Спосіб напівбезперервного лиття чавуну
Номер патенту: 1022
Опубліковано: 30.12.1993
Автори: Шуміхін Володимир Сергійович, Овчаренко Микола Трохимович, Одарченко Борис Васильович, Каплієнко Ігор Прокопович, Походня Ігор Костянтинович, Рижей Станіслав Федорович, Альтер Володимир Федорович, Раздобарін Іван Григорович, Шинський Олег Йосипович
Формула / Реферат
Ф о р м у л а и з о б р е т е н и я
Способ полунепрерывного литья чугуна, включающий периодическую подачу в металлоприемник порций чугуна и модифицирование чугуна в металлоприемнике введением магнийсодержащей проволоки, о т л и ч а ю щ и й с я тем, что, с целью повышения выхода годного за счет стабилизации свойств и структуры получаемых отливок, подаваемыми порциями чугуна вытесняют чугун из металлоприемника, а модифицирование чугуна осуществляют между циклами его вытеснения, при этом магнийсодержащую проволоку вводят со скоростью v, определяемой по зависимости
где Q - расход магния, кг; g - масса магния в проволоке, кг/м; t - время между циклами подачи порций чугуна, с.
Текст
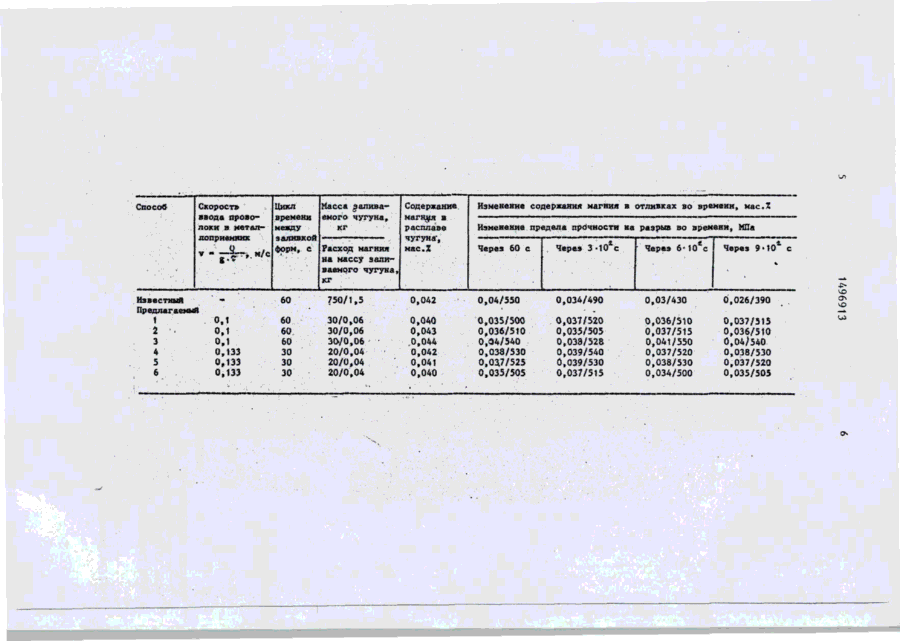
Изобретение относится к металлургии, в частности к литейному про Изобретение относится к металлургии, в частности к литейному производству, и касается конвейерного производства заготовок из чугуна. Цель изобретения - повышение выхода годного за счет стабилизации свойств и структуры получаемых отливок. Сущность предлагаемого способа заключается в следующем. Между миксером с металлом, например магнитодинамическим насосом (МДН) и конвейером с литейными формами, размещают металлоприемкик. Из МДН заполняют металлоприемник заданным количеством серого чугуна. В расплав металлоприемника вводят магнийсодер .изводству, и касается конвейерного производства заготовок из чугуна. Цель - повышение выхода годного за счет стабилизации свойств и структуры получаемых отливок, В расплав металлоприемника вводят магнийсодержащую проволоку, заливают циклически порцию серого чугуна в металлоприемник, вытесняя из него чугун в литейную форму. Проволоку вводят со скоростью, зависящей от расхода магния, массы магния в проволоке и времени между циклами подачи порций чугуна. В результате обеспечивается насыщение металла магнием до первоначально заданного уровня, что позволяет повысить однородность содержания магния в отливках и достичь одинаковых прочностных свойств, t табл. жащую проволоку до получений в чугуне заданного содержания магния. Затем порцию серого чугуна из МДН заливают в металлоприемник, вытесняя из него магниевый чугун в литейную форму. После этого в металлоприемник вводят порошковую проволоку в течение времени и со скоростью, которые обеспечивают насыщение металла магнием до первоначально заданного уровня. Снова из МДН заливают в металлоприемник серый чугун, вытесняя магниевый в форму. Циклы повторяют. Расход заданной массы магния Q для обработки определенной массы серого чугуна, обеспечивающий форми с 8 со со 1496913 рование шаровидного графита в нем, Как следует из таблицы, предлагаевыбирают в зависимости от массы обмый способ позволяет повысить выход рабатываемого чугуна, содержания в годного за счет повышения однороднос1 расплаве серы, газов, температуры ти содержания магния в отливках и од5 металла, степени угара магния, сконородности прочностных свойств. рости охлаждения и других факторов. При обработке чугуна магниевой Ф о р м у л а и з о б р е т е н и я проволокой масса введенного в расСпособ полунепрерывного литья чуплав магния определяется содержанием JQ гуна, включающий периодическую подачу магния в проволоке, временем и сков металлоприемник порций чугуна и ростью ее ввода, т.е. Q=v • g • Ф' , кг. модифицирование чугуна в металлоприемнике введением магнийсодержащей Выбрав время между заливкой двух форм проволоки, о т л и ч а ю щ и й с я £ , зная содержание магния в проволоке и определив по известной завиJ5 тем, что, с целью повышения выхода годного за счет стабилизации свойств симости Q, находят ' и структуры получаемых отливок, подаваемыми порциями чугуна вытесняют v = --*"» м/с. чугун из металлоприємника, а модифиПовышение выхода годного по пред- 20 цирование чугуна осуществляют между циклами его вытеснения, при этом лагаемому способу достигается за магнийсодержащую проволоку вводят счет стабилизации прочностных со скоростью v, определяемой по засвойств и структуры получаемых отливисимости вок на протяжении всего цикла литья. 25 Параметры и показатели реализации - , . v = способа приведены в таблице. Предлагаемый способ обеспечивает где Q расход магния, кг; обработку жидкого чугуна в автоматиg масса магния в проволоке, ческом режиме по заданной программе 30 кг/м; и позволяет значительно улучшить ус*о время между циклами подачи ловия труда в цехе. порций чугуна-, с. Масса заливаЦикл Скорость времени емого чугуна, ввода провокг локи в метал- между заливкой лоприемянх Форм» с Расход магния на массу заливаемого чугуна, кг Способ Известный Предлагаемый 1 2 •• ' 3 4 5 6 . Содержание магния в расплаве чугуна", мас.Х Изменение содержания магния в отливках во времени, «ас Изменение предела прочности на разрыв во времени, МПа Через 60 с Черв» 3-101с \ Через 6-10*с Через 9-tO* с — 60 750/1,5 0,042 0,04/550 0,034/490 0,03/430 0,026/390 ot . 60 60 60 30 30 30 30/0,06 30/0,06 30-/0,06 20/0,04 20/0,04 20/0,04 0,ОАО 0,043 0,044 0,042 0,041 0,040 0,035/500 0,036/510 0,04/540 0,035/530 0,0*7/525 0,035/505 0,037/520 0,035/505 0,038/528 0,039/540 0,039/530 0,037/515 0,036/510 0,037/515 0,041/550 0,037/520 0,038/530 0,034/500 0,037/515 0,036/510 0,04/540 0,038/530 0,037/520 0,035/505 0,1 0,1 0,133 0,133 0,133 1496913 Составитель И.Раздобарин Редактор А.Огар Техред М.Дидык Корректор С.Шекмар Заказ А371/14 Тираж 711 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. А/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул, Гагарина, 101
ДивитисяДодаткова інформація
Автори англійськоюPokhodnia Ihor Kostiantynovych, Shumikhin Volodymyr Serhiiovych, Alter Volodymyr Fedorovych, Shynskyi Oleh Yosypovych, Razdobarin Ivan Hryhorovych, Ovcharenko Mykola Trokhymovych, Kaplienko Ihor Prokopovych
Автори російськоюПоходня Игорь Константинович, Шумихин Владимир Сергеевич, Альтер Владимир Федорович, Шинский Олег Иосифович, Раздобарин Иван Григорьевич, Овчаренко Николай Трофимович, Каплиенко Игорь Прокопьевич
МПК / Мітки
МПК: C21C 1/08
Мітки: спосіб, чавуну, лиття, напівбезперервного
Код посилання
<a href="https://ua.patents.su/4-1022-sposib-napivbezperervnogo-littya-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб напівбезперервного лиття чавуну</a>
Спосіб одержання синтетичного модифікованого чавуну
Номер патенту: 737
Опубліковано: 15.12.1993
Автори: Потрух Олександр Григорович, Заверткін Олександр Сергійович, Зорін Аркадій Петрович, Московка Віталій Іванович, Шуміхін Володимир Сергійович, Сухарєв Леонід Григорович, Шульга Василь Тимофійович
МПК: C21C 1/02
Мітки: спосіб, одержання, чавуну, синтетичного, модифікованого
Формула / Реферат:
Формула изобретения Способ получения синтетического модифицированного чугуна в индукционной печи промышленной частоты, заключающийся в расплавлении шихтовых материалов, термовременной обработке и модифицировании расплава, отличающийся тем, что, с целью повышения скорости и степени усвоения углерода при науглероживании расплава и прочностных свойств чугуна, исходный чугун доводят в печи по содержанию углерода до 70-80% от конечного...
Спосіб одержання чавуну з кулястим графітом
Номер патенту: 750
Опубліковано: 15.12.1993
Автори: Шульга Василь Тимофійович, Потрух Олександр Григорович, Московка Віталій Іванович, Шуміхін Володимир Сергійович, Раздобарін Іван Григорович, Анішин Вячеслав Павлович, Хуснутдінов Гіль Давлійович
МПК: C21C 1/10
Мітки: кулястим, чавуну, одержання, спосіб, графітом
Формула / Реферат:
Формула изобретенияСпособ получения чугуна с шаровидным графитом, включающий загрузку лигатуры, содержащей магний, в ковш и заливку расплавленного чугуна на лигатуру, отличающийся тем, что, с целью повышения степени усвоения магния расплавом, увеличения стабильности процесса модифицирования и улучшения санитарно-гигиенических условий труда, магнийсодержащую лигатуру загружают в ковш в виде мелкодисперсной модифицирующей смеси из 50-80%...
Спосіб лиття армованих заготовок
Номер патенту: 744
Опубліковано: 15.12.1993
Автори: Костенко Георгій Дмитрович, Єфімов Віктор Олексійович, Кельвіч Володимир Тихонович
МПК: B22D 19/02
Мітки: лиття, заготовок, спосіб, армованих
Формула / Реферат:
Формула изобретенияСпособ литья армированных заготовок, включающий размещение в форме армирующих труб, заливку металла и продувку труб сжатым газом, отличающийся тем, что, с целью снижения вероятности прожога труб, дефектов усадочного происхождения и уменьшения термических напряжений, за счет выравнивания градиента температур по длине труб, продувку последних осуществляют попеременно с различных их концов.
Розкислювач для чавуну
Номер патенту: 738
Опубліковано: 15.12.1993
Автори: Кутузов Валентин Петрович, Ощепків Віталій Федорович, Герліванов Євген Васильович
МПК: C21C 1/00
Мітки: розкислювач, чавуну
Формула / Реферат:
Формула изобретенияРаскислитель чугуна, содержащий карбид кремния или его шлам и известь, отличающийся тем, что, с целью повышения степени восстановления железа, снижения расхода электроэнергии и раскислителя, повышения рафинирующей способности раскислителя и устранения отбела литых заготовок, он дополнительно содержит техническую соду и отходы производства электродов при следующем соотношении компонентов, мас.%: Карбид ...
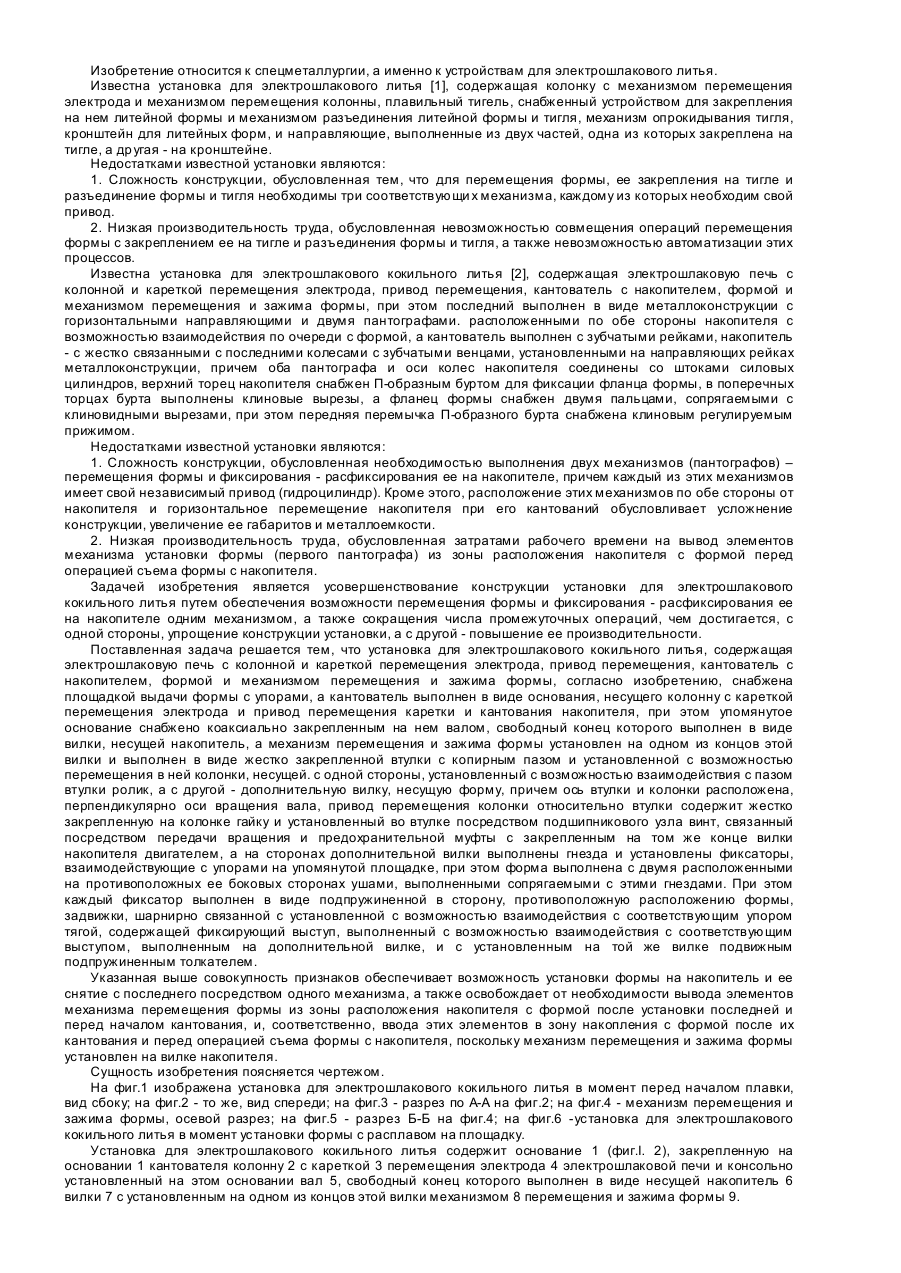
Пристрій для електрошлакового кокільного лиття
Номер патенту: 900
Опубліковано: 15.12.1993
Автори: Голуб Володимир Якович, Карафа Іван Васильович, Євтушин Михайло Адамович, Блащук Богдан Олександрович, Іващук Валентин Олексійович, Юнніков Олексій Миколайович
МПК: B22D 23/00
Мітки: електрошлакового, кокільного, пристрій, лиття
Формула / Реферат:
1. Установка для электрошлаковогококильного литья, содержащая злектрошлаковую печь с колонной и кареткой перемещения электрода, привод перемещения, кантователь с накопителем, формой и механизмом перемещения и зажима формы, отличающаяся тем, что она снабжена площадкой выдачи формы с упорами, а кантователь выполнен в виде основания, несущего колонну с кареткой перемещения электрода и привод перемещения каретки и кантования накопителя, при этом...
Попередній патент: Спосіб очистки води від завислих та колоїдних домішок
Наступний патент: Спосіб виготовлення абразивного інструменту
Випадковий патент: Обладнання для друкувального пристрою