостійкість сталі 110Г13Л // Металознавство і термообробка метанів-1969. -№1.- С.67). Цей спосіб дуже тривалий (30год.), що є наслідком двократного нагрівання і малої швидкості охолодження з температури нагрівання, а також не забезпечує достатню зносостійкість. В основу винаходу поставлена задача розробити спосіб термообробки високовуглецевих марганцевистих аустенітних сталей, у якому шляхом зміни режимів термообробки досягаються скорочення тривалості процесу і підвищення зносостійкості. Для вирішення поставленої задачі в способі термообробки високовуглецевих марганцевистих аустенітних сталей, що включає відпал і подальше загартування, відповідно до винаходу відпал проводять при температурах мінімальної стійкості аустеніту стосовно утворення ферито-карбідної суміші протягом часу за який забезпечується одержання її у кількості ³60%, а загартування проводять диференційовано з нагріванням в інтервалі температур, забезпечуючих збереження карбідів при абразивному зношуванні чи їхнє розчинення при ударно-абразивному При тому у випадку абразивного впливу тривалість відпалу складає до 15год., а нагрів під загартування проводять при 850-900°С. При ударно-абразивному впливі тривалість відпалу складає до 10год., а нагрів під загартування проводять при 1050-1100°С. Вибір режиму відпалу обумовлений тим, що в залежності від хімічного складу сталі відрізняється температура мінімальної стійкості аустеніту до розпаду з утворенням ферито-карбідної суміші (ФКС) і швидкість його протікання. Так у сталях з вмістом вуглецю (1,0-1,2%) і марганцю 6-8% аустеніт практично цілком перетворюється у ФКС при 550°С за 1,5-2год. а в сталях з таким самим вмістом вуглецю і марганцю 13-14% найбільш інтенсивне утворення ФКС протікає при 600°С, але навіть після 10-15год. у структурі зберігається велика кількість (30-35%) аустеніту, що не розпався. При абразивному зношуванні варто забезпечити перед наступним загартуванням можливо більш повний розпад аустеніту, щоб мати в структурі велику кількість карбідів. У випадку ударно-абразивного зношування досить мати в структурі ~65%. Нагрівання під загартування також проводять з урахуванням умов зношування, які характеризуються коефіцієнтом динамічності (Кд) і обумовленим відношенням величини твердості після зношування до початкового загартованого від 1100°С стану. У тому випадку, коли Кд близький до одиниці, тобто має місце абразивний знос, а наклепу поверхні немає, температура нагрівання під загартування повинна бути 850-900°С. Після термообробки структура являє собою аустеніт, армований карбідами, що є зміцнювальною фазою, і це підвищує опір руйнуванню. Крім того, аустеніт, збіднений вуглецем і марганцем котрі знаходяться в карбідах, стає метастабільним і під впливом абразивних часток перетворюється в мартенсит деформації. Це обумовлює додаткове зміцнення поверхні, яка зношується, і підвищує зносостійкість. Якщо сталь піддається ударно-абразивному впливу, що характеризується великою динамічністю і Кд³2,5, то загартування проводять від 1050-1100°С для розчинення більшості карбідів і одержання переважно структури, яка має підвищену стабільність стосовно утворення мартенситу деформації, що забезпечує високу пластичність, ударну в'язкість і, як наслідок, ударно-абразивну зносостійкість. При реалізації запропонованого способу термообробки, що передбачає диференційований підхід до вибору режиму термообробки, зносостійкість збільшується на 20-60% у порівнянні з прототипом, а тривалість термообробки скорочується в кілька разів. Приклад 1. На кафедрі «Матеріалознавство» ПДТУ були проведеш дослідження щодо підвищення абразивної й ударноабразивної зносостійкості високовуглецевої марганцевистої аустенітової сталі 110Г13Л. Експериментальне було встановлено, що найбільш інтенсивний розпад аустеніту з утворенням ферито-карбідної суміші відбувається при 600°С. Ця температура була обрана для проведення відпалу. Його тривалість - 10-15год., при кількості феритокарбідноі суміші більше чи менше 65% відхилення за часом виявилося неефективним. Для підвищення абразивної зносостійкості (Кд~1,1) була обрана температура нагрівання під загартування 850°С, тому що більш низька чи більш висока температури аустенізації знижують зносостійкість. Абразивна зносостійкість визначалася на установці типу Бринеля-Хауорта. Абразивом був кварцовий пісок крупністю 0,4мм. Отримані дані приведені в таблиці 1. Таблиця 1 Вплив режимів термообробки на абразивну зносостійкість сталі 110Г13Л. За еталон обрана зносостійкість цієї сталі, термообробленої за режимом прототипу. Температура відпалу, °С 500 600 Час витримки, год. 5 10 15 5 Температура нагрівання під загартування, °С 850 850 Відносна абразивна зносостійкість, e 1,10 1,15 1,20 1,20 10 15 5 10 15 700 600 850 750 850 950 10 1,30 1,25 1,00 1,05 1,05 1,15 1,30 1,10 Для підвищення ударно-абразивної зносостійкості оптимальним режимом термообробки був такий: відпал при 600°С протягом 10год. і загартування від 1050°С. Відхилення по температурі нагрівання при проведенні відпалу чи загартування, а також за часом витримки при відпалі привели до одержання більш низьких значень відносної зносостійкості (табл.2). Таблиця 2 Вплив режимів термообробки на ударно-абразивну зносостійкість стаді 110Г13Л Температура відпалу, °С Час витримки, год. 5 10 15 5 10 15 5 10 15 500 600 700 600 10 Температура нагрівання під Відносна ударно-абразивна загартування, °С зносостійкість, e 1,05 1050 1,07 1,10 1,15 1050 1,20 1,10 1,00 1050 1,05 1,08 950 1,05 1050 1,20 1150 1,10 Іспити проводилися на установці, вертикально встановленим сталевим диском, що обертається зі швидкістю 1350об/хв., на котрому кріпилися зразки. Вона має кожух та бункер, з якого на зразки подається чавунний дріб, співдіючий з ними зі швидкістю 40м/с. Приклад 2. Комбінованій обробці у запропонованому способі була піддана високо вуглецева марганцевиста аустенітова сталь Г20Г8Л. Найбільш високі результати щодо підвищення абразивної зносостійкості отримано після термообробки, що включає відпал при 550°С протягом 2год. (кількість ферито-карбідної суміші складає 70-90%) і загартування від 850-900°С. Іспити на абразивну зносостійкість проводилися на тій же установці, що й у прикладі 1. Відхилення режимів термообробки від оптимального варіанту знижували зносостійкість (табл.3). Таблиця 3 Вплив режимів термообробки на абразивну зносостійкість сталі 120Г8Л Температура відпалу, °С 450 550 600 550 Час витримки, год. 1 2 3 1 2 3 1 2 3 2 Температура нагрівання під Відносна абразивна загартування, °С зносостійкість, e 1,20 850 1,25 1,25 1,40 850 1,50 1.45 1,30 850 1,35 1,38 850 1,50 900 1,45 950 1,40 Визначення ударно-абразивної зносостійкості сталі 120Г8Л показало, що її найбільш високий рівень досягається після комбінованої обробки, що включає відпал при 550°С протягом 1 години і що до температур відпалу і нагрівання під загартування, а також часу відпалу знижують зносостійкість (табл,4). Таблиця 4 Вплив режимів термообробки на ударно-абразивну зносостійкість стали 120Г8Л Температура відпалу, °С 400 550 700 550 Час витримки, год. 1 2 3 1 2 3 1 2 3 1 Температура нагрівання під загартування, °С 1050 1050 1050 950 1050 1100 1150 Відносна ударноабразивна зносостійкість, e 1,07 1,10 1,13 1,35 1,25 1,15 1.10 1,18 1,20 1,18 1,35 1,37 120 Наведені дані показують, що запропонований спосіб дозволяє одержати більш високу зносостійкість, чим відомий при значному скороченні тривалості процесу термообробки.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the thermal treatment of high carbon, manganese austenite steels
Автори англійськоюMalinov Leonid Solomonovych
Назва патенту російськоюСпособ термообработки высокоуглеродистых марганцевистых аустенитных сталей
Автори російськоюМалинов Леонид Соломонович
МПК / Мітки
МПК: C21D 1/00
Мітки: сталей, термообробки, спосіб, аустенітових, високовуглецевих, марганцевистих
Код посилання
<a href="https://ua.patents.su/3-65978-sposib-termoobrobki-visokovuglecevikh-margancevistikh-austenitovikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки високовуглецевих марганцевистих аустенітових сталей</a>
Спосіб термообробки сталі
Номер патенту: 51138
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/18
Мітки: термообробки, сталі, спосіб
Формула / Реферат:
1. Спосіб термообробки сталі, що включає швидкісне нагрівання сталі до температури аустенітної зони, короткочасне витримування, охолодження для одержання мартенситу або нижнього бейніту, який відрізняється тим, що перед швидкісним нагріванням додатково проводять нормалізацію або гартування, нагрівання і витримування у субкритичному (СК) або/та міжкритичному (МК) інтервалах температур.2. Спосіб по п.1, який відрізняється тим, що...
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей
Номер патенту: 51137
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/06
Мітки: вуглецевих, термообробки, сталей, низьколегованих, спосіб, інструментальних
Формула / Реферат:
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей, який включає об'ємне гартування в поєднанні з низьким відпуском і наступне поверхневе гартування з використанням джерела концентрованої енергії, який відрізняється тим, що об'ємне гартування проводять з нагрівом на 130-180°С вище температури Ас1, а низький відпуск здійснюють протягом 2-3 год.
Спосіб виготовлення виробів з високовуглецевих сталей
Номер патенту: 13083
Опубліковано: 28.02.1997
Автор: Вакуленко Ігор Олексійович
МПК: C21D 8/00
Мітки: виробів, спосіб, виготовлення, високовуглецевих, сталей
Формула / Реферат:
(57) 1. Способ изготовления изделий из высокоуглеродистых сталей, включающий закалку на твердый раствор, предварительную деформацию при температуре на 150-200°С ниже температуры закалки и окончательную деформацию, отличающийся тем, что окончательную деформацию ведут при Ас1-/1О-25°/С.2. Способ по п.1, отличающийся тем, что предварительную деформацию проводят при скорости 10-3...10-4с-1.
Спосіб дугового зварювання мартенситних високовуглецевих сталей
Номер патенту: 25644
Опубліковано: 30.10.1998
Автори: Сергієнко Юрій Вікторовіч, Носовський Борис Іванович, Чигарьов Валерій Васильович
МПК: B23K 9/00
Мітки: зварювання, дугового, сталей, спосіб, мартенситних, високовуглецевих
Формула / Реферат:
Способ дуговой сварки мартенситных высокоуглеродистых сталей плавящимся электродом, отличающийся тем, что перед сваркой подогревают металл до 230 - 270°C с последующим местным локальным подогревом выше линии мартенситных превращений на 20 - 50°C в течение 90 - 100 секунд с опережением движения сварочной ванны.
Спосіб термообробки виробів, переважно із нержавіючих сталей
Номер патенту: 4337
Опубліковано: 27.12.1994
Автори: Малінов Леонід Соломонович, Чейлях Олександр Петрович
Мітки: виробів, переважно, спосіб, нержавіючих, сталей, термообробки
Формула / Реферат:
1. Способ термической обработки изделий, преимущественно из нержавеющих сталей, включающий улучшение, скоростной нагрев, охлаждение, отличающийся тем, что скоростной нагрев ведут до Аc3+(370-450)°С, а затем проводят низкотемпературный отпуск.2. Способ по п.1, отличающийся тем, что осуществляют объемный скоростной нагрев детали.
Попередній патент: Спосіб експлуатування розширеної догори виливниці
Наступний патент: Спосіб виробництва сталевих молольних куль
Випадковий патент: Апарат для дослідження метаногенного процесу біомаси в лабораторних умовах