Спосіб відновлення поверхні довгомірних порожнистих штоків гідравлічних циліндрів
Номер патенту: 66048
Опубліковано: 26.12.2011
Автори: Романюк Григорій Семенович, Аветісян Віктор Казарович, Доценко Микола Григорович, Чалий Ігор Вільович, Іванов Володимир Іванович, Сиром'ятников Петро Степанович

Формула / Реферат
1. Спосіб відновлення поверхні довгомірних порожнистих штоків гідравлічних циліндрів, що включає механічну обробку зношеної поверхні шляхом шліфовки і подальше хромування поверхні деталей до відновлення номінального розміру зовнішньої поверхні, який відрізняється тим, що перед механічною обробкою шток піддають обробці холодом.
2. Спосіб за п. 1, який відрізняється тим, що обробку холодом проводять шляхом охолоджування рідким азотом води, якою заповнюють внутрішню порожнину штока через заздалегідь просвердлений отвір в його хвостовику.
3. Спосіб за п. 2, який відрізняється тим, що внутрішню порожнину штока після заповнення водою герметизують.
Текст
1. Спосіб відновлення поверхні довгомірних порожнистих штоків гідравлічних циліндрів, що 3 ліндрів, в якому шляхом використання певних технологічних прийомів забезпечують зниження трудомісткості механічної обробки і ліквідацію наплавлювальних робіт, а також значне зниження витрат на відновлення поверхні. Поставлена задача вирішується тим, що відомий спосіб відновлення поверхні довгомірних порожнистих штоків гідравлічних циліндрів включає механічну обробку зношеної поверхні шляхом шліфовки і подальше хромування поверхні деталей до відновлення номінального розміру зовнішньої поверхні і, згідно з корисною моделлю, перед механічною обробкою шток піддають обробці холодом. Переважно, коли обробку холодом проводять шляхом охолоджування рідким азотом води, якою заповнюють внутрішню порожнину штока через заздалегідь просвердлений отвір в його хвостовику. Крім того, внутрішню порожнину штока після заповнення водою герметизують. Завдяки тому, що перед механічною обробкою шток піддають обробці холодом, яку здійснюють шляхом охолоджування рідким азотом води, що знаходиться у внутрішній порожнині штока, відбувається його охолоджування і досягається збільшення зовнішнього розміру штока, що обумовлено лінійним розширення льоду унаслідок кристалізації води. Одержані геометричні розміри поверхні штока дозволяють здійснювати доведення зовнішньої поверхні штока до відновлення номінального розміру тільки шляхом шліфування з подальшим хромуванням. Внаслідок цього відпадає необхідність в проведенні багатоетапної механічної обробки з використанням токарної обробки, а також проведення процесу наплавлення з використанням присадних матеріалів, що значно знижує трудомісткість процесу в цілому і значно знижує витрати на відновлення поверхні. Корисна модель здійснюється таким чином. У хвостовику штока гідравлічного циліндра просвердлюють отвір, через який в порожнину штока подають воду. Отвір штока герметизують, встановивши заглушку у вигляді болта з прокладкою, після чого шток поміщають в герметичну місткість. В місткість через отвір кришки подають рід Комп’ютерна верстка А. Рябко 66048 4 кий азот. В процесі охолоджування штока відбувається кристалізація води і за рахунок лінійного розширення льоду збільшується зовнішній розмір штока. Після чого шток витримують при кімнатній температурі, потім зливають воду з внутрішньої порожнини, а зовнішню поверхню штока шліфують і хромують до номінального розміру. Приклад Запропонованим способом проводилося відновлення зовнішньої поверхні штока екскаваторного силового циліндра, виготовленого із сталі 35 із зовнішнім діаметром 55 мм і діаметром внутрішньої порожнини штока 31 мм. У хвостовику штока просвердлюють отвір і нарізують різьблення М 10×1 на глибину 25 мм. Через цей отвір порожнину штока заповнюють водою до повного заповнення внутрішньої порожнини штока і отвору. Після чого отвір хвостовика герметизують болтом з прокладкою. Зібраний таким чином шток встановлюють в місткість, в якій його центрують шляхом встановлення в центруючу шайбу. Місткість закривають герметично кришкою і через отвір в кришці заливають рідкий азот. Шток в рідкому азоті витримують 10 хв., після чого спеціальним захоплювачем шток витягують з місткості і витримують при кімнатній температурі. Після того як лід в штоці розтане, через отвір в хвостовику зливають воду. У результаті обробки холодом зовнішній діаметр штока збільшується на 1,02-1,14 мм (в середньому на 1,1 мм на діаметр), потім його піддають механічній обробці шляхом шліфовки зовнішньої поверхні штока до номінального розміру, а потім проводять хромування. Таким чином, застосування пропонованого способу відновлення поверхні довгомірних порожнистих штоків гідравлічних циліндрів забезпечує зниження трудомісткості, зменшення витрати присадних матеріалів і значне зниження витрат на їх відновлення. Джерела інформації: 1. Довідкова книга за технологією ремонту машин в сільському господарстві. Під ред. Селиванова А.И. - М.: Колос, 1975, С. 363. 2. Клименко А.П. та ін. Холод в машинобудуванні. М.: Машинобудування, 1977, С. 156-166. 3. Ермолов Л.С., Полисський А.Я. Ремонтнослюсарна справа. - Київ: Урожай, 1969, С. 204. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of reconstruction of surface of long hollow rods of hydraulic cylinders
Автори англійськоюAvetisian Viktor Kazarovych, Dotsenko Mykola Hryhorovych, Ivanov Volodymyr Ivanovych, Romaniuk Hryhorii Semenovych, Syromiatnikov Petro Stepanovych, Chalyi Ihor Viliovych
Назва патенту російськоюСпособ восстановления поверхности длинномерных полых штоков гидравлических цилиндров
Автори російськоюАветисян Виктор Казарович, Доценко Николай Григорьевич, Иванов Владимир Иванович, Романюк Григорий Семенович, Сыромятников Петр Степанович, Чалый Игорь Вильевич
МПК / Мітки
МПК: B23P 6/02
Мітки: відновлення, порожнистих, довгомірних, поверхні, спосіб, гідравлічних, штоків, циліндрів
Код посилання
<a href="https://ua.patents.su/2-66048-sposib-vidnovlennya-poverkhni-dovgomirnikh-porozhnistikh-shtokiv-gidravlichnikh-cilindriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення поверхні довгомірних порожнистих штоків гідравлічних циліндрів</a>
Спосіб відновлення працездатності гільз циліндрів двигунів внутрішнього згорання
Номер патенту: 20919
Опубліковано: 15.02.2007
Автори: Карабиньош Сергій Степанович, Новицький Андрій Валентинович, Сиволапов Олександр Володимирович, Ружило Зіновій Володимирович
МПК: B23P 6/00
Мітки: гільз, відновлення, згорання, працездатності, спосіб, циліндрів, двигунів, внутрішнього
Формула / Реферат:
Спосіб відновлення працездатності гільз циліндрів двигунів внутрішнього згорання, що включає наплавлення внутрішньої і зовнішньої поверхні деталі, який відрізняється тим, що зовнішню поверхню деталі на ділянці буртів наплавляють по кільцю, а на інших ділянках деталі - по гвинтовій лінії з перекриттям валиків 40-45% в газополуменевому захисті електродним дротом суцільного перерізу.
Спосіб розвантаження робочих циліндрів гідравлічних пресів від тиску
Номер патенту: 20181
Опубліковано: 15.01.2007
Автори: Шинкаренко Олег Михайлович, Корчак Олена Сергіївна
МПК: B21J 9/00
Мітки: пресів, циліндрів, тиску, гідравлічних, спосіб, розвантаження, робочих
Формула / Реферат:
Спосіб розвантаження робочих циліндрів гідравлічних пресів від тиску, що включає дроселювання робочої рідини зливним клапаном, який відрізняється тим, що здійснюють відкриття наповнювально-зливного клапана одразу ж після робочого ходу преса, тобто при високому тиску в робочих циліндрах, а конструктивна характеристика наповнювально-зливного клапана має мінімальне значення 1,0, коефіцієнт якості гідросистеми - не нижче 0,7, час відкриття...
Спосіб відновлення порожнистих циліндричних деталей
Номер патенту: 58856
Опубліковано: 26.04.2011
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: B23P 6/02
Мітки: циліндричних, деталей, відновлення, порожнистих, спосіб
Формула / Реферат:
Спосіб відновлення порожнистих циліндричних деталей, що включає направлену термопластичну деформацію в процесі нагріву і охолодження деталі, який відрізняється тим, що матеріалом деталі є антифрикційна бронза Бр010, при цьому перший цикл обробки включає нагрів деталі, виготовленої у вигляді втулки, до температури 500 °С з подальшим охолодженням на повітрі, а наступні нагріви втулки виконують при температурах 600 °С з охолодженням у воді...
Пристрій для термообробки довгомірних порожнистих циліндричних виробів
Номер патенту: 34155
Опубліковано: 15.05.2003
Автори: Ляшенко Віктор Михайлович, Галенко Василь Петрович, Рябець Микола Пантелеймонович, Шамонін Олександр Миколайович, Пирогов Олександр Дмитрович
МПК: C21D 1/62
Мітки: термообробки, довгомірних, циліндричних, виробів, пристрій, порожнистих
Формула / Реферат:
Пристрій для термообробки довгомірних порожнистих циліндричних виробів, що має вертикальну ванну з переливом і частково занурену в неї вертикальну підвіску, до якої підключені трубопровід охолоджуючої рідини, бак для зливання гарячої рідини і трубопровід стиснутого повітря, при цьому в верхній частині пристрою є основа, на якій встановлений конус, спряжений з несучим конусом захвата виробу, який відрізняється тим, що підвіска включає механізм...
Спосіб відцентрового формування порожнистих довгомірних тіл обертання
Номер патенту: 69828
Опубліковано: 15.09.2004
Автори: Богуславський Вадим Євгенович, Шаленко Олег Олегович
МПК: B28B 21/02
Мітки: обертання, порожнистих, спосіб, формування, тіл, довгомірних, відцентрового
Формула / Реферат:
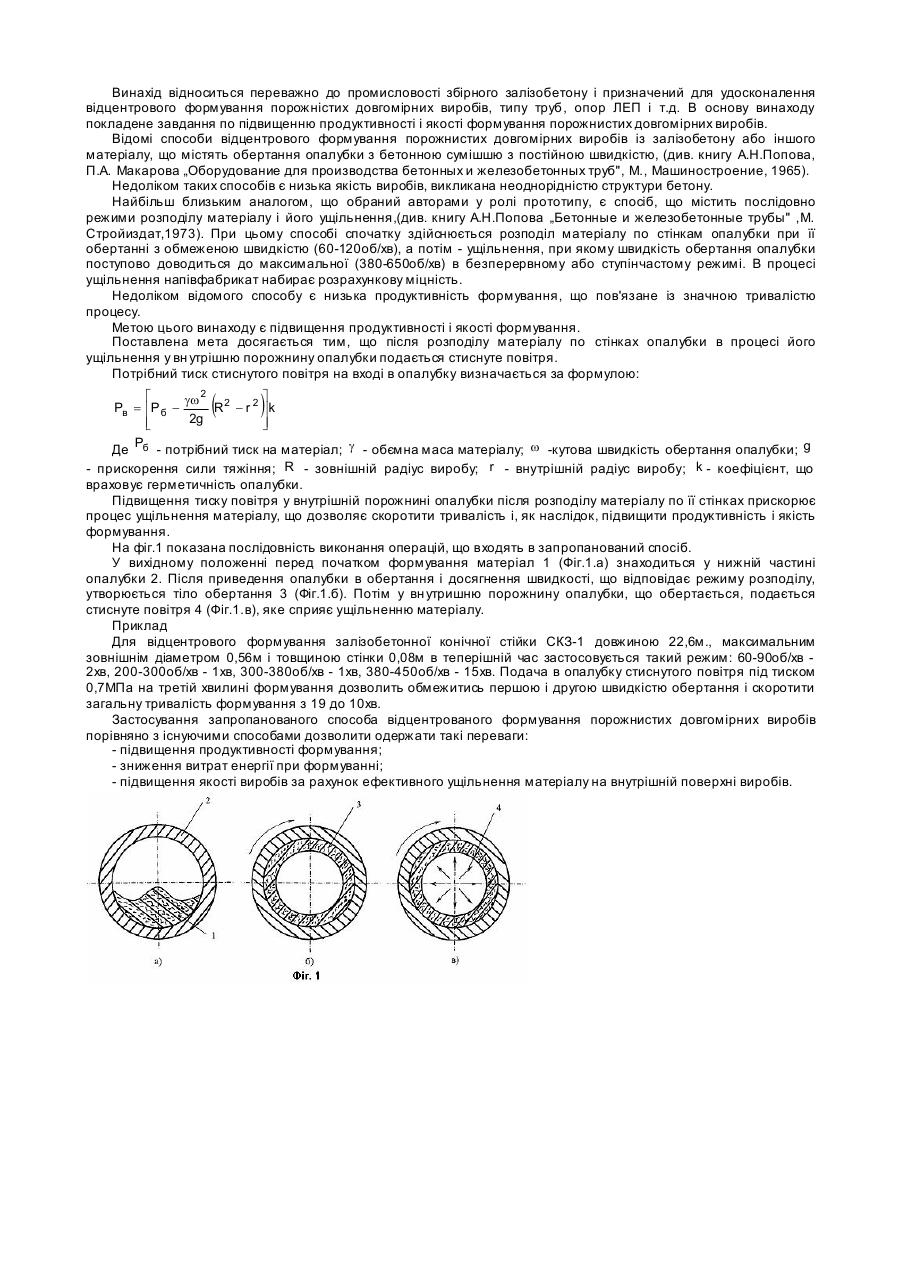
Спосіб відцентрового формування порожнистих довгомірних виробів, при якому проводять розподіл матеріалу по стінках опалубки і його ущільнення в процесі обертання опалубки, який відрізняється тим, що після розподілу матеріалу під час його ущільнення у внутрішню порожнину опалубки подають стиснуте повітря, тиск якого визначається за формулою:,де
Попередній патент: Апарат для обробки сипких матеріалів у псевдозрідженому шарі
Наступний патент: Пристрій для трахеостомії
Випадковий патент: Спосіб зведення фундаменту будівлі (споруди)