Пристрій для обробляння катанки з прокатного нагріву
Номер патенту: 68899
Опубліковано: 16.08.2004
Автори: Маншилін Олександр Гейнійович, Феофілактов Андрій Вікторович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович
Формула / Реферат
Пристрій для обробляння катанки з прокатного нагріву, що містить виткоутворювач та електромагніт, який відрізняється тим, що він додатково оснащений розкривною напрямною трубою у вигляді зрізаного конуса, встановленою між виткоутворювачем та електромагнітом, а поверхню електромагніту, на яку укладаються витки, розташовано горизонтально.
Текст
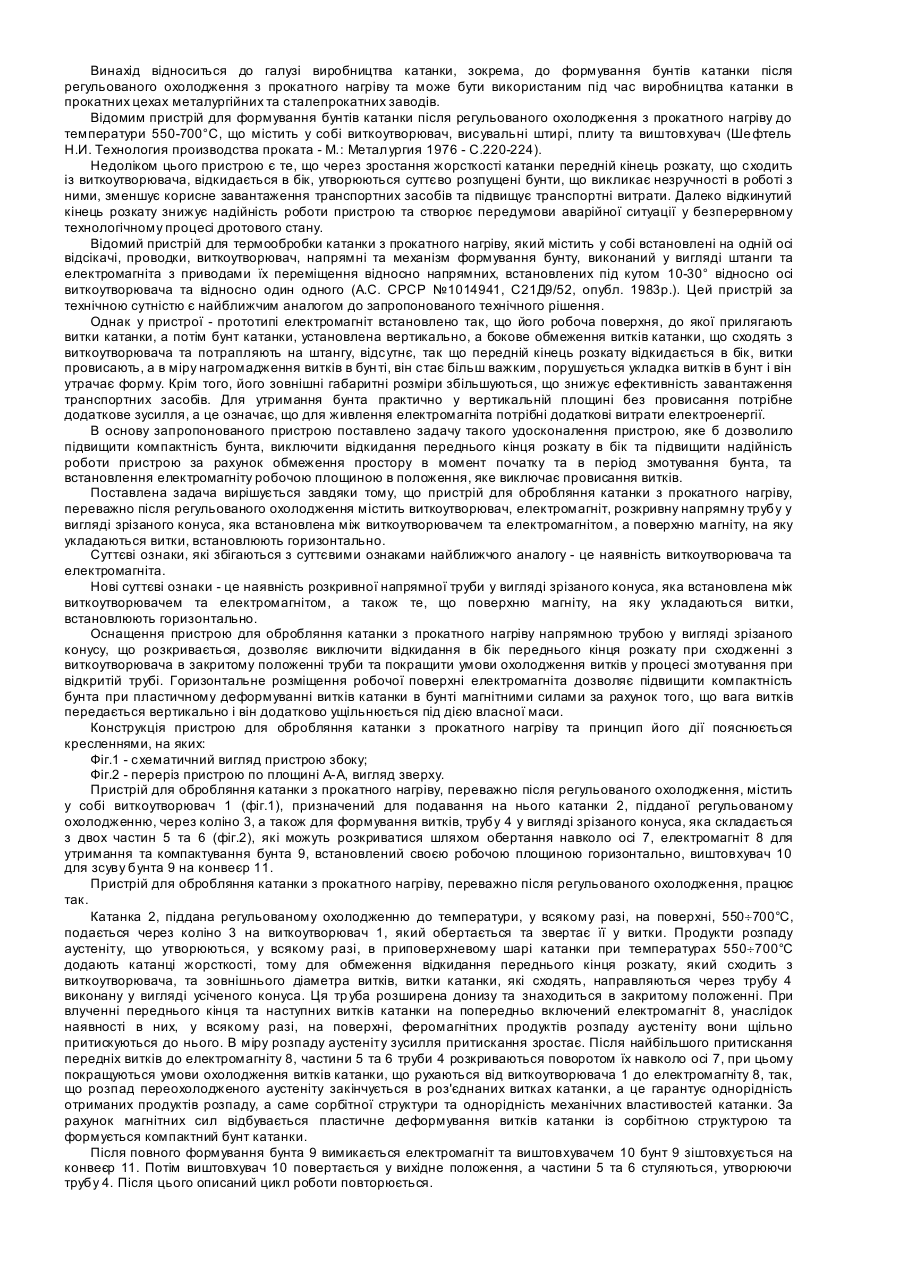
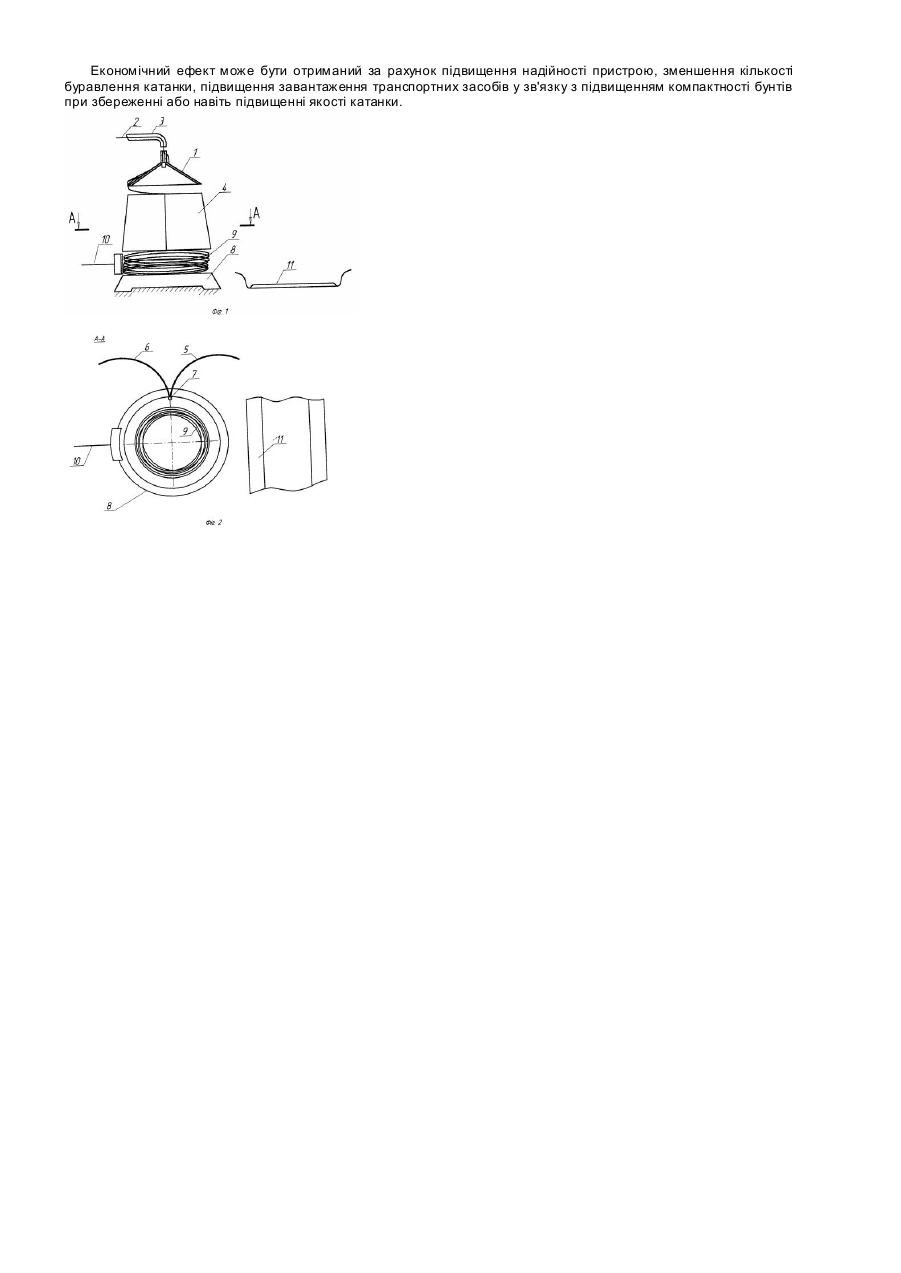
Винахід відноситься до галузі виробництва катанки, зокрема, до формування бунтів катанки після регульованого охолодження з прокатного нагріву та може бути використаним під час виробництва катанки в прокатних цехах металургійних та сталепрокатних заводів. Відомим пристрій для формування бунтів катанки після регульованого охолодження з прокатного нагріву до температури 550-700°С, що містить у собі виткоутворювач, висувальні штирі, плиту та виштовхувач (Ше фтель Н.И. Технология производства проката - М.: Металургия 1976 - C.220-224). Недоліком цього пристрою є те, що через зростання жорсткості катанки передній кінець розкату, що сходить із виткоутворювача, відкидається в бік, утворюються суттєво розпущені бунти, що викликає незручності в роботі з ними, зменшує корисне завантаження транспортних засобів та підвищує транспортні витрати. Далеко відкинутий кінець розкату знижує надійність роботи пристрою та створює передумови аварійної ситуації у безперервному технологічному процесі дротового стану. Відомий пристрій для термообробки катанки з прокатного нагріву, який містить у собі встановлені на одній осі відсікачі, проводки, виткоутворювач, напрямні та механізм формування бунту, виконаний у вигляді штанги та електромагніта з приводами їх переміщення відносно напрямних, встановлених під кутом 10-30° відносно осі виткоутворювача та відносно один одного (А.С. СРСР №1014941, С21Д9/52, опубл. 1983р.). Цей пристрій за технічною сутністю є найближчим аналогом до запропонованого технічного рішення. Однак у пристрої - прототипі електромагніт встановлено так, що його робоча поверхня, до якої прилягають витки катанки, а потім бунт катанки, установлена вертикально, а бокове обмеження витків катанки, що сходять з виткоутворювача та потрапляють на штангу, відсутнє, так що передній кінець розкату відкидається в бік, витки провисають, а в міру нагромадження витків в бун ті, він стає більш важким, порушується укладка витків в бунт і він утрачає форму. Крім того, його зовнішні габаритні розміри збільшуються, що знижує ефективність завантаження транспортних засобів. Для утримання бунта практично у вертикальній площині без провисання потрібне додаткове зусилля, а це означає, що для живлення електромагніта потрібні додаткові витрати електроенергії. В основу запропонованого пристрою поставлено задачу такого удосконалення пристрою, яке б дозволило підвищити компактність бунта, виключити відкидання переднього кінця розкату в бік та підвищити надійність роботи пристрою за рахунок обмеження простору в момент початку та в період змотування бунта, та встановлення електромагніту робочою площиною в положення, яке виключає провисання витків. Поставлена задача вирішується завдяки тому, що пристрій для обробляння катанки з прокатного нагріву, переважно після регульованого охолодження містить виткоутворювач, електромагніт, розкривну напрямну трубу у вигляді зрізаного конуса, яка встановлена між виткоутворювачем та електромагнітом, а поверхню магніту, на яку укладаються витки, встановлюють горизонтально. Суттєві ознаки, які збігаються з суттєвими ознаками найближчого аналогу - це наявність виткоутворювача та електромагніта. Нові суттєві ознаки - це наявність розкривної напрямної труби у вигляді зрізаного конуса, яка встановлена між виткоутворювачем та електромагнітом, а також те, що поверхню магніту, на яку укладаються витки, встановлюють горизонтально. Оснащення пристрою для обробляння катанки з прокатного нагріву напрямною трубою у вигляді зрізаного конусу, що розкривається, дозволяє виключити відкидання в бік переднього кінця розкату при сходженні з виткоутворювача в закритому положенні труби та покращити умови охолодження витків у процесі змотування при відкритій трубі. Горизонтальне розміщення робочої поверхні електромагніта дозволяє підвищити компактність бунта при пластичному деформуванні витків катанки в бунті магнітними силами за рахунок того, що вага витків передається вертикально і він додатково ущільнюється під дією власної маси. Конструкція пристрою для обробляння катанки з прокатного нагріву та принцип його дії пояснюється кресленнями, на яких: Фіг.1 - схематичний вигляд пристрою збоку; Фіг.2 - переріз пристрою по площині А-А, вигляд зверху. Пристрій для обробляння катанки з прокатного нагріву, переважно після регульованого охолодження, містить у собі виткоутворювач 1 (фіг.1), призначений для подавання на нього катанки 2, підданої регульованому охолодженню, через коліно 3, а також для формування витків, трубу 4 у вигляді зрізаного конуса, яка складається з двох частин 5 та 6 (фіг.2), які можуть розкриватися шляхом обертання навколо осі 7, електромагніт 8 для утримання та компактування бунта 9, встановлений своєю робочою площиною горизонтально, виштовхувач 10 для зсуву бунта 9 на конвеєр 11. Пристрій для обробляння катанки з прокатного нагріву, переважно після регульованого охолодження, працює так. Катанка 2, піддана регульованому охолодженню до температури, у всякому разі, на поверхні, 550¸700°С, подається через коліно 3 на виткоутворювач 1, який обертається та звертає її у витки. Продукти розпаду аустеніту, що утворюються, у всякому разі, в приповерхневому шарі катанки при температурах 550¸700°С додають катанці жорсткості, тому для обмеження відкидання переднього кінця розкату, який сходить з виткоутворювача, та зовнішнього діаметра витків, витки катанки, які сходять, направляються через трубу 4 виконану у вигляді усіченого конуса. Ця тр уба розширена донизу та знаходиться в закритому положенні. При влученні переднього кінця та наступних витків катанки на попередньо включений електромагніт 8, унаслідок наявності в них, у всякому разі, на поверхні, феромагнітних продуктів розпаду аустеніту вони щільно притискуються до нього. В міру розпаду аустеніту зусилля притискання зростає. Після найбільшого притискання передніх витків до електромагніту 8, частини 5 та 6 труби 4 розкриваються поворотом їх навколо осі 7, при цьому покращуються умови охолодження витків катанки, що рухаються від виткоутворювача 1 до електромагніту 8, так, що розпад переохолодженого аустеніту закінчується в роз'єднаних витках катанки, а це гарантує однорідність отриманих продуктів розпаду, а саме сорбітної структури та однорідність механічних властивостей катанки. За рахунок магнітних сил відбувається пластичне деформування витків катанки із сорбітною структурою та формується компактний бунт катанки. Після повного формування бунта 9 вимикається електромагніт та виштовхувачем 10 бунт 9 зіштовхується на конвеєр 11. Потім виштовхувач 10 повертається у вихідне положення, а частини 5 та 6 стуляються, утворюючи трубу 4. Після цього описаний цикл роботи повторюється. Економічний ефект може бути отриманий за рахунок підвищення надійності пристрою, зменшення кількості буравлення катанки, підвищення завантаження транспортних засобів у зв'язку з підвищенням компактності бунтів при збереженні або навіть підвищенні якості катанки.
ДивитисяДодаткова інформація
Назва патенту англійськоюAppliance for rolled wire of rolled metal heating treatment
Автори англійськоюKukuj Davyd Penkhusovych, Kukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Manshylin Oleksandr Heiniiovych, Feofilaktov Andrii Viktorovych, Korin Andrii Oleksandrovych
Назва патенту російськоюУстройство для обработки катанки из прокатного нагрева
Автори російськоюКукуй Давид Пенхусович, Маншилин Александр Гейниевич, Феофилактов Андрей Викторович, Коринь Андрей Александрович
МПК / Мітки
МПК: C21D 1/02
Мітки: катанки, обробляння, нагріву, прокатного, пристрій
Код посилання
<a href="https://ua.patents.su/2-68899-pristrijj-dlya-obroblyannya-katanki-z-prokatnogo-nagrivu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробляння катанки з прокатного нагріву</a>
Спосіб формування бунта катанки і пристрій для його здійснення
Номер патенту: 66956
Опубліковано: 15.06.2004
Автор: Нєкіпєлов Владімір Станіславовіч
МПК: B21C 47/02
Мітки: формування, здійснення, катанки, пристрій, спосіб, бунта
Формула / Реферат:
1. Спосіб формування бунта катанки, що включає безупинну подачу катанки через проводку, формування витків на криволінійній увігнутій поверхні і укладання їх горизонтальними шарами по висоті бунта, який відрізняється тим, що подачу катанки ведуть із швидкістю 35-300 м/с, відхиляють катанку на виході з проводки під кутом 15-80° до осі обертання для подачі катанки на криволінійну увігнуту поверхню і формують витки перемінного діаметра шляхом...
Спосіб обробляння катанки в потоці прокатування
Номер патенту: 41090
Опубліковано: 16.08.2004
Автори: Онищенко Сергій Олександрович, Туник Олег Анатолійович, Корінь Андрій Олександрович, Теряєв Олександр Митрофанович, Труханов Сергій Вадимович
МПК: C21D 8/06
Мітки: потоці, спосіб, прокатування, катанки, обробляння
Формула / Реферат:
Спосіб обробляння катанки в потоці прокатування, за яким нагрівають заготівку перед прокатуванням зі зміною хімічного складу приповерхневого шару, проводять її багаторазове дробове деформування і прискорене охолоджування з проміжним вирівнюванням температури, який відрізняється тим, що нагрівання перед прокатуванням виконують у зневуглецювальному середовищі до одержання 0,05-0,10% мас. вуглецю на глибину 1/40-1/50 товщини заготівки,...
Рольганг-кантувач прокатного стану
Номер патенту: 34645
Опубліковано: 15.03.2001
Автори: Брехов Євген Володимирович, Гребенюк Надія Павлівна, Плотников Володимир Олександрович, Васільєв Юрій Андрійович
МПК: B21B 39/14
Мітки: прокатного, рольганг-кантувач, стану
Формула / Реферат:
Рольганг-кантувач прокатного стану, що містить в собі раму з циліндричними роликами, механізм перевертання рами та механізм, призначений зафіксувати палету з бунтом дроту, який відрізняться тим, що рольганг-кантувач оснащений важелем, шарнірно з'єднаним з рамою через ланцюг змінної довжини та розміщений по осі зафіксованої палети, при цьому один кінець важеля шарнірно з'єднаний з приводом повороту важеля, а другий - виконано з можливістю...
Спосіб обробки катанки для високоміцного дроту
Номер патенту: 35517
Опубліковано: 15.03.2001
Автори: Алімов Валерій Іванович, Корінь Андрій Олександрович, Максаков Анатолій Іванович, Кукуй Давид Пенхусович, Маншилін Олександр Гейнійович
МПК: C21D 9/52
Мітки: катанки, високоміцного, обробки, дроту, спосіб
Формула / Реферат:
Спосіб обробки катанки для високоміцного дроту, за яким здійснюють прискорене охолоджування катанки з прокатного нагрівання і наступну її термічну обробку, який відрізняється тим, що при термічній обробці нагрівають катанку для аустенітизації на глибину 0,2+0,8 мм, а потім охолоджують зі швидкостями 5+10°C/c до температур 600+550°С.
Спосіб обробки катанки для виробництва високоміцного дроту
Номер патенту: 35517
Опубліковано: 15.12.2003
Автори: Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Алімов Валерій Іванович, Маншилін Олександр Гейнійович, Максаков Анатолій Іванович
МПК: C21D 9/52
Мітки: високоміцного, дроту, виробництва, спосіб, катанки, обробки
Формула / Реферат:
Спосіб обробки катанки для високоміцного дроту, за яким здійснюють прискорене охолоджування катанки з прокатного нагрівання і наступну її термічну обробку, який відрізняється тим, що при термічній обробці нагрівають катанку для аустенітизації на глибину 0,2+0,8 мм, а потім охолоджують зі швидкостями 5+10°C/c до температур 600+550°С.
Попередній патент: Спосіб очищення поверхні прокату
Наступний патент: Подільник частоти синусоїдальних коливань у парну кількість разів
Випадковий патент: Амортизаційно-натяжний механізм гусениці транспортного засобу