Спосіб очищення поверхні прокату
Номер патенту: 68898
Опубліковано: 16.08.2004
Автори: Максаков Анатолій Іванович, Алимов Борис Дмитрович, Алімов Валерій Іванович, Холявченко Леонід Тимофійович, Ілюхін Євген Ярославович, Разуваєв Віктор Васильович
Формула / Реферат
Спосіб очищення поверхні прокату, за яким у газовій атмосфері здійснюють вплив на очищувальну поверхню плазмовим розрядом, який відрізняється тим, що плазмовий розряд здійснюють електричною дугою постійного струму в термічно дисоційованій водяній парі з одночасним впливом високочастотним розрядом струму, потужність якого становить ![]() потужності електродугового розряду постійного струму.
потужності електродугового розряду постійного струму.
Текст
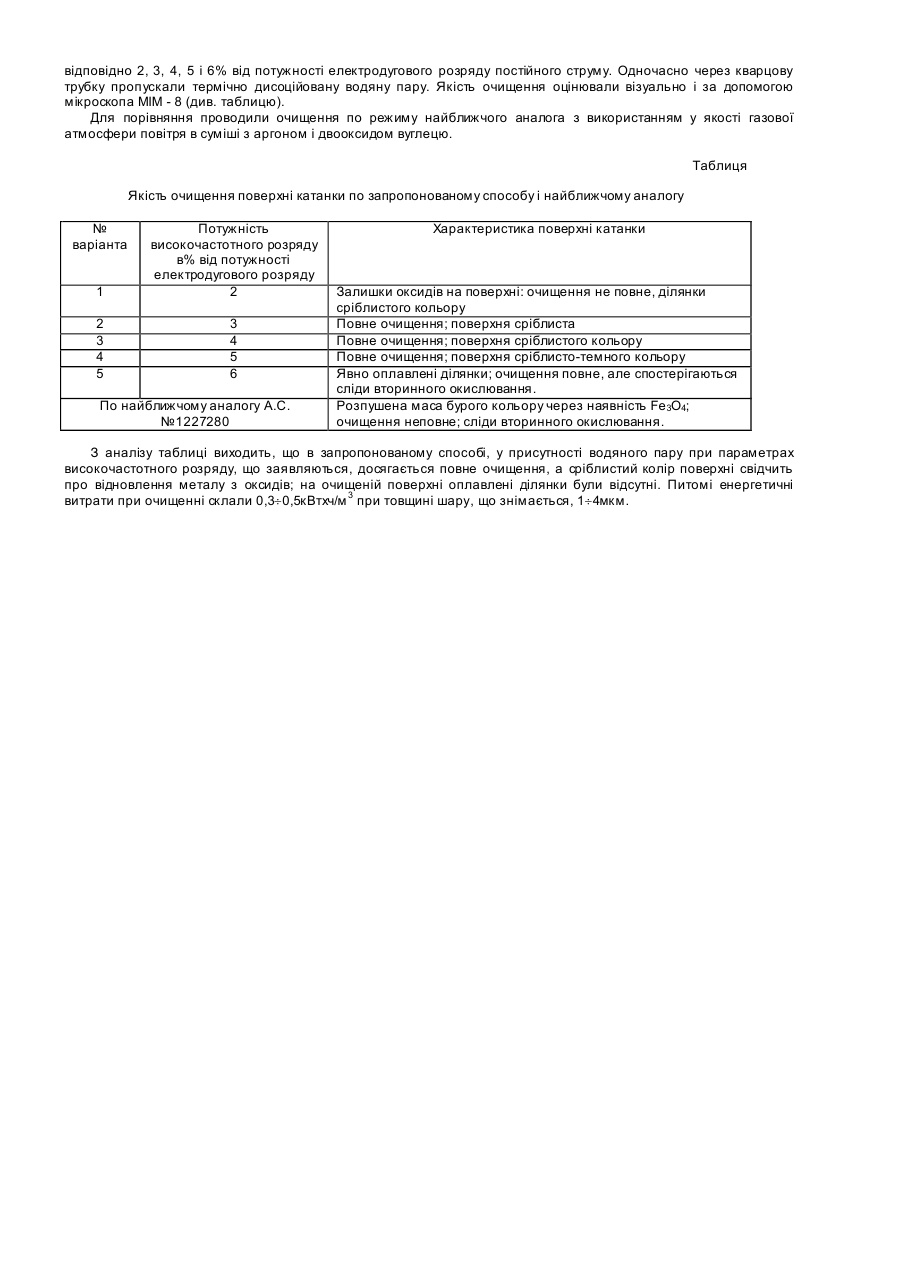
Винахід відноситься до галузі обробки поверхні металу, а більш конкретно до очищення поверхні прокату і дроту переважно від оксидів і може бути використаним при виробництві довгомірних каліброваних і комбінованих прутків і дроту перед нанесенням покрить і деформуванням на підприємствах чорної металургії й машинобудування. Відомий спосіб очищення від окалини поверхні катанки і дроту дугою дугового розряду, яка обертається під дією магнітного поля у вакуумі або при зниженому тиску порядку 10¸15мм рт. ст. (Ю.И. Коковихан. Технология проволочного производства К.: 1995. - 608 с. - С.181-182, рис. 25). Недоліком відомого способу є необхідність вакуум ування простору, де виробляється очищення катанки і дроту від окалини, мала швидкість видалення продуктів корозії, велика ймовірність вторинного окислювання, а також мала ефективність процесу очищення, обумовлена стохастичним протіканням процесу видалення оксидів. Відомий спосіб очищення поверхні металевих виробів, що включає пропущення виробу через наскрізну циліндричну порожнину індуктора і його нагрівання токами високої частоти, причому до індуктора підводять напругу в діапазоні частот, який відповідає ділянці частково прозорої для високочастотного поля плазми, у межах якої виникає й підтримується плазмовий розряд на поверхні, що очищується. При цьому в порожнині індуктора створюють потік газової атмосфери (А.С. СРСР №1227280, МПК4 В21В 45/04, бюл. №16, 30.04.86). Цей спосіб по технічній сутності є найбільш близьким до винаходу, що заявляється і тому прийнятий як найближчий аналог. Недоліком відомого способу за найближчим аналогом є те, що нагрівання виробів, завдяки чому і відбувається очищення, виробляється східчасто, а саме енергія високочастотного розряду спочатку розігріває гази (Аr, ВF3, СО2 та інші.), а потім плазма газів розігріває метал виробів. Це й обумовлює втрати енергії, яка йде на нагрівання газів. Крім того, використання газів, що містять Аr, ВF3, CO2, CH4, екологічно недоцільно, тому що вимагає додаткових пристроїв і заходів для очищення газової атмосфери. В основу винаходу, що заявляється, поставлена задача такого удосконалення способу очищення поверхні прокату, переважно від оксидів, що дозволило б зменшити втрати енергії при термічному нагріванні металу і підвищити екологічну безпеку за рахунок оптимізації співвідношення потужностей електродугового і високочастотного розрядів і використання хімічно неактивних газових інгредієнтів. Поставлена задача вирішується завдяки тому, що в способі очищення поверхні прокату, переважно від оксидів, за яким у газовій атмосфері виконують вплив на очищувачу поверхню плазмовим розрядом створеним електричною дугою постійного струму в термічно дисоційованій водяній парі. Одночасно з цим здійснюють вплив високочастотним розрядом струму потужністю, що становить 3-5% від потужності електродугового розряду постійного струму. Ознаками способу очищення поверхні прокату, переважно від оксидів, спільними з найближчим аналогом, є вплив на очищувану поверхню плазмовим розрядом у газовій атмосфері. Нові ознаки такі: плазмовий розряд здійснюють електричною дугою постійного струму в термічно дисоційованій водяному парі з одночасним впливом високочастотним розрядом струму потужність якого становить 3-5% від потужності електродугового розряду постійного струму. Завдяки новим ознакам досягаються наступні переваги: - зменшуються втрати енергії, тому що очищення, переважно від оксидів в електродуговому розряді з одночасним впливом високочастотного розряду обумовлюється сукупністю факторів, а саме: дією джерела тепла (дугового розряду постійного струму) на поверхні електрода-виробу, дією пондеромоторних сил електричного характеру, дією сил механічного характеру (ударної хвилі), дією сил хімічного характеру в присутності термічно дисоційованої водяного пари; - поліпшується екологічна обстановка, тому що дисоційований водяний пар створює екологічно чисту атмосферу в зоні обробляння металу, а, крім того, забезпечує винос продуктів ерозії із зони очищення, часткове відновлення металу з оксидів і запобігання вторинного окислювання, що у свою чергу, приводить до економії металу. При струмі високочастотного розряду потужністю менш 3% від потужності електродугового розряду постійного струму, не досягається рівень пондеромоторних сил, відповідальних за викидання розплавлених оксидів із поверхні виробу в середині імпульсу. При струмі високочастотного розряду потужністю більш 5% від потужності електродугового розряду постійного струму зростають втрати енергії на нагрівання високочастотної плазми, так, що ефективність обробки знижується. Спосіб очищення поверхні прокату переважно від оксидів, здійснюють так. На прокат з оксидами на поверхні, що рухається по осі пристрою для спільного впливу плазмою електродугового розряду постійного струму і високочастотним розрядом, одночасно впливають цими розрядами в термічно дисоційованому водяному парі. При цьому стр ум високочастотного розряду має потужність, яка становить 3¸5 від потужності електродугового розряду постійного струму. При цьому електричний удар, що приходиться на електроди у виді ефекту гальмування вільних електродів на аноді й іонів на катоді, створює на поверхні металу короткочасно діючі джерела тепла, розподілені в зонах обмежених розмірів. Нестаціонарний процес поширення тепла від цих джерел викликає локальне плавлення і частковий випар оксидів. Зв’язки оксидів із металом виробу на оброблюваних розрядом ділянках послабляються і під дією пондеромоторних сил і ударної хвилі розплавлені оксиди викидаються в міжелектродний простір, відкіля і виносяться парами води, які надходять туди, при високих температурах. При цих температурах у присутності дисоційованого водяного пару поверхня очищується й відновлюється. Температуру поверхневого нагрівання оксидних плівок регулюють часом перебування виробу у високотемпературній зоні, який коректують теплофізичними характеристиками джерел тепла та швидкістю р уху прокату через іонізовану високотемпературну зону. Приклад. Спосіб очищення поверхні прокату, переважно від оксидів, здійснювали в лабораторних умовах на експериментальній установці, яка дозволяє одержувати електродуговий розряд постійного струму потужністю 10кВт. Катанку діаметром 6,5мм зі сталі Св 08 (0,09%С, 0,49% Mn, 0,21% Si) у початковому гарячекатаному стані з оксидами на поверхні протягали для очищення через кварцову трубку діаметром 18мм, поміщену в індуктор з мідної трубки. На індуктор подавали струм високої частоти потужністю 0,2; 0,3; 0,4; 0,5; 0,6кВт, що склало відповідно 2, 3, 4, 5 і 6% від потужності електродугового розряду постійного струму. Одночасно через кварцову трубку пропускали термічно дисоційовану водяну пару. Якість очищення оцінювали візуально і за допомогою мікроскопа МІМ - 8 (див. таблицю). Для порівняння проводили очищення по режиму найближчого аналога з використанням у якості газової атмосфери повітря в суміші з аргоном і двооксидом вуглецю. Таблиця Якість очищення поверхні катанки по запропонованому способу і найближчому аналогу № варіанта 1 Потужність високочастотного розряду в% від потужності електродугового розряду 2 2 3 4 5 3 4 5 6 По найближчому аналогу А.С. №1227280 Характеристика поверхні катанки Залишки оксидів на поверхні: очищення не повне, ділянки сріблистого кольору Повне очищення; поверхня сріблиста Повне очищення; поверхня сріблистого кольору Повне очищення; поверхня сріблисто-темного кольору Явно оплавлені ділянки; очищення повне, але спостерігаються сліди вторинного окислювання. Розпушена маса бурого кольору через наявність Fе3O4; очищення неповне; сліди вторинного окислювання. З аналізу таблиці виходить, що в запропонованому способі, у присутності водяного пару при параметрах високочастотного розряду, що заявляються, досягається повне очищення, а сріблистий колір поверхні свідчить про відновлення металу з оксидів; на очищеній поверхні оплавлені ділянки були відсутні. Питомі енергетичні витрати при очищенні склали 0,3¸0,5кВтхч/м 3 при товщині шару, що знімається, 1¸4мкм.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cleaning the surface of rolled metal
Автори англійськоюMaksakov Anatolii Ivanovych, Alimov Valerii Ivanovych, Alymov Borys Dmytrovych, Kholiavchenko Leonid Tymofiiovych, Iliukhin Yevhen Yaroslavovych
Назва патенту російськоюСпособ очистки поверхности проката
Автори російськоюМаксаков Анатолий Иванович, Алимов Валерий Иванович, Алимов Борис Дмитриевич, Холявченко Леонид Тимофеевич, Илюхин Евгений Ярославович
МПК / Мітки
МПК: B21B 45/04
Мітки: поверхні, очищення, прокату, спосіб
Код посилання
<a href="https://ua.patents.su/2-68898-sposib-ochishhennya-poverkhni-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб очищення поверхні прокату</a>
Спосіб очищення внутрішньої поверхні труб від відкладень
Номер патенту: 33102
Опубліковано: 15.02.2001
Автори: Тодишев Валерій Якович, Завода Володимир Петрович
МПК: F28G 7/00, B08B 3/10, B08B 7/00
Мітки: очищення, труб, внутрішньої, поверхні, спосіб, відкладень
Текст:
...відкладень та, відповідно до цього, продуктивність процесу очи щення труб, а також довести повноту очищення до 90-100%• і Рішення поставленої задачі досягається тим , що у способі очищення внутрішньої поверхні труб від відкладень , що включає заповнення труби робочою рідиною та діяння на відкладення елек тричними розрядами, які формують канали розрядів у розрядному проміжку між введеними в трубу електродами позитивної та нега тивної...
Електродна система для очищення поверхні
Номер патенту: 43558
Опубліковано: 17.12.2001
Автори: Горошко Ігор Петрович, Мнухін Михайло Анатольович, Чередніченко Вікторія Вікторівна, Мнухін Анатолій Григорович, Насонов Сергій Володимирович, Ємельяненко Володимир Іванович
МПК: B08B 7/00
Мітки: електродна, очищення, система, поверхні
Формула / Реферат:
Електродна система для очищення поверхні, що містить приєднані до джерела постійного струму електроди, один з яких виконано у вигляді металевої трубки, у яку запресовано стержень, при цьому до поверхні приєднано один з електродів, яка відрізняється тим, що, як позитивний електрод використано металевий стержень, ізольований від трубки і виготовлений з двох частин, при цьому частина стержня, що розташована зовні трубки обладнана імпульсною...
Електродна система переважно для очищення внутрішньої поверхні трубопроводу
Номер патенту: 38766
Опубліковано: 15.05.2001
Автори: Меркулов Олег Миколайович, Ємельяненко Володимир Іванович, Мнухін Анатолій Григорович, Насонов Сергій Володимирович, Чередніченко Вікторія Вікторівна, Горошко Ігор Петрович, Мнухін Михайло Анатольович
МПК: B08B 9/02
Мітки: трубопроводу, переважно, внутрішньої, система, очищення, поверхні, електродна
Текст:
...працює таким чином. Електроди 1 разом з приєднаним до них кабелем 5 опускають униз, наприклад, у трубопровід шахтного водовідливу, який потребує очищення. Спочатку стрижні сколювача 3 знаходяться у неробочому положенні, тобто притиснуті до корпусу 2. Далі потік рідини, яка підіймається знизу повертає стрижні уверх до упору 4. При цьому пові льне спускання електродів 1 здійснюється доти, поки внутрішній діаметр Двн.тр тр убопроводу 6 з...
Спосіб очищення поверхні металевих виробів
Номер патенту: 51908
Опубліковано: 16.12.2002
Автор: Пастух Ігор Маркович
МПК: C23C 10/06, C23C 14/54
Мітки: спосіб, виробів, очищення, металевих, поверхні
Формула / Реферат:
Спосіб очищення поверхні металевих виробів, яке ведуть за рахунок катодного розпилення під дією електричного поля між виробом, котрий служить катодом, та корпусом камери, яка служить анодом, в розрідженій газовій атмосфері, який відрізняється тим, що після герметизації в розрядній камері створюють тиск порядку 1 Па, потім розрядну камеру наповнюють аргоном до тиску 1330 Па і знов відкачують до тиску 1,33 Па, а далі очистку ведуть в атмосфері...
Спосіб очищення внутрішньої поверхні труб від відкладень
Номер патенту: 48224
Опубліковано: 15.08.2002
Автори: Завода Володимир Петрович, Тодишев Валерій Якович, Дьогтев Юрій Ніконорович, Іщенко Жана Миколаївна
Мітки: внутрішньої, поверхні, спосіб, очищення, труб, відкладень
Формула / Реферат:
1. Спосіб очищення внутрішньої поверхні труб від відкладень, що включає заповнення труби робочою рідиною та діяння на відкладення електричними розрядами, які здійснюють між робочим стержнем з кінцевою частиною введеного в трубу електрода позитивної полярності, який поступово в ній переміщують, та трубою, що є електродом негативної полярності, який відрізняється тим, що кінцеву частину робочого стержня попередньо відгинають до утворення...
Попередній патент: Спосіб діагностики юнацького епіфізеолізу голівки стегнової кістки
Наступний патент: Пристрій для обробляння катанки з прокатного нагріву
Випадковий патент: Протезний елемент для стегнового протеза