Пристрій для регулювання потужності в зоні наплавлення
Номер патенту: 68940
Опубліковано: 16.08.2004
Автори: Письменний Олександр Семенович, Шаблій Олег Миколайович, Пулька Чеслав Вікторович

Формула / Реферат
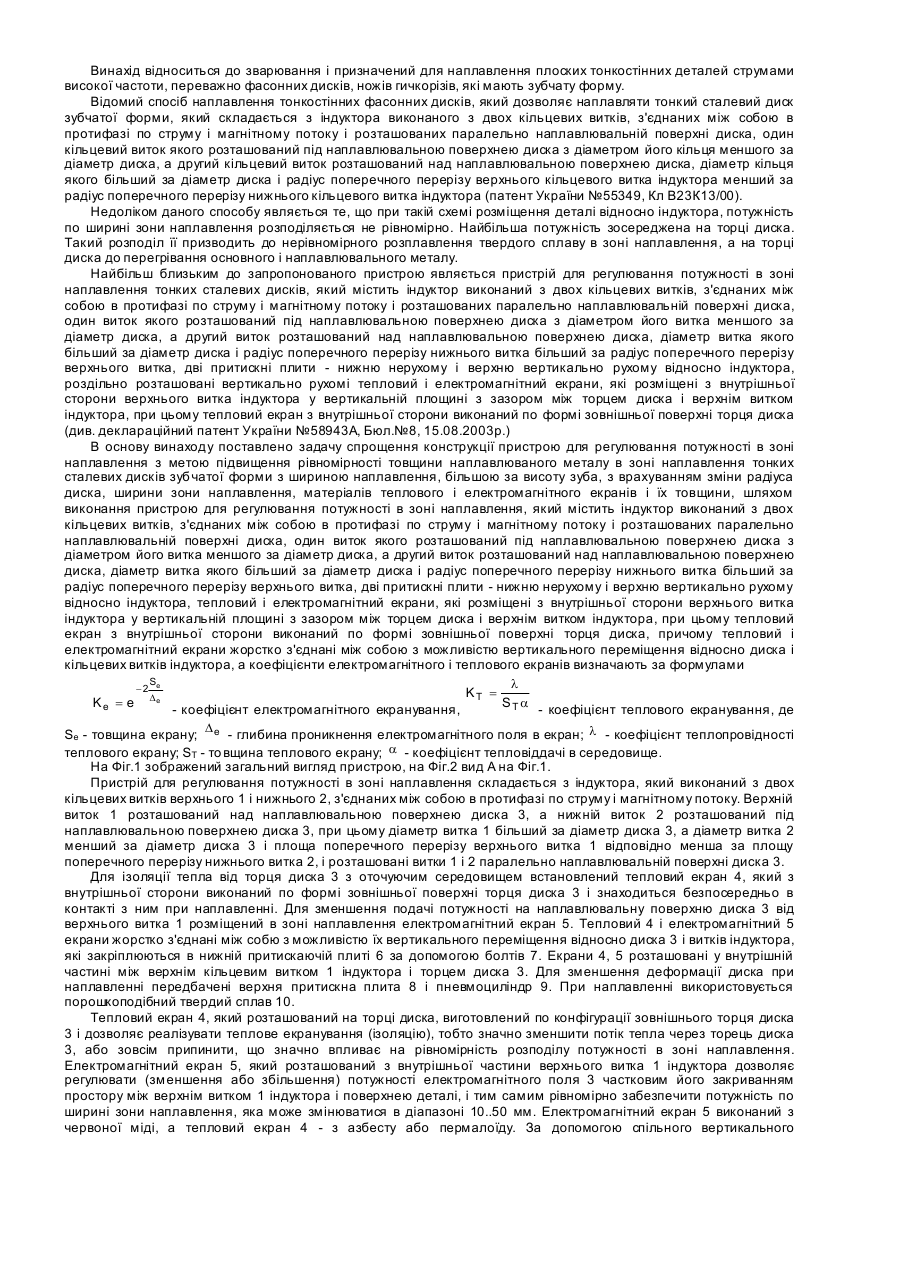
Пристрій для регулювання потужності в зоні наплавлення, який містить індуктор, виконаний з двох кільцевих витків, з'єднаних між собою в протифазі по струму і магнітному потоку і розташованих паралельно наплавлювальній поверхні диска, один виток якого розташований під наплавлювальною поверхнею диска з діаметром його витка, меншим за діаметр диска, а другий виток розташований над наплавлювальною поверхнею диска, діаметр витка якого більший за діаметр диска і радіус поперечного перерізу нижнього витка більший за радіус поперечного перерізу верхнього витка, дві притискні плити - нижню нерухому і верхню вертикально рухому відносно індуктора, тепловий і електромагнітний екрани, які розміщені з внутрішньої сторони верхнього витка індуктора у вертикальній площині з зазором між торцем диска і верхнім витком індуктора, при цьому тепловий екран з внутрішньої сторони виконаний по формі зовнішньої поверхні торця диска, який відрізняється тим, що тепловий і електромагнітний екрани жорстко з'єднані між собою з можливістю вертикального переміщення відносно диска і кільцевих витків індуктора, а коефіцієнти електромагнітного і теплового екранів визначають за формулами:
![]() - коефіцієнт електромагнітного екранування,
- коефіцієнт електромагнітного екранування,
![]() - коефіцієнт теплового екранування,
- коефіцієнт теплового екранування,
де ![]() - товщина екрана;
- товщина екрана;
![]() - глибина проникнення електромагнітного поля в екран;
- глибина проникнення електромагнітного поля в екран;
![]() - коефіцієнт теплопровідності теплового екрана;
- коефіцієнт теплопровідності теплового екрана;
![]() - товщина теплового екрана;
- товщина теплового екрана;
![]() - коефіцієнт тепловіддачі в середовище.
- коефіцієнт тепловіддачі в середовище.
Текст
Винахід відноситься до зварювання і призначений для наплавлення плоских тонкостінних деталей струмами високої частоти, переважно фасонних дисків, ножів гичкорізів, які мають зубчату форму. Відомий спосіб наплавлення тонкостінних фасонних дисків, який дозволяє наплавляти тонкий сталевий диск зубчатої форми, який складається з індуктора виконаного з двох кільцевих витків, з'єднаних між собою в протифазі по струму і магнітному потоку і розташованих паралельно наплавлювальній поверхні диска, один кільцевий виток якого розташований під наплавлювальною поверхнею диска з діаметром його кільця меншого за діаметр диска, а другий кільцевий виток розташований над наплавлювальною поверхнею диска, діаметр кільця якого більший за діаметр диска і радіус поперечного перерізу верхнього кільцевого витка індуктора менший за радіус поперечного перерізу нижнього кільцевого витка індуктора (патент України №55349, Кл В23К13/00). Недоліком даного способу являється те, що при такій схемі розміщення деталі відносно індуктора, потужність по ширині зони наплавлення розподіляється не рівномірно. Найбільша потужність зосереджена на торці диска. Такий розподіл її призводить до нерівномірного розплавлення твердого сплаву в зоні наплавлення, а на торці диска до перегрівання основного і наплавлювального металу. Найбільш близьким до запропонованого пристрою являється пристрій для регулювання потужності в зоні наплавлення тонких сталевих дисків, який містить індуктор виконаний з двох кільцевих витків, з'єднаних між собою в протифазі по струму і магнітному потоку і розташованих паралельно наплавлювальній поверхні диска, один виток якого розташований під наплавлювальною поверхнею диска з діаметром його витка меншого за діаметр диска, а другий виток розташований над наплавлювальною поверхнею диска, діаметр витка якого більший за діаметр диска і радіус поперечного перерізу нижнього витка більший за радіус поперечного перерізу верхнього витка, дві притискні плити - нижню нерухому і верхню вертикально рухому відносно індуктора, роздільно розташовані вертикально рухомі тепловий і електромагнітний екрани, які розміщені з внутрішньої сторони верхнього витка індуктора у вертикальній площині з зазором між торцем диска і верхнім витком індуктора, при цьому тепловий екран з внутрішньої сторони виконаний по формі зовнішньої поверхні торця диска (див. деклараційний патент України №58943А, Бюл.№8, 15.08.2003p.) В основу винаходу поставлено задачу спрощення конструкції пристрою для регулювання потужності в зоні наплавлення з метою підвищення рівномірності товщини наплавлюваного металу в зоні наплавлення тонких сталевих дисків зубчатої форми з шириною наплавлення, більшою за висоту зуба, з врахуванням зміни радіуса диска, ширини зони наплавлення, матеріалів теплового і електромагнітного екранів і їх товщини, шляхом виконання пристрою для регулювання потужності в зоні наплавлення, який містить індуктор виконаний з двох кільцевих витків, з'єднаних між собою в протифазі по струму і магнітному потоку і розташованих паралельно наплавлювальній поверхні диска, один виток якого розташований під наплавлювальною поверхнею диска з діаметром його витка меншого за діаметр диска, а другий виток розташований над наплавлювальною поверхнею диска, діаметр витка якого більший за діаметр диска і радіус поперечного перерізу нижнього витка більший за радіус поперечного перерізу верхнього витка, дві притискні плити - нижню нерухому і верхню вертикально рухому відносно індуктора, тепловий і електромагнітний екрани, які розміщені з внутрішньої сторони верхнього витка індуктора у вертикальній площині з зазором між торцем диска і верхнім витком індуктора, при цьому тепловий екран з внутрішньої сторони виконаний по формі зовнішньої поверхні торця диска, причому тепловий і електромагнітний екрани жорстко з'єднані між собою з можливістю вертикального переміщення відносно диска і кільцевих витків індуктора, а коефіцієнти електромагнітного і теплового екранів визначають за формулами S l -2 e KT = De Ke = e S T a - коефіцієнт теплового екранування, де - коефіцієнт електромагнітного екранування, Se - товщина екрану; D e - глибина проникнення електромагнітного поля в екран; l - коефіцієнт теплопровідності теплового екрану; ST - то вщина теплового екрану; a - коефіцієнт тепловіддачі в середовище. На Фіг.1 зображений загальний вигляд пристрою, на Фіг.2 вид А на Фіг.1. Пристрій для регулювання потужності в зоні наплавлення складається з індуктора, який виконаний з двох кільцевих витків верхнього 1 і нижнього 2, з'єднаних між собою в протифазі по струму і магнітному потоку. Верхній виток 1 розташований над наплавлювальною поверхнею диска 3, а нижній виток 2 розташований під наплавлювальною поверхнею диска 3, при цьому діаметр витка 1 більший за діаметр диска 3, а діаметр витка 2 менший за діаметр диска 3 і площа поперечного перерізу верхнього витка 1 відповідно менша за площу поперечного перерізу нижнього витка 2, і розташовані витки 1 і 2 паралельно наплавлювальній поверхні диска 3. Для ізоляції тепла від торця диска 3 з оточуючим середовищем встановлений тепловий екран 4, який з внутрішньої сторони виконаний по формі зовнішньої поверхні торця диска 3 і знаходиться безпосередньо в контакті з ним при наплавленні. Для зменшення подачі потужності на наплавлювальну поверхню диска 3 від верхнього витка 1 розміщений в зоні наплавлення електромагнітний екран 5. Тепловий 4 і електромагнітний 5 екрани жорстко з'єднані між собю з можливістю їх вертикального переміщення відносно диска 3 і витків індуктора, які закріплюються в нижній притискаючій плиті 6 за допомогою болтів 7. Екрани 4, 5 розташовані у внутрішній частині між верхнім кільцевим витком 1 індуктора і торцем диска 3. Для зменшення деформації диска при наплавленні передбачені верхня притискна плита 8 і пневмоциліндр 9. При наплавленні використовується порошкоподібний твердий сплав 10. Тепловий екран 4, який розташований на торці диска, виготовлений по конфігурації зовнішнього торця диска 3 і дозволяє реалізувати теплове екранування (ізоляцію), тобто значно зменшити потік тепла через торець диска 3, або зовсім припинити, що значно впливає на рівномірність розподілу потужності в зоні наплавлення. Електромагнітний екран 5, який розташований з внутрішньої частини верхнього витка 1 індуктора дозволяє регулювати (зменшення або збільшення) потужності електромагнітного поля 3 частковим його закриванням простору між верхнім витком 1 індуктора і поверхнею деталі, і тим самим рівномірно забезпечити потужність по ширині зони наплавлення, яка може змінюватися в діапазоні 10..50 мм. Електромагнітний екран 5 виконаний з червоної міді, а тепловий екран 4 - з азбесту або пермалоїду. За допомогою спільного вертикального переміщення електромагнітного 5 і теплового 4 екранів здійснюється регулювання потужності по ширині зони наплавлення. В залежності від радіуса диска і ширини зони наплавлення, а також матеріалів, з яких виготовляються тепловий і електромагнітний екрани, дозволяють вибирати і визначати оптимальні значення коефіцієнтів електромагнітного Кe і теплового ΚT екранування за формулами: S l -2 e KT = De Ke = e ST a i де Se - товщина екрану; De - глибина проникнення електромагнітного поля в екран; λ - коефіцієнт теплопровідності теплового екрану; ST - товщина теплового екрану; a - коефіцієнт тепловіддачі в середовище при відсутності теплового екрану, які можуть змінюватися в межах від 0 до 1. Пристрій працює наступним чином. Спочатку засипають стійкий проти спрацювання порошкоподібний сплав 10 на поверхню диска 3, яка підлягає наплавленню, на відповідну товщин у і ширину за допомогою окремого пристрою, який на фіг. не показаний. Потім за допомогою спеціального механізму, який теж не показаний на фіг. подають його на нижню плиту 6. Попередньо кільцеві витки індуктора 1 і 2 і електромагнітний екран 5, а також тепловий екран 4 відрегульовані на відповідну ширину зони наплавлення, яка може змінюватися для прикладу від 10...50мм. Після цього, за допомогою пневмоприводу 9, опускають верхню притискну плиту 8. При подачі струмів високої частоти (СВЧ) на індуктор, яка на фіг. не показана, здійснюється одночасне наплавлення диска 3 по всій його робочій поверхні. Після наплавлення відбувається вертикальне переміщення верхньої притискної плити 8 вверх і диск 3 з допомогою спеціального механізму, подається в тару для наступного оброблення, наприклад заточування. І так цикл роботи пристрою повторюється. Таким чином, за допомогою одночасного використання як теплового так і електромагнітного екранів досягається рівномірний розподіл потужності по ширині зони наплавлення, що дозволяє підвищити рівномірність товщини наплавлюваного металу по всій робочій поверхні диска на 12%, економити електроенергію на 10...15% за рахунок скорочення часу наплавлення диска з 32с до 22с і ліквідувати перегрівання торця диска і наплавлюваного металу в порівнянні з нагрівальною системою без екранування теплових і електромагнітних полів. Крім того, за допомогою формул підбирання величини коефіцієнтів теплового і електромагнітного екранів з таким розрахунком, щоб в зоні наплавлення здійснювалось рівномірне нагрівання поверхні диска в зоні наплавлення, оскільки при індукційному наплавленні порошкоподібний твердий сплав розплавляється від поверхні основного металу. За допомогою даного пристрою можна конструювати нагрівальну систему, яка включає індуктор, тепловий і електромагнітний екрани для наплавлення тонких дисків зубчатої форми довільних діаметрів і ширини зони наплавлення виходячи з потреб технології, досягаючи при цьому вищеперераховані техніко-економічні показники. Заміна двох приводів переміщення екранів на один привід дозволяє упростити конструкцію пристрою в цілому.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for power adjustment in the surfacing area
Автори англійськоюShablii Oleh Mykolaiovych, Pulka Cheslav Viktorovych, Pysmennyi Oleksandr Semenovych
Назва патенту російськоюУстройства для регулировки мощности в зоне наплавки
Автори російськоюШаблий Олег Николаевич, Пулька Чеслав Викторович, Письменный Александр Семенович
МПК / Мітки
МПК: B23K 13/00
Мітки: зони, пристрій, наплавлення, потужності, регулювання
Код посилання
<a href="https://ua.patents.su/2-68940-pristrijj-dlya-regulyuvannya-potuzhnosti-v-zoni-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для регулювання потужності в зоні наплавлення</a>
Пристрій для регулювання потужності в зоні наплавлення

Номер патенту: 58943
Опубліковано: 15.08.2003
Автори: Михайлишин Михайло Стахович, Шаблій Олег Миколайович, Письменний Олександр Семенович, Пулька Марія Чеславівна, Пулька Чеслав Вікторович
МПК: B23K 13/00
Мітки: пристрій, наплавлення, регулювання, зони, потужності
Формула / Реферат:
1. Пристрій для регулювання потужності в зоні наплавлення, який містить індуктор, виконаний з двох кільцевих витків, з'єднаних між собою в протифазі по струму і магнітному потоку і розташованих паралельно наплавлювальній поверхні диска, один кільцевий виток якого розташований під наплавлювальною поверхнею диска з діаметром його кільця, меншим за діаметр диска, а другий кільцевий виток розташований над наплавлювальною поверхнею диска, діаметр...
Пристрій для регулювання потужності в електродугових печах
Номер патенту: 50322
Опубліковано: 15.10.2002
Автори: Паранчук Ярослав Степанович, Лозинський Орест Юліанович, Марущак Ярослав Юрійович, Кушнір Андрій Петрович
МПК: H05B 7/148
Мітки: електродугових, печах, пристрій, регулювання, потужності
Формула / Реферат:
Пристрій для регулювання потужності в електродугових печах, що містить у колі регулювання кожної фази давач напруги дуги, давач струму дуги, виходи яких сполучені зі входами блока порівняння, вихід якого під'єднаний до входу підсилювача, а вихід останнього сполучений зі входом механізму переміщення електрода, блок регулювання струму дуги, до входів якого під'єднані виходи давача і задавача струму дуги, вхід задавача струму дуги сполучений з...
Пристрій для регулювання потужності
Номер патенту: 12918
Опубліковано: 28.02.1997
Автори: Сіренко Сергій Миколайович, Суботін Володимир Анатолійович
Мітки: пристрій, потужності, регулювання
Формула / Реферат:
(57) Устройство для регулирования мощности, содержащее тиристорный коммутирующий блок, включенный между выводами, предназначенными для последовательного подключения сети переменного тока и нагрузки, формирователь тактовых импульсов, входы которого подключены к той же сети переменного тока, что и нагрузка, блок задания мощности, N выходов которого подключены к N установочным входам велителя частоты с переменным коэффициентом деления,...
Пристрій для регулювання потужності
Номер патенту: 25558
Опубліковано: 30.10.1998
Автор: Дудік Віктор Степанович
Мітки: потужності, регулювання, пристрій
Формула / Реферат:
Пристрій для регулювання потужності, який містить програмований подільник частоти, тактовий вхід якого зв'язаний з формувачем імпульсів подвоєної частоти напруги мережі, а керуючий вхід - з виходом регістра задатчика, вихід подільника частоти зв'язаний з входом транзисторного ключа, вихід якого під'єднаний до входу оптотиристорного комутаційного вузла, у вихідне коло якого ввімкнутий нагрівач, який відрізняється тим, що він додатково містить...
Пристрій регулювання потужності
Номер патенту: 36239
Опубліковано: 16.04.2001
Автори: Трунова Ірина Михайлівна, Савченко Петро Ілліч
МПК: H02J 3/18
Мітки: пристрій, потужності, регулювання
Текст:
...до нуля і він закривається. До того ж моменту часу змінюється полярність напруги на конденсаторі 4.1 і діод 9.1 зміщується в прямому напрямку, і з моменту часу t 3 до моменту часу t5, (фіг. 2а, б) в первинній обмотці формується від'ємна полухвиля струм у від розряду конденсатору 4.1. В момент часу t5 , стр ум крізь діод 9.1 знижується до нуля і на цьому коливальний розряд конденсатору 4.1 на протязі одного періоду закінчується. В цей...
Попередній патент: Рама причіпного обприскувача
Наступний патент: Спосіб проведення анестезії
Випадковий патент: Двигун постійного струму з неявнополюсним статором