Спосіб відцентрового формування порожнистих довгомірних тіл обертання
Номер патенту: 69828
Опубліковано: 15.09.2004
Автори: Шаленко Олег Олегович, Богуславський Вадим Євгенович
Завантажити PDF файл.
Формула / Реферат
Спосіб відцентрового формування порожнистих довгомірних виробів, при якому проводять розподіл матеріалу по стінках опалубки і його ущільнення в процесі обертання опалубки, який відрізняється тим, що після розподілу матеріалу під час його ущільнення у внутрішню порожнину опалубки подають стиснуте повітря, тиск якого визначається за формулою:
![]() ,
,
де ![]() - потрібний тиск на матеріал;
- потрібний тиск на матеріал; ![]() - об’ємна маса матеріалу;
- об’ємна маса матеріалу; ![]() - кутова швидкість обертання опалубки;
- кутова швидкість обертання опалубки; ![]() - прискорення сили тяжіння;
- прискорення сили тяжіння; ![]() - зовнішній радіус виробу;
- зовнішній радіус виробу; ![]() - внутрішній радіус виробу;
- внутрішній радіус виробу; ![]() - коефіцієнт, що враховує герметичність опалубки.
- коефіцієнт, що враховує герметичність опалубки.
Текст
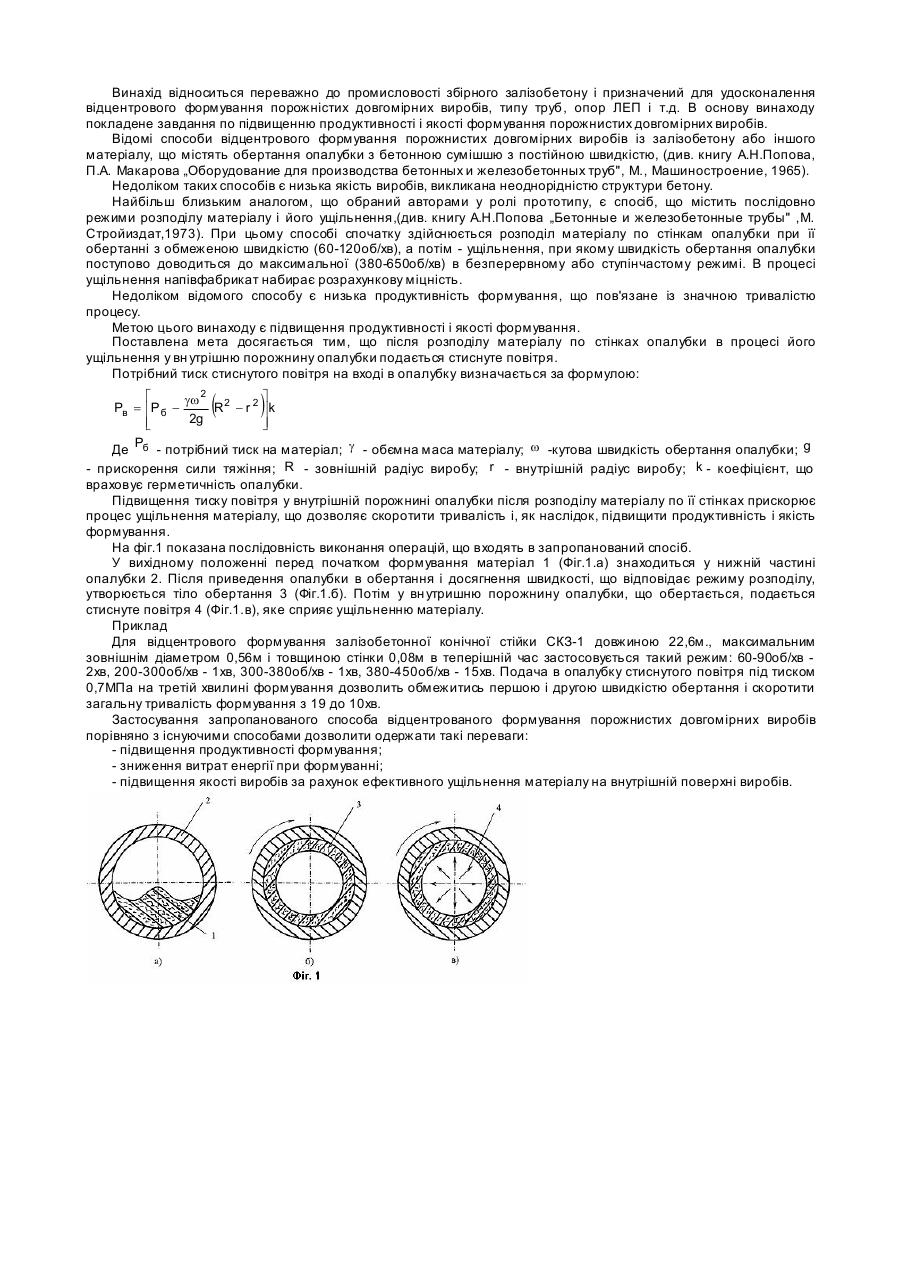
Винахід відноситься переважно до промисловості збірного залізобетону і призначений для удосконалення відцентрового формування порожністих довгомірних виробів, типу труб, опор ЛЕП і т.д. В основу винаходу покладене завдання по підвищенню продуктивності і якості формування порожнистих довгомірних виробів. Відомі способи відцентрового формування порожнистих довгомірних виробів із залізобетону або іншого матеріалу, що містять обертання опалубки з бетонною сумішшю з постійною швидкістю, (див. книгу А.Н.Попова, П.А. Макарова „Оборудование для производства бетонных и железобетонных труб", Μ., Машиностроение, 1965). Недоліком таких способів є низька якість виробів, викликана неоднорідністю структури бетону. Найбільш близьким аналогом, що обраний авторами у ролі прототипу, є спосіб, що містить послідовно режими розподілу матеріалу і його ущільнення,(див. книгу А.Н.Попова „Бетонные и железобетонные трубы" ,М. Стройиздат,1973). При цьому способі спочатку здійснюється розподіл матеріалу по стінкам опалубки при її обертанні з обмеженою швидкістю (60-120об/хв), а потім - ущільнення, при якому швидкість обертання опалубки поступово доводиться до максимальної (380-650об/хв) в безперервному або ступінчастому режимі. В процесі ущільнення напівфабрикат набирає розрахункову міцність. Недоліком відомого способу є низька продуктивність формування, що пов'язане із значною тривалістю процесу. Метою цього винаходу є підвищення продуктивності і якості формування. Поставлена мета досягається тим, що після розподілу матеріалу по стінках опалубки в процесі його ущільнення у вн утрішню порожнину опалубки подається стиснуте повітря. Потрібний тиск стиснутого повітря на вході в опалубку визначається за формулою: ( é gw 2 2 Pв = êР б R -r2 2g ê ë Pб - потрібний тиск Де )ùúúk û на матеріал; g - обємна маса матеріалу; w -кутова швидкість обертання опалубки; g - прискорення сили тяжіння; R - зовнішній радіус виробу; r - внутрішній радіус виробу; k - коефіцієнт, що враховує герметичність опалубки. Підвищення тиску повітря у внутрішній порожнині опалубки після розподілу матеріалу по її стінках прискорює процес ущільнення матеріалу, що дозволяє скоротити тривалість і, як наслідок, підвищити продуктивність і якість формування. На фіг.1 показана послідовність виконання операцій, що входять в запропанований спосіб. У вихідному положенні перед початком формування матеріал 1 (Фіг.1.а) знаходиться у нижній частині опалубки 2. Після приведення опалубки в обертання і досягнення швидкості, що відповідає режиму розподілу, утворюється тіло обертання 3 (Фіг.1.б). Потім у вн утришню порожнину опалубки, що обертається, подається стиснуте повітря 4 (Фіг.1.в), яке сприяє ущільненню матеріалу. Приклад Для відцентрового формування залізобетонної конічної стійки СКЗ-1 довжиною 22,6м., максимальним зовнішнім діаметром 0,56м і товщиною стінки 0,08м в теперішній час застосовується такий режим: 60-90об/хв 2хв, 200-300об/хв - 1хв, 300-380об/хв - 1хв, 380-450об/хв - 15хв. Подача в опалубку стиснутого повітря під тиском 0,7МПа на третій хвилині формування дозволить обмежитись першою і другою швидкістю обертання і скоротити загальну тривалість формування з 19 до 10хв. Застосування запропанованого способа відцентрованого формування порожнистих довгомірних виробів порівняно з існуючими способами дозволити одержати такі переваги: - підвищення продуктивності формування; - зниження витрат енергії при формуванні; - підвищення якості виробів за рахунок ефективного ущільнення матеріалу на внутрішній поверхні виробів.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for centrifugal molding the hollow long-length solids of revolution
Назва патенту російськоюСпособ центробежного формования полых длинномерных тел вращения
МПК / Мітки
МПК: B28B 21/02
Мітки: формування, обертання, спосіб, відцентрового, порожнистих, довгомірних, тіл
Код посилання
<a href="https://ua.patents.su/1-69828-sposib-vidcentrovogo-formuvannya-porozhnistikh-dovgomirnikh-til-obertannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб відцентрового формування порожнистих довгомірних тіл обертання</a>
Спосіб одержання довгомірних порожнистих виливків і зливків та пристрій для його здійснення
Номер патенту: 46292
Опубліковано: 15.05.2002
Автори: Шинський Олег Йосипович, Кондратюк Станіслав Євгенович, Щеглов Володимир Михайлович, Примак Іван Никонорович, Санніков В'ячеслав Олександрович
МПК: B22D 7/04
Мітки: порожнистих, спосіб, зливків, пристрій, здійснення, виливків, одержання, довгомірних
Формула / Реферат:
1. Спосіб одержання довгомірних порожнистих виливків та зливків включає заливку зверху рідкого металу через ливникову чашу в кільцеву порожнину між формою /кокілем, виливницею/ та центральним вібруючим стрижнем, який відрізняється тим, що метал через систему каналів ливникової чаші частково спрямовується вздовж стрижня безпосередньо в кільцевий рухомий металоприймач, а частково - на вібруючий стрижень-холодильник, з поверхні якого затверділі...
Спосіб відцентрового лиття порожнистих заготівок
Номер патенту: 58293
Опубліковано: 15.07.2003
Автори: Хохряков Андрій Леонідович, Малих Сергій Вікторович, Іванова Ліна Олександрівна
МПК: B22D 13/02
Мітки: лиття, спосіб, порожнистих, відцентрового, заготівок
Формула / Реферат:
1. Спосіб відцентрового лиття, який включає футерування виливниці, яка обертається, та заливку металу, який відрізняється тим, що футерування виливниці проводять металевим піском при швидкості обертання виливниці, яку вона одержує перед заливкою металу.2. Спосіб за п. 1, який відрізняється тим, що футерівку додатково покривають дисперсним неметалевим матеріалом, який стає міцним у період заливки металу.
Спосіб одержання довгомірних порожнистих виливків та пристрій для його здійснення
Номер патенту: 46294
Опубліковано: 15.05.2002
Автори: Примак Іван Никонорович, Кондратюк Станіслав Євгенович, Шинський Олег Йосипович, Бречко Олена Львівна, Щеглов Володимир Михайлович
МПК: B22D 7/04, B22D 27/11
Мітки: виливків, довгомірних, здійснення, спосіб, пристрій, одержання, порожнистих
Формула / Реферат:
1. Спосіб одержання довгомірних порожнистих виливків, що включає заповнення форми розплавом методом вичавлювання, а також живлення під тиском із камери вичавлювання та із розширювача каналу центрального стрижня, який відрізняється тим, що розплав із камери вичавлювання подається в канал центрального стрижня, а із нього в ливарну форму через систему отворів /живильників/ в боковій поверхні стрижня при синхронізації рівнів підйому розплаву в...
Пристрій для термообробки довгомірних порожнистих циліндричних виробів
Номер патенту: 34155
Опубліковано: 15.05.2003
Автори: Галенко Василь Петрович, Рябець Микола Пантелеймонович, Пирогов Олександр Дмитрович, Шамонін Олександр Миколайович, Ляшенко Віктор Михайлович
МПК: C21D 1/62
Мітки: пристрій, порожнистих, виробів, довгомірних, термообробки, циліндричних
Формула / Реферат:
Пристрій для термообробки довгомірних порожнистих циліндричних виробів, що має вертикальну ванну з переливом і частково занурену в неї вертикальну підвіску, до якої підключені трубопровід охолоджуючої рідини, бак для зливання гарячої рідини і трубопровід стиснутого повітря, при цьому в верхній частині пристрою є основа, на якій встановлений конус, спряжений з несучим конусом захвата виробу, який відрізняється тим, що підвіска включає механізм...
Роликова центрифуга для формування тіл обертання
Номер патенту: 69046
Опубліковано: 16.08.2004
Автори: Богуславський Вадим Євгенович, Шаленко Олег Олегович
МПК: B28B 21/02
Мітки: тіл, центрифуга, роликова, формування, обертання
Формула / Реферат:
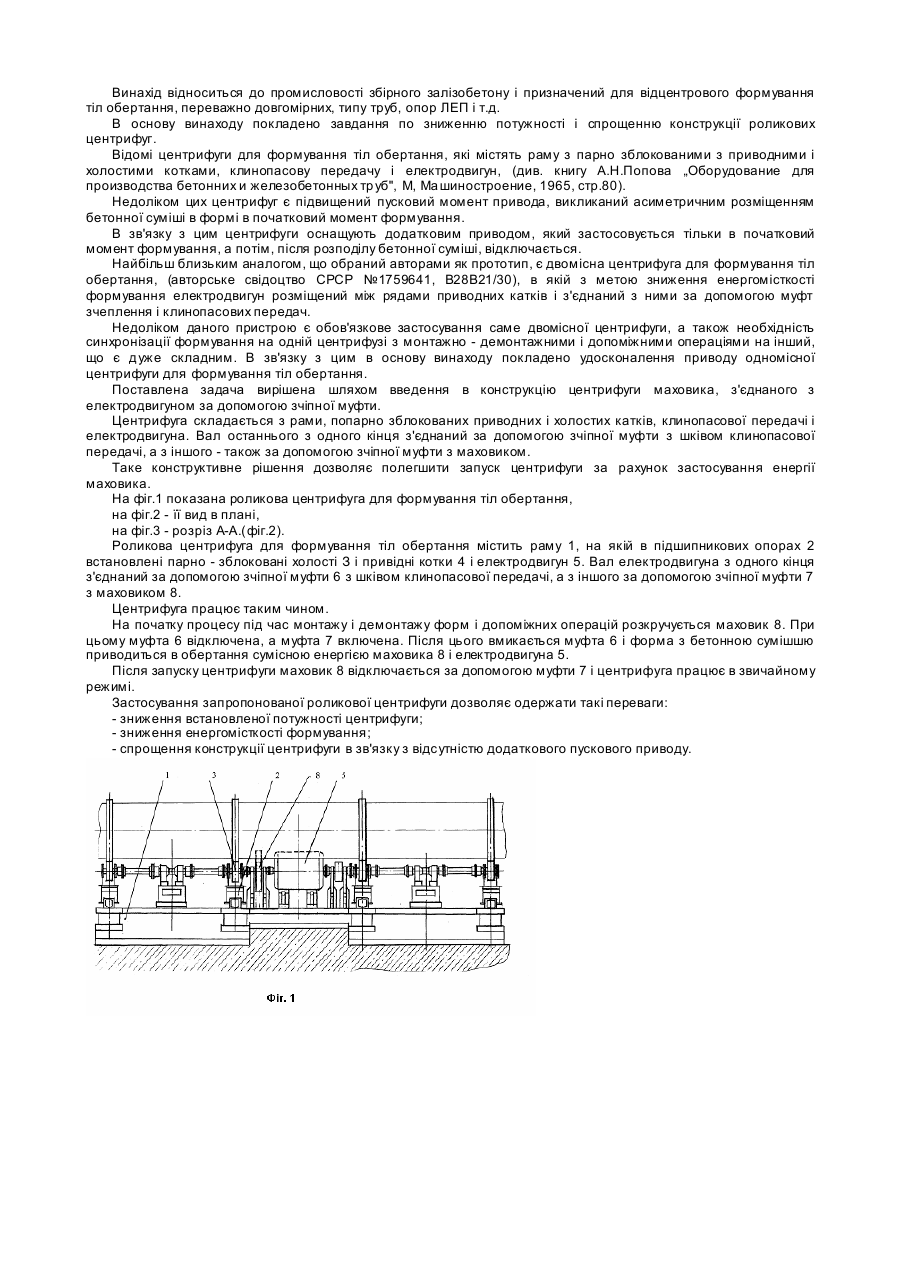
Роликова центрифуга для формування тіл обертання, яка містить раму, на якій у підшипникових опорах установлені парно-зблоковані холості і привідні котки, і привід у вигляді двигуна і клинопасової передачі, яка відрізняється тим, що в приводі центрифуги установлений маховик, а кінці вала електродвигуна з'єднані з маховиком і шківом клинопасової передачі зчіпними муфтами.
Попередній патент: Пристрій для електроконтактного зварювання
Наступний патент: Віброгрохот і пристрій для повітряного просівання
Випадковий патент: Спосіб профілактики рецидивів параноїдної шизофренії