Спосіб позапічної обробки чавуна магнієм
Номер патенту: 6710
Опубліковано: 29.12.1994
Автори: Савостянов Юрій Іванович, Вяткін Юрій Федорович, Ворошилін Володимир Спиридонович, Остапчук Микола Петрович, Сінельніков Вячеслав Олександрович, Комалов Олександр Рафаілович, Налча Григорій Іванович, Тітієвський Володимир Маркович, Шевченко Юрій Тимофійович, Долженков Федір Єгорович, Бать Юрій Ізраілевич, Курганов Віктор Олександрович, Овчінніков Микола Олексійович, Писаренко Федір Олексійович, Ботман Сергій Васильович, Петько Анатолій Миколайович
Формула / Реферат
Способ внепечной обработки чугуна магнием, включающий подачу магния в виде порошковой проволоки, отличающийся тем, что проволоку вводят в расплав чугуна со скоростью 1,8-2,2 м/с и интенсивностью подачи магния 90-140 г/с.
Текст
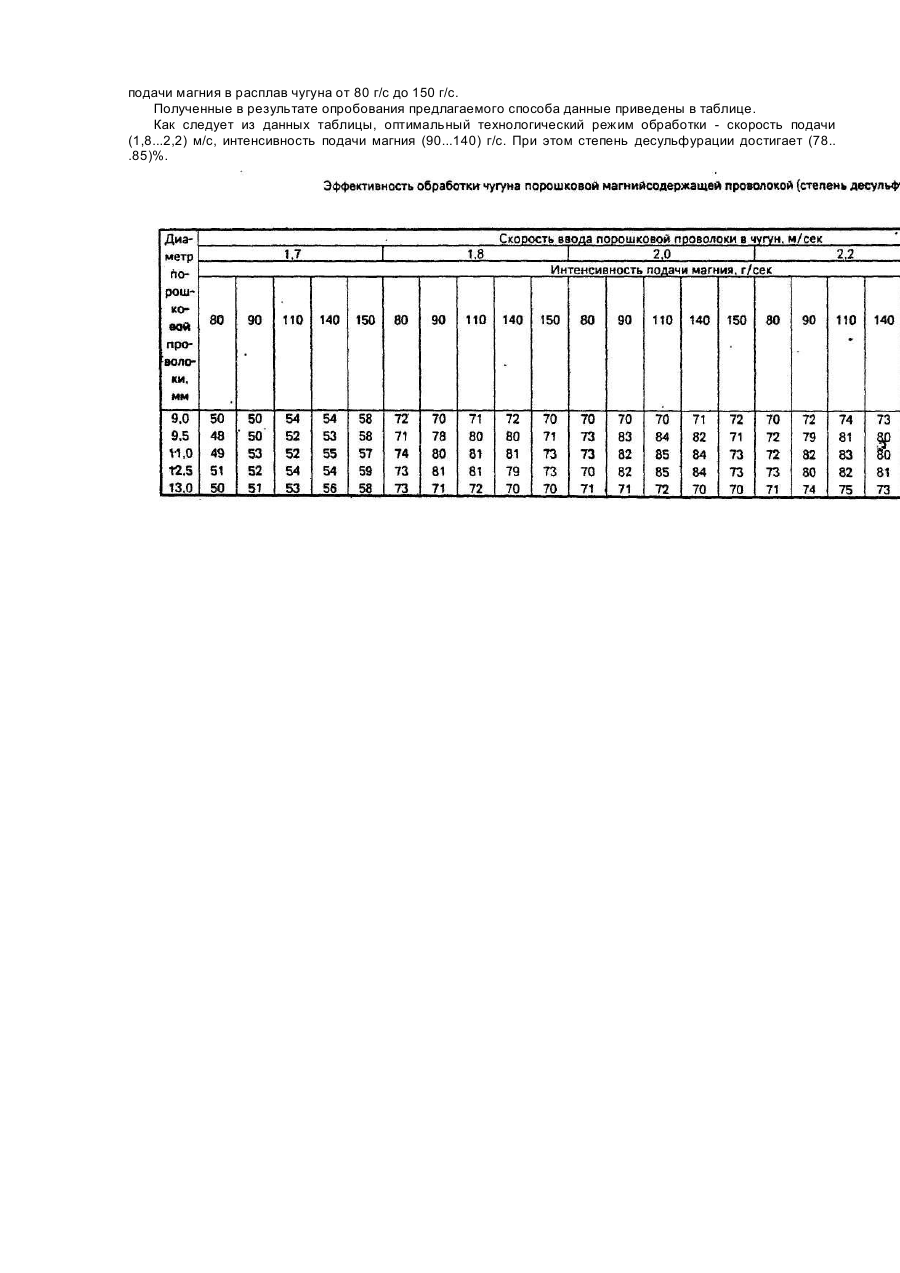
Изобретение относится к области черной металлургии, в частности к внедоменной десульфурации чугуна магнием. Известен способ внепечной обработки чугуна гранулированным магнием в чугуновозных ковшах путем продувки через погружаемую в металл фурму с интенсивностью подачи (0,2...1,8) г/сек, На 1 τ чугуна и скоростью газоносителя (0,04... 10) м/с. [1]. Данная технология не обеспечивает надежного ввода частиц магния в объем металла на достаточную глубину, гарантирующую их эффективное усвоение и предотвращение выбросов металла, поэтому при значительных расходах гранулированного магния (0,7... 1,1) кг на! τ чугуна степень десульфурации изменяется в пределах (56...87)% при степени использования магния (24...38)% и на диве ковша на (50... 60)%. Наиболее близким по технической сущности и достигаемому эффекту к заявляемому является способ обработки чугуна в чугу-новозном ковше порошковой проволокой диаметром 9 мм и толщиной стальной оболочки 0,4 мм с наполнителем 78% магния 22% технического карбида со скоростью 2,9 • м/с в количестве 150 г/с магния и 55 г/с технического карбида кальция [2]. Наличие в составе порошковой проволоки взрывоопасного материала карбида кальция требует проведения специальных противопожарных и взрывобезопасных мероприятий как на стадии изготовления и хранения проволоки, так и на стадии ее применения. Кроме того, как показали эксперименты, введение магния с интенсивностью 150 г/с іл скоростью подачи проволоки 2,9 м/с обеспечивали недостаточную степень десульфурации (37...68)% и степень использования магния (19...45)%. В основу изобретения поставлена задача: усовершенствовать способ внепечной обработки чугуна магнием путем изменения режима подачи магния в виде порошковой проволоки, что позволит обеспечить удовлетворительный уровень десульфурации. Сущность изобретения заключается в том, что по способу внепечной обработки чугуна магнием, включающему подачу магния в виде порошковой проволоки, ее вводят в расплав чугуна со скоростью (1,8...2,2) м/с и интенсивностью подачи магния (90...140) г/с. Магний,, имеющий температуру испарения 1107°С, бурно реагирует при температурах чугуна от 1250° до 1400°С. Регулируемое добавление магния к чугуну необходимо для сведения к минимуму потерь с испарением и обеспечения удовлетворительного уровня десульфурации. Так как первым этапом успешной десульфурации является растворение пара магния в расплаве, большой проблемой является ввод магния таким образом, чтобы ванна получила наибольшее возможное растворение, так, чтобы пар магния не ушел неиспользованным в атмосферу. Различные факторы увеличивают шансы достижения этой цели: - снижение температуры чугуна; - снижение размера пузырьков магния и, таким образом, увеличение общей площади поверхности пузырьков пара магния в ванне; - удлинение времени реакции в ванне введением магния на как можно большую глубину; - увеличение парциального давления магния в пузырьке пара. Вторым этапом в процессе является реакция между растворенным магнием и растворенной серой с образованием сульфида магния. Очень важным для этой реакции является насыщение расплава магнием в соответствии с содержанием серы. Высокое исходное содержание серы требует относительно небольшого растворения магния для получения предела насыщения. При меньшем исходном содержании серы необходимо растворение большего количества магния и восстановление серы начинается соответственно позже. В предлагаемом изобретении при вводе порошковой проволоки со скоростью (1,8...2,2) м/с достигается оптимальный вариант технологического процесса десульфурации чугуна за счет ее расплавления на максимальной глубине при максимальной степени усвоения магния. Достаточно перемешивания расплава при минимальном времени обработки чугуна. Ввод порошковой проволоки со скоростью менее 1,8 м/с не обеспечивает высокого усвоения магния из-за расплавления проволоки в верхних слоях металла, что приводит к дополнительному газопылевыделению и недостаточному перемешиванию по высоте ванны расплава и удлинению времени обработки. Ввод порошковой проволоки со скоростью более 2,2 м/с также приводит к протеканию реакции в верхних слоях металла за счет соприкосновения проволоки с огнеупорной футеровкой дна ковша, ее изгиба и всплывания в верхние слои металла в ковше. Интенсивность подачи магния (90... 140) г/с обеспечивает максимальное усвоение магния, достаточную степень перемешивания ванны при протекании процесса десульфурацим без выбросов чугуна. Снижение интенсивности подачи магния менее 90 г/с не обеспечивает достаточного усвоения магния и перемешивания ванны, а ее увеличение более 140 г/с. приводит к бурному протеканию процесса десульфурации и выбросам металла. Оптимальным диаметром порошковой проволоки является (9,5...12,5) мм, при котором достигается оптимальный технологический режим обработки, скорость подачи (1,8...2,2) м/с, интенсивность подачи магния (90... 140) г/с и оптимальное время обработки. Опробование предложенного способа внепечной обработки чугуна магнием проводили в промышленных условиях на установке десульфурации чугуна металлургического комбината им. Ильича г. Мариуполь. Чугун на УДЧ подается в чугуновозных ковшах, которые устанавливаются на постановочные места под обработку. Порошковую проволоку с магнием вводили при помощи отечественного трайб-аппарата в чугуновозный ковш с различной скоростью и интенсивностью подачи магния. Было проведено 125 экспериментов по десульфурации чугуна порошковой проволоки с магнием с изменением диаметра проволоки от 9,0 мм до 13,0 мм, скорости ввода от 1,7 м/с до 2,3 м/с и интенсивности подачи магния в расплав чугуна от 80 г/с до 150 г/с. Полученные в результате опробования предлагаемого способа данные приведены в таблице. Как следует из данных таблицы, оптимальный технологический режим обработки - скорость подачи (1,8...2,2) м/с, интенсивность подачи магния (90...140) г/с. При этом степень десульфурации достигает (78.. .85)%.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for out of furnace cast-iron tratment with magnesium
Автори англійськоюOvchynnikov Mykola Oleksiiovych, Ostapchuk Mykola Petrovych, Dolzhenkov Fedir Yehorovych, Sinelnikov Viacheslav Oleksandrovych, Kurhanov Viktor Oleksandrovych, Viatkin Yurii Feodorovych, Botman Serhii Vasyliovych, Voroshylin Volodymyr Spyrydonovych, Shevchenko Yurii Tymofiiovych, Pysarenko Fedir Oleksiiovych, Petko Anatolii Mykolaiovych, Savostianov Yurii Ivanovych, Bat Yurii Yzrailevych, Komalov Oleksandr Rafailovych, Titiievskyi Volodymyr Markovych
Назва патенту російськоюСпособ внепечной обработки чугуна магнием
Автори російськоюОвчинников Николай Алексеевич, Остапчук Николай Петрович, Долженков Федор Егорович, Синельников Вячеслав Александрович, Курганов Виктор Александрович, Вяткин Юрий Федорович, Ботман Сергей Васильевич, Ворошилин Владимир Спиридонович, Шевченко Юрий Тимофеевич, Писаренко Федор Алексеевич, Петько Анатолий Николаевич, Савостянов Юрий Иванович, Бать Юрий Израилевич, Комалов Александр Рафаилович, Титиевский Владимир Маркович
МПК / Мітки
МПК: C21C 1/00
Мітки: магнієм, позапічної, чавуна, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/2-6710-sposib-pozapichno-obrobki-chavuna-magniehm.html" target="_blank" rel="follow" title="База патентів України">Спосіб позапічної обробки чавуна магнієм</a>
Спосіб безперевного лиття заготовок із високоміцного магнієвого чавуну
Номер патенту: 4378
Опубліковано: 27.12.1994
Автори: Альтер Володимир Федорович, Шуміхін Володимир Сергійович, Шинський Олег Йосипович, Черняк Борис Олегович, Раздобарін Іван Григорович, Жельніс Мечислав Венцович, Овчаренко Микола Трохимович, Походня Ігор Костянтинович, Сніжко Анатолій Андрійович
МПК: B22D 11/00
Мітки: заготовок, спосіб, чавуну, магнієвого, лиття, безперевного, високоміцного
Формула / Реферат:
1. Способ непрерывного литья заготовок из высокопрочного магниевого чугуна, включающий периодическую или непрерывную подачу чугуна в металлоприемник с кристаллизатором, обработку чугуна в металлоприемникс магнием и вытягивание заготовки из кристаллизатора, отличающийся тем, что, с целью повышения выхода годного за счет однородности физико-мeханичсских свойств заготовки и улучшения условий труда, чугун обрабатывают магнием, подаваемым в...
Спосіб напівбезперервного лиття чавуну
Номер патенту: 1022
Опубліковано: 30.12.1993
Автори: Шуміхін Володимир Сергійович, Походня Ігор Костянтинович, Шинський Олег Йосипович, Альтер Володимир Федорович, Раздобарін Іван Григорович, Овчаренко Микола Трохимович, Рижей Станіслав Федорович, Одарченко Борис Васильович, Каплієнко Ігор Прокопович
МПК: C21C 1/08
Мітки: напівбезперервного, чавуну, спосіб, лиття
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и яСпособ полунепрерывного литья чугуна, включающий периодическую подачу в металлоприемник порций чугуна и модифицирование чугуна в металлоприемнике введением магнийсодержащей проволоки, о т л и ч а ю щ и й с я тем, что, с целью повышения выхода годного за счет стабилизации свойств и структуры получаемых отливок, подаваемыми порциями чугуна вытесняют чугун из металлоприемника, а модифицирование чугуна...
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: C23F 15/00, B21B 45/02
Мітки: прокату, обробки, спосіб, стального
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Спосіб лазерної обробки
Номер патенту: 6241
Опубліковано: 29.12.1994
Автори: Галич Григорій Андрійович, Пархоменко Юрій Миколайович, Кравченко Вілен Йосипович
МПК: B23K 26/00, B23K 26/02
Мітки: лазерної, спосіб, обробки
Формула / Реферат:
1. Способ лазерной обработки, при котором в зону обработки направляют лазерное излучение с изменяющейся длиной волны, которое фокусируют оптической системой с хроматический аберрацией положения фокуса, отличающийся тем, что, с целью повышения производительности, точности и снижения энергозатрат, изменение длины волны излучения осуществляют, уменьшая ее, а для фокусировки излучения используют оптическую систему с положительной хроматической...
Спосіб графітизуючої обробки чавуну
Номер патенту: 6171
Опубліковано: 29.12.1994
Автори: Краузе Людмила Олександрівна, Махлін Володимир Яковлевич, Тоцький Микола Григорович, Лісовий Віктор Васильович, Жигай Віктор Володимирович, Михайленко Віктор Іванович, Єгоров Валентин Олександрович, Кінаш Олександр Олексійович, Городецький Віктор Спіридонович, Шишук Станіслав Юхимович, Тімченко Анатолій Федорович, Федорко Олександр Олександрович
МПК: C21C 1/00
Мітки: графітизуючої, спосіб, чавуну, обробки
Формула / Реферат:
Способ графитизирующей обработки чугуна, включающий ввод в жидкий расплав азота, отличающийся тем, что одновременно с азотом в расплав вводят алюминий на 0,2...0,3% больше стехиометрического соотношения, обеспечивающего получение нитрида алюминия, при этом продолжительность выдержки расплава после ввода реагентов составляет 5-15 мин.
Попередній патент: Пристрій для руйнування заметаленої футеровки льотки печі
Наступний патент: Силова установка
Випадковий патент: Спосіб впливу наночастинок діоксиду кремнію та ацетату свинцю на структурні зміни печінки, нирок та селезінки щурів