Спосіб безперевного лиття заготовок із високоміцного магнієвого чавуну
Формула / Реферат
1. Способ непрерывного литья заготовок из высокопрочного магниевого чугуна, включающий периодическую или непрерывную подачу чугуна в металлоприемник с кристаллизатором, обработку чугуна в металлоприемникс магнием и вытягивание заготовки из кристаллизатора, отличающийся тем, что, с целью повышения выхода годного за счет однородности физико-мeханичсских свойств заготовки и улучшения условий труда, чугун обрабатывают магнием, подаваемым в стальной оболомке проволоки, со скоростью ввода проволоки в расплав, определяемой по зависимости
где Рb - средняя производительность процесса вытяжки заготовок, кг/с;
q — масса магния в одном метре оболочки, кг/м;
Т - температура чугуна в мсталлоприемнике, К;
S - содержание серы в исходном чугуне, %;
2·10— коэффициент пропорциональности, учитывающий размерности аргументов.
2. Способ по п. 1, отличающийся тем, что при периодической доливке чугуна в металлоприемник количество доливаемого чугуна составляет 20-30°/о остатка расплава в металлоприемникe.
Текст
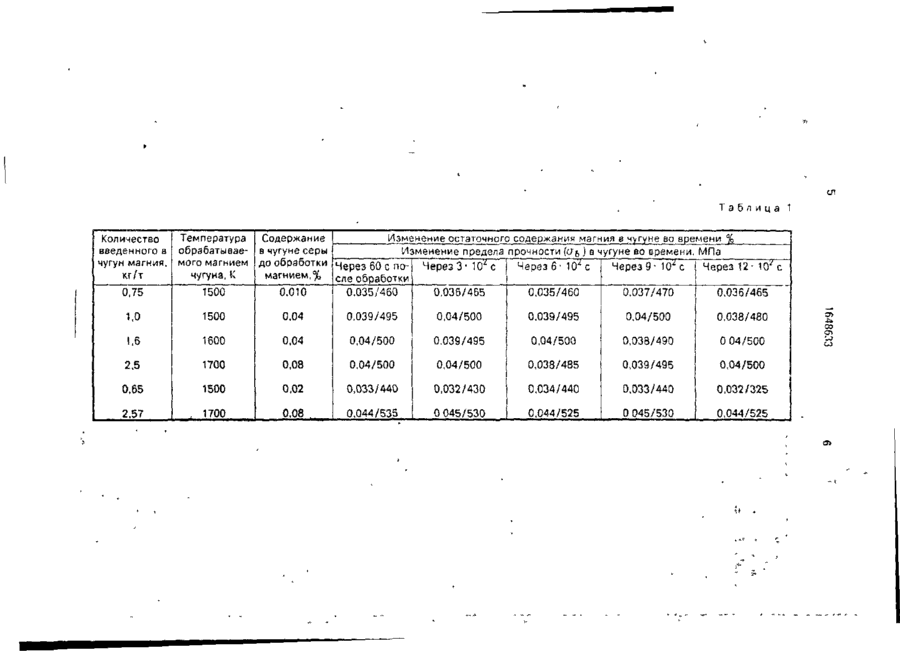
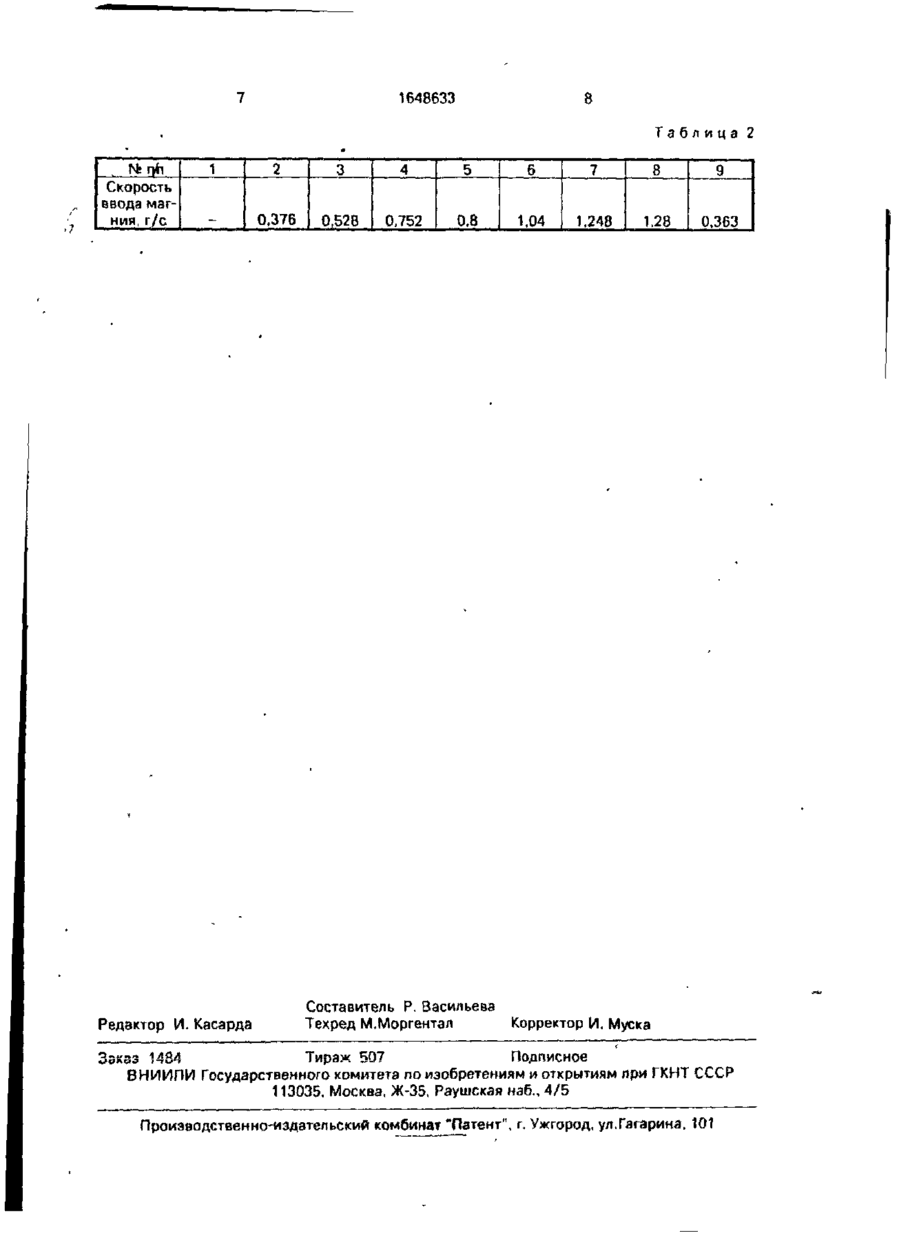
Изобретение относится к металлургии, в частности к непрерывному литью заготовок из чугуна Цель изобретения - повышение выхода годного за счет однородности физико-химических свойств чугуна и улучшение условий труда. При подаче чугуна в металлоприемник, в него подают магниевый модификатор в стальной оболочке со скоростью, зависящей от скорости вытягивания заготовки, температуры обрабатываемого чугуна и содержания в нем серы. Изобретение позволяет улучшить условия труда за счет исключения дробления магния и дозирования вводимого реагента. 1 з.п.ф-лы, 2 табл. Изобретение относится к металлургии, в частности к непрерывному литью заготовок из чугуна. Цель изобретения - повышение выхода годного за счет однородности физико-механических свойств заготовки и улучшение условий труда. Сущность способа заключается в следующем. В метаялоприемннк установки непрерывного литья непрерывно поступает жидкий чугун. Расход поступающего металла устанавливается равным его расходу при вытяжке заготовок из кристаллизатора. Магний в расплав чугуна металлоприемника подается в виде проволоки (стальная оболочка заполняется пооошковым магнием) непрерывно автоматическим устройством. Причем в зависимости от содержания в обрабатываемом чугуне серы и температуры жидкого металла скорость подачи может изменяться в широких пределах. П р и м е р . Производят протяжку на линии непрерывного литья заготовок сечением 0,089 х 0,098 м. Жидкий чугун в металлоприемник поступает непрерывной струей из магнитодинамического насоса синхронно расходу при вытяжке. При порционной подаче чугуна в металлоприемник доливку производят ковшом. В качестве проволочного магниевого модификатора используют стальную оболочку толщиной 4 • 10~4 м, наполненную фрезерованным магнием. Диаметр проволоки составляет 5 • 10 м. Количество магния в 1 м оболочки составляет 8 * 10~3кг. Проволоку а металл подают через отверстие в крышке металлоприемника автоматическим устройством. Температура чугуна в металлоприемнмке 1500-1700 К, содержание серы Б МСХОДf ON ОО Os СО со 1648633 ном чугуне 0,01-0,08%, производительность вытяжки 0,5 кг/с Результаты представлены в тзбл 1 и 2 Конкретный jpe6yeMbin расход магния, обеспечивающий стабильное получение чугуна с шаровидной формой графита определяется скоростью ввода порошковой проволоки. При пересчете расхода магния через скорость его ввода с учетом того, что содержание магния в 1 м проволоки составляет 8 гр/м, получают скорость ввода магния, гр/с. В п 8 табл 2 приведено повышенное количество введенного магния от предлагаемого верхнего предела, а в п 9 - ниже нижней границы,т е 1,28 г 100% = 0,256% или 2 56 кг/т, 500 г 0,363 г 100% = 0.073% или 0 73 кг/т 500 г Способ непрерывного получения высокопрочного чугуна исключает эффект демодифицирования Это способствует получению непрерывнолитых изделий из высокопрочного чугуна с равномерной структурой и свойствами по всей их длине в течение всего процесса вытяжки, т е с высокой степенью однородности Улучшение условий труда достигается тем, что исключаются операции дробления и дозирования магния Подача магния осуществляется автоматически с возможностью широкого варьирования скоростью ввода. Кроме того, реакция магния с чугуном сопровождается незначительными свето- и дымовыделениями за счет того, что стальная оболочка порошковой проволоки предохраняет контакт магния с расплавом до ее расплавления на определенной гпубине погружения Формула изобретения 1 Способ непрерывного литья заготовок из высокопрочного магниевого чугуна, включающий периодическую или непрерывную подачу чугуна в металлоприемник с кристаллизатором, обработку чугуна в металлоприемнике магнием и вытягивание 10 заготовки из кристаллизатора, о т л и ч а ю щийся тем, что, с целью повышения выхода годного за счет однородности физико-механических свойств заготовки и улучшения условий труда, чугун обрабатывают 15 магнием, подаваемым в стальной оболочке, со скоростью ввода магния в расплав, определяемой по зависимости 20 v _ Т 2 • 10 5 q где Pb - средняя производительность процесса вытяжки заготовок кг/с, q - масса магния в одном метре оболоч25 ки, кг/м, Т - температура чугуна в металлоприемнике, К; S - содержание серы в исходном чугуне, %; 30 2 • 10 - коэффициент пропорциональности, учитывающий размерности аргументов 2 Способ по п 1, о т л и ч а ю щ и й с я тем, что при периодической доливке чугуна 35 в металлоприемник количество доливаемого чугуна составляет 20-30% остатка расплава в металлоприемнике. ел Таблица 1 Температура Содержание Изменение остаточного содержания магния в чугуне во времени % ! Количество введенного в обрабатывае- в чугуне серы Изменение предела прочности (c/f,) а •* угуне во времени. МПа чугун магния, мого магнием до обработки Через 60 с по- Через 3- 10^ с Через 6- 10'^ с Через 9- 10^ с Через 12- 10'с чугуна, К магнием, % сле обработки кг/т 1500 0.035/460 0,75 0.010 0.036/465 0.035/460 0,037/470 0,036/465 1,0 1500 0.04 0,039/495 0,04/500 0,039/495 0.04/500 0.038/480 -С* со 1,6 1600 0,04 0,04/500 0.039/495 0,04/500 0,038/490 0 04/500 2,5 1700 0,08 0.04/500 0,04/500 0,038/485 0,039/495 0,04/500 0,65 1500 0.02 0,033/440 0,032/430 0,034/440 0,033/440 0.032/325 2,57 , 1700 0,08 . 0.044/535 0 045/530 0,044/525 0 045/530 0,044/525 СП 1648633 Таблица 2 1 Скорость ввода магния, г/с Редактор И. Касарда 2 3 4 5 0,376 0,528 0,752 0.8 Составитель Р. Васильева Техред М.Моргентал L 6 7 8 9 1.04 1,248 1,28 0,363 Корректор И. Муска Подписное Тираж 507 Ізкзз 14S4 ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина. 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous casting of billets from high-strength magnesium cast iron
Автори англійськоюPokhodnia Ihor Kostiantynovych, Shumikhin Volodymyr Serhiiovych, Razdobarin Ivan Hryhorovych, Snizhko Anatolii Andriiovych, Zhelnis Mechyslav Ventsovych, Alter Volodymyr Fedorovych, Shynskyi Oleh Yosypovych, Cherniak Borys Olehovych, Ovcharenko Mykola Trokhymovych
Назва патенту російськоюСпособ непрерывного литья заготовок из высокопрочногомагниевого чугуна
Автори російськоюПоходня Игорь Константинович, Шумихин Владимир Сергеевич, Раздобарин Иван Григорьевич, Снежко Анатолий Андреевич, Жельнис Мечислав Венцович, Альтер Владимир Федорович, Шинский Олег Иосифович, Черняк Борис Олегович, Овчаренко Николай Трофимович
МПК / Мітки
МПК: B22D 11/00
Мітки: магнієвого, лиття, чавуну, безперевного, високоміцного, заготовок, спосіб
Код посилання
<a href="https://ua.patents.su/4-4378-sposib-bezperevnogo-littya-zagotovok-iz-visokomicnogo-magniehvogo-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперевного лиття заготовок із високоміцного магнієвого чавуну</a>
Спосіб напівбезперервного лиття чавуну
Номер патенту: 1022
Опубліковано: 30.12.1993
Автори: Рижей Станіслав Федорович, Альтер Володимир Федорович, Овчаренко Микола Трохимович, Каплієнко Ігор Прокопович, Одарченко Борис Васильович, Походня Ігор Костянтинович, Шинський Олег Йосипович, Шуміхін Володимир Сергійович, Раздобарін Іван Григорович
МПК: C21C 1/08
Мітки: чавуну, спосіб, напівбезперервного, лиття
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и яСпособ полунепрерывного литья чугуна, включающий периодическую подачу в металлоприемник порций чугуна и модифицирование чугуна в металлоприемнике введением магнийсодержащей проволоки, о т л и ч а ю щ и й с я тем, что, с целью повышения выхода годного за счет стабилизации свойств и структуры получаемых отливок, подаваемыми порциями чугуна вытесняют чугун из металлоприемника, а модифицирование чугуна...
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Глібов Євген Валеріанович, Белкін Юхим Львович, Якунін Іван Олексійович, Шишков Михайло Михайлович, Чернишова Світлана Никодимівна, Афонін Володимир Олексійович, Руденко Анатолій Олександрович, Мартинов Валерій Васильович, Беседіна Елеонора Борисівна
МПК: B22D 11/04
Мітки: заготовок, кристалізатор, круглих, безперервного, лиття
Формула / Реферат:
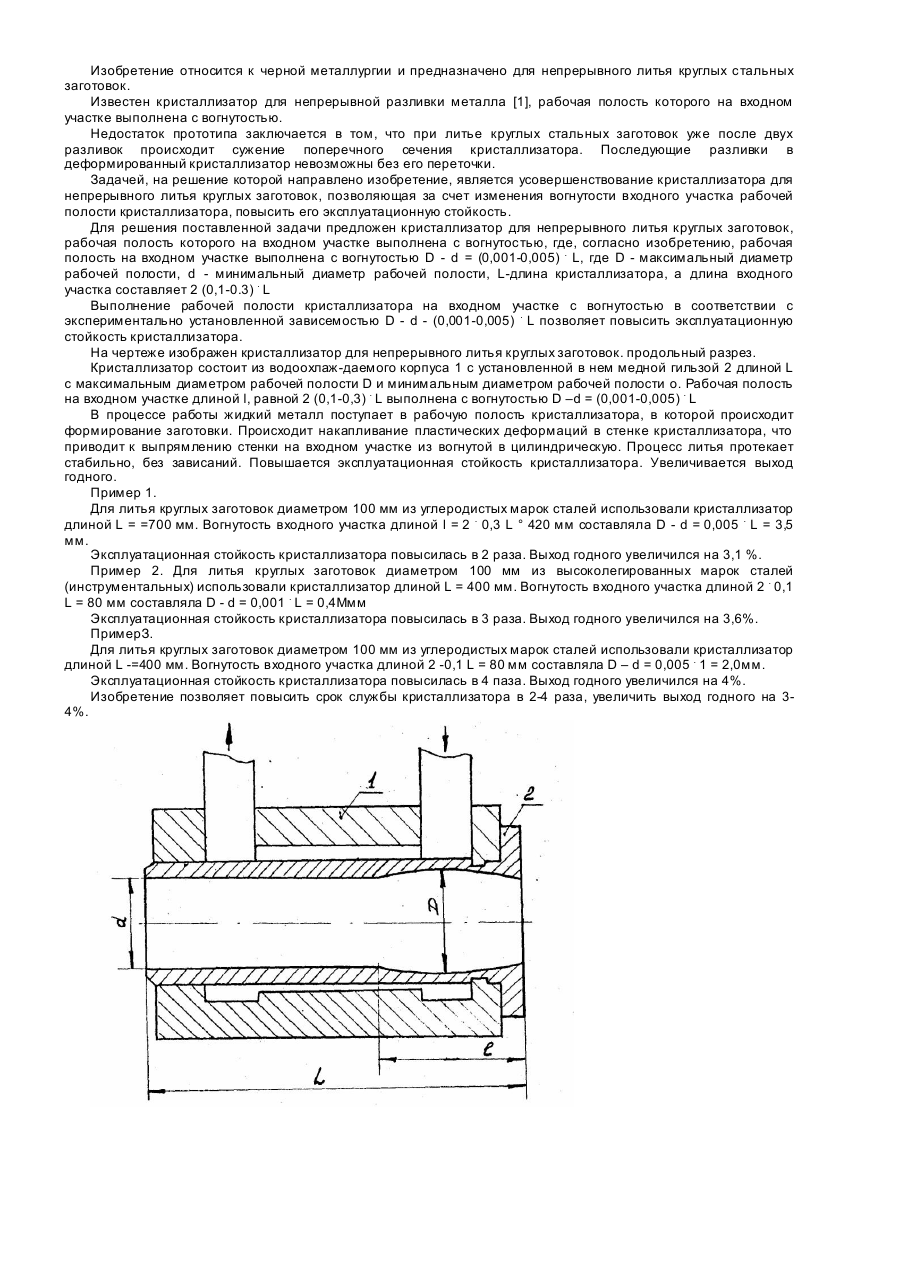
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Кристалізатор для горизонтального безперервного лиття заготовок
Номер патенту: 1929
Опубліковано: 20.12.1994
Автори: Чернишова Світлана Никодимівна, Мартинов Валерій Васильович, Беседіна Елеонора Борисівна, Стефанов Анатолій Сергійович, Якунін Іван Олексійович, Руденко Анатолій Олександрович
МПК: B22D 11/04
Мітки: лиття, заготовок, безперервного, горизонтального, кристалізатор
Формула / Реферат:
Кристаллизатор ддя горизонтального непрерывного литья заготовок, содержащий посадочное отверстие для металлопровода и цилиндрическую рабочую полость, сопряженные между собой по конической поверхности в зоне, прилегающей к посадочному отверстию, отличающийся тем, что, с целью повышения качества металла за счет снижения содержания неметаллических включений, конусность поверхности сопряжения равна 6—8°.
Кристалізатор для горизонтального безперервного лиття стальних заготовок
Номер патенту: 1928
Опубліковано: 20.12.1994
Автори: Шишков Михайло Михайлович, Петін Леонід Григорович, Беседіна Елеонора Борисівна, Дилдін Анатолій Михайлович, Богданов Аркадій Іванович, Кащенко Юрій Олексійович, Афонін Володимир Олексійович, Терехов Вадим Миколайович, Глазков Анатолій Якович, Чернишова Світлана Никодимівна
МПК: B22D 11/04
Мітки: безперервного, стальних, горизонтального, лиття, кристалізатор, заготовок
Формула / Реферат:
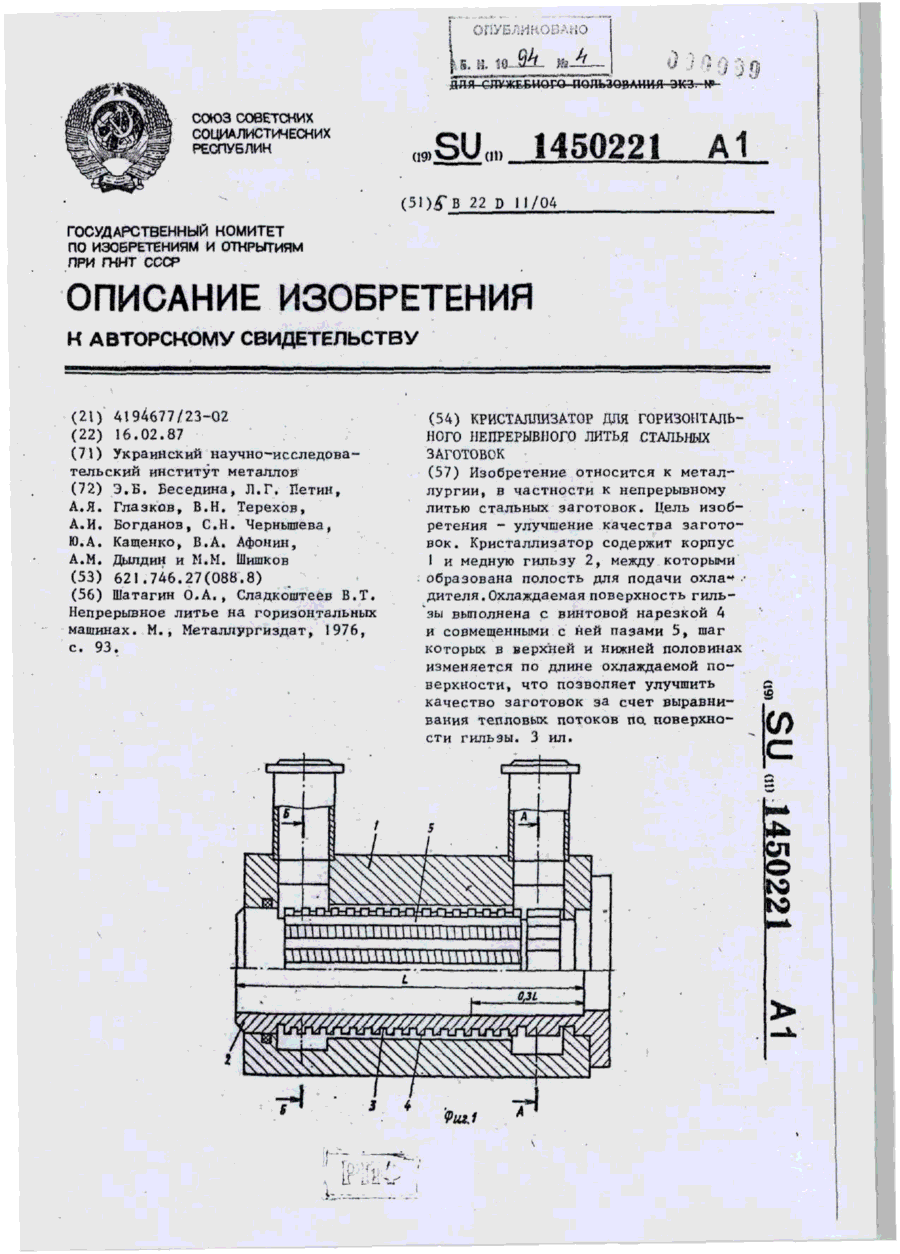
Кристаллизатор для горизонтального непрерывного литья стальных заготовок, содержащий медную гильзу и кожух, образующие полость для подачи охладителя, отличающийся тем, что, с целью улучшения качества заготовок, на охлаждаемой поверхности гильзы выполнены винтовая нарезка и совмещенные с ней пазы, причем на участке зоны начального формирования заготовки, равном 0,1...0,3 длины рабочей полости гильзы, шаг пазов в нижней половине в 1,1...1,3...
Спосіб лиття армованих заготовок
Номер патенту: 744
Опубліковано: 15.12.1993
Автори: Кельвіч Володимир Тихонович, Костенко Георгій Дмитрович, Єфімов Віктор Олексійович
МПК: B22D 19/02
Мітки: армованих, спосіб, заготовок, лиття
Формула / Реферат:
Формула изобретенияСпособ литья армированных заготовок, включающий размещение в форме армирующих труб, заливку металла и продувку труб сжатым газом, отличающийся тем, что, с целью снижения вероятности прожога труб, дефектов усадочного происхождения и уменьшения термических напряжений, за счет выравнивания градиента температур по длине труб, продувку последних осуществляют попеременно с различных их концов.
Попередній патент: Спосіб одержання прищеплених органомінеральних сополімерів
Наступний патент: Пристрій для виготовлення кондитерських виробів конусоподібної форми
Випадковий патент: Марля