Спосіб одержання біметалічної безперервнолитої заготовки
Номер патенту: 69114
Опубліковано: 16.08.2004
Автори: Герасименко Віктор Григорьєвич, Тітова Тамара Михайлівна, Большаков Вадим Іванович, Тубольцев Леонід Григорьєвич
Формула / Реферат
Спосіб одержання біметалічної безперервнолитої заготовки, що включає заливання в перший кристалізатор металу або сплаву одного складу, витягування отриманої заготовки в інший кристалізатор при одночасній подачі в нього металу або сплаву іншого складу з наступним витягуванням отриманої біметалічної заготовки в зону вторинного охолодження, який відрізняється тим, що біметалічну заготовку в зоні вторинного охолодження піддають диференційованому обтисненню по всій довжині з попереднім обтисненням у зоні контакту шарів.
Текст
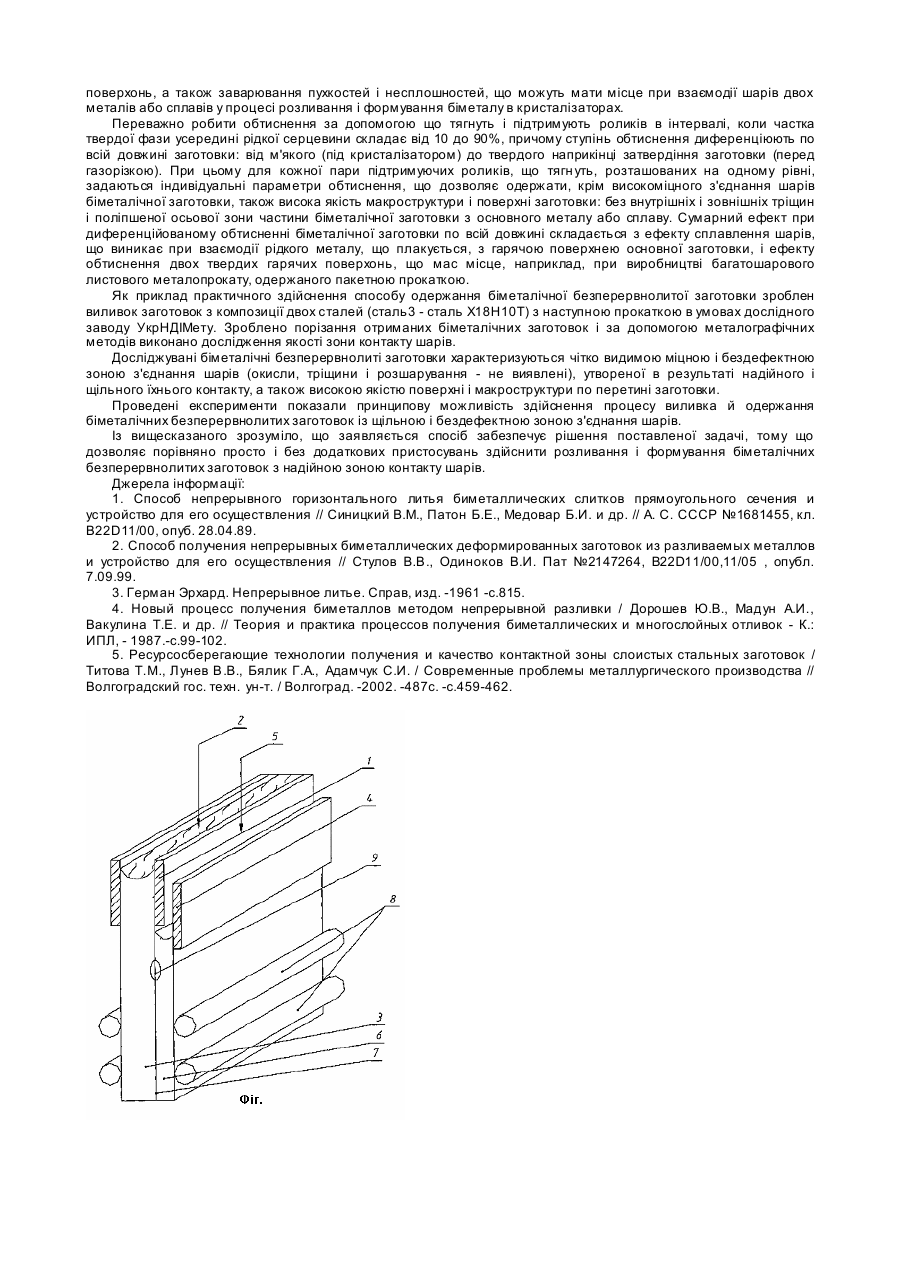
Винахід відноситься до галузі чорної і кольорової металургії, зокрема, безперервного лиття металів і сплавів і може бути використаним для одержання біметалічної безперервнолитої заготовки. Відомий спосіб одержання біметалічної безперервнолитої заготовки [1], згідно з яким розливку, наприклад, звичайної і нержавіючої сталі здійснюють у два розташовані поруч кристалізатори на машині горизонтального лиття біметалічних заготовок прямокутного перетину. Після формування заготовки з основного металу в першому кристалізаторі її витягають у другий кристалізатор, куди подають інший метал, який формує шар, що плакується, при статичному тиску, який складає 0,5-2,0 статичного тиску основного металу. Після сплавки шарів роблять витягування отриманої біметалічної заготовки. Недоліком відомого способу є те, що при подачі металу, що плакує, для сплавки з основним металом можливий прорив корки заготовки з основного металу, унаслідок гідравлічного удару подаваного металу об тонку і неміцну корку основної заготовки, що може бути причиною зупинки роботи машини безперервного лиття біметалічних заготовок, Відомий спосіб одержання безперервнолитих біметалічних деформованих заготовок [2], відповідно до якого заливання металів або сплавів двох різних складів, до одержання заготовок визначеної довжини, роблять у комбінований кристалізатор, виконаний з першою парою вертикальних стінок і другою парою стінок з похилими верхніми і вертикальною нижньою ділянками. При цьому першій парі стінок повідомляють зворотно-поступальний рух, а другій парі стінок - обертальний рух. Перед заливанням другого металу рівень заливання першого металу доводять до максимального значення з припиненням його подачі і видавлюванням рідкого металу в напрямку розливання з оголенням корки заготовки уздовж стінок другої пари з похилою верхньою ділянкою, потім у простір між коркою здійснюють заливання другого металу з наступним додатковим обтисненням двох металевих шарів. Недоліками способу є те хнічно складна конструкція комбінованого кристалізатора, технологічна складність здійснення обтиснення двох шарів металів у кристалізаторі, окислювання обох металів у місцях контакту шарів, при цьому остання обставина надалі, при прокатці, може з'явитися причиною розшарування, наприклад, листового металопрокату. Найбільш близьким аналогом до способу, що заявляється, за технічною сутністю і результатом, що досягається, є відомий спосіб лиття біметалічних безперервнолитих заготовок [3], що включає заливання кожного з двох різних металів або сплавів у два різних кристалізатори, які розташовані симетрично один до одного і зміщені по висоті ("сходинка"). При виливанні двошарової заготовки спочатку в один кристалізатор роблять заливання основного металу, а в інший кристалізатор - металу, що формує др угий шар, наприклад, що плакується, у результаті взаємодії останнього з гарячою поверхнею заготовки з основного розплаву формується біметалічна заготовка. Недоліком відомого способу є незадовільна якість границі з'єднання шарів одержуваної біметалічної заготовки, що приводить до появи на цій ділянці дефектів (тріщини, раковини, міхури, шлаковини й ін.), при цьому на торцях заготовки можливе розшарування. Саме такі дефекти виявлені при виливанні тришарових заготовок з композицій сталей: сталь У 9 - сталь 10 сталь У9 і сталь 60 - сталь 15 - сталь 60 [4]. Надалі при прокатці зазначені дефекти, через низьку міцність сплавлення шарів обох металів, є причиною значного розшарування листової металопродукції. Задача, розв'язувана передбачуваним винаходом, полягає в забезпеченні міцності сплавлення шарів металів, що формують біметалічну безперервнолиту заготовку. Рішення поставленої задачі досягається тим, що в зоні вторинного охолодження отримана біметалічна заготовка додатково піддається диференційованому обтисненню по всій довжині з попереднім обтисненням бічних граней у зоні контакту шарів. Технічний результат, одержуваний при рішенні поставленої задачі, полягає в можливості одержання двошарової безперервнолитої заготовки з міцною зоною з'єднання шарів. Порівняння способу, що заявляється, із прототипом показує, що спосіб, який заявляється, відрізняється тим, що біметалічну заготовку в зоні вторинного охолодження додатково піддають диференційованому обтисненню по всій довжині з попереднім обтисненням у зоні контакту шарів. Отже, спосіб, що заявляється, відповідає критерію "новизна". Порівняння з іншими відомими технічними рішеннями в даній області техніки не дозволило виявити в них ознаки, що відрізняють спосіб, який заявляється, від прототипу. Отже, технічне рішення, що заявляється, відповідає критерію "винахідницький рівень". Винахід пояснюється кресленням, де на фіг. схематично показане здійснення способу одержання біметалічної безперервнолитої заготовки. Спосіб, що заявляється, здійснюється таким чином. У перший кристалізатор 1 заливають метал 2, а в міру витягування заготовки 3, що сформувалася в ньому, починають заливання в другий кристалізатор 4 металу 5 іншого складу. Надалі формування другого шару 6 біметалічної заготовки відбувається в результаті його контакту з поверхнею др угого кристалізатора і поверхнею заготовки, що сформувалася в першому кристалізаторі, що як би є другою стінкою кристалізатора для другого шару біметалу, що формується. Потім отриману біметалічну заготовку 7 витягають у зону вторинного охолодження, де розташовані підтримуючі ролики 8, що тягнуть, які, крім своїх основних функцій, здійснюють диференційоване обтиснення біметалічної заготовки по всій її довжині до остаточного затвердіння. При цьому на поверхні обрію зони вторинного охолодження розташовуються спеціальні ролики 9, за допомогою яких роблять обтиснення сформованої в кристалізаторі біметалічної заготовки в зоні контакту шарів. Сутність способу, що заявляється, полягає в одержанні біметалічної заготовки з високоміцною зоною контакту шарів, що досягається при застосуванні диференційованого обтиснення її в зоні вторинного охолодження по всій довжині аж до завершення затвердіння. Обтиснення, зі збереженням величини периметра біметалічної заготовки, ведуть по всьому її перетині, починаючи від виходу заготовки з кристалізатора і рівнем її довжини, що відповідає зоні повного затвердіння. Ступінь обтиснення регулюється як по довжині зони вторинного охолодження, так і в горизонтальній площині. При цьому попередньо обтиснення біметалічної заготовки здійснюють спеціальними роликами в зоні контакту шарів, що забезпечує міцне з'єднання контактуючих поверхонь, а також заварювання пухкостей і несплошностей, що можуть мати місце при взаємодії шарів двох металів або сплавів у процесі розливання і формування біметалу в кристалізаторах. Переважно робити обтиснення за допомогою що тягнуть і підтримують роликів в інтервалі, коли частка твердої фази усередині рідкої серцевини складає від 10 до 90%, причому ступінь обтиснення диференціюють по всій довжині заготовки: від м'якого (під кристалізатором) до твердого наприкінці затвердіння заготовки (перед газорізкою). При цьому для кожної пари підтримуючих роликів, що тягн уть, розташованих на одному рівні, задаються індивідуальні параметри обтиснення, що дозволяє одержати, крім високоміцного з'єднання шарів біметалічної заготовки, також висока якість макроструктури і поверхні заготовки: без внутрішніх і зовнішніх тріщин і поліпшеної осьової зони частини біметалічної заготовки з основного металу або сплаву. Сумарний ефект при диференційованому обтисненні біметалічної заготовки по всій довжині складається з ефекту сплавлення шарів, що виникає при взаємодії рідкого металу, що плакується, з гарячою поверхнею основної заготовки, і ефекту обтиснення двох твердих гарячих поверхонь, що мас місце, наприклад, при виробництві багатошарового листового металопрокату, одержаного пакетною прокаткою. Як приклад практичного здійснення способу одержання біметалічної безперервнолитої заготовки зроблен виливок заготовок з композиції двох сталей (сталь3 - сталь X18Н10Т) з наступною прокаткою в умовах дослідного заводу УкрНДІМету. Зроблено порізання отриманих біметалічних заготовок і за допомогою металографічних методів виконано дослідження якості зони контакту шарів. Досліджувані біметалічні безперервнолиті заготовки характеризуються чітко видимою міцною і бездефектною зоною з'єднання шарів (окисли, тріщини і розшарування - не виявлені), утвореної в результаті надійного і щільного їхнього контакту, а також високою якістю поверхні і макроструктури по перетині заготовки. Проведені експерименти показали принципову можливість здійснення процесу виливка й одержання біметалічних безперервнолитих заготовок із щільною і бездефектною зоною з'єднання шарів. Із вищесказаного зрозуміло, що заявляється спосіб забезпечує рішення поставленої задачі, тому що дозволяє порівняно просто і без додаткових пристосувань здійснити розливання і формування біметалічних безперервнолитих заготовок з надійною зоною контакту шарів. Джерела інформації: 1. Способ непрерывного горизонтального литья биметаллических слитков прямоугольного сечения и устройство для его осуществления // Синицкий В.М., Патон Б.Е., Медовар Б.И. и др. // А. С. СССР №1681455, кл. В22D11/00, опуб. 28.04.89. 2. Способ получения непрерывных биметаллических деформированных заготовок из разливаемых металлов и устройство для его осуществления // Стулов В.В., Одиноков В.И. Пат №2147264, B22D11/00,11/05 , опубл. 7.09.99. 3. Герман Эрхард. Непрерывное литье. Справ, изд. -1961 -с.815. 4. Новый процесс получения биметаллов методом непрерывной разливки / Дорошев Ю.В., Мадун А.И., Вакулина Т.Е. и др. // Теория и практика процессов получения биметаллических и многослойных отливок - К.: ИПЛ, - 1987.-с.99-102. 5. Ресурсосберегающие технологии получения и качество контактной зоны слоистых стальных заготовок / Титова Т.М., Лунев В.В., Бялик Г.А., Адамчук С.И. / Современные проблемы металлургического производства // Волгоградский гос. техн. ун-т. / Волгоград. -2002. -487с. -с.459-462.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of bimetallic uninterruptedly-casted blank
Автори англійськоюTitova Tamara Mykhailivna, Bolshakov Vadym Ivanovych
Назва патенту російськоюСпособ получения биметаллической непрерывнолитой заготовки
Автори російськоюТитова Тамара Михайловна, Большаков Вадим Иванович
МПК / Мітки
МПК: B22D 11/00
Мітки: спосіб, безперервнолитої, заготовки, одержання, біметалічної
Код посилання
<a href="https://ua.patents.su/2-69114-sposib-oderzhannya-bimetalichno-bezperervnolito-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання біметалічної безперервнолитої заготовки</a>
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні двошарової безперервнолитої заготовки з металів і сплавів
Номер патенту: 66065
Опубліковано: 15.04.2004
Автори: Бялик Гаррі Абрамович, Луньов Валентин Васильович, Огурцов Анатолій Павлович, Тітова Тамара Михайлівна, Адамчук Станіслав Іванович
МПК: B22D 11/16
Мітки: пристрій, металів, формуванні, безперервнолитої, двошарової, сплавів, відливанні, фізичного, заготовки, відбуваються, моделювання, процесів
Формула / Реферат:
Пристрій для фізичного моделювання процесів, які відбуваються при формуванні двошарової безперервнолитої заготовки з металів і сплавів, що включає формотворну ємність з одною або двома фронтальними стінками, виконаними з прозорого матеріалу, та бічними стінками, виготовленими з матеріалу з високою теплопровідністю, охолоджувальний блок, що складається з двох окремих рухливих водоохолоджуваних секцій, розташованих на кожній з бічних стінок...
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні безперервнолитої заготовки з металів і сплавів
Номер патенту: 62694
Опубліковано: 15.12.2003
Автори: Адамчук Станіслав Іванович, Тітова Тамара Михайлівна, Огурцов Анатолій Павлович, Бялик Гаррі Абрамович, Луньов Валентин Васильович
МПК: B22D 11/16
Мітки: фізичного, відливанні, формуванні, відбуваються, пристрій, заготовки, безперервнолитої, сплавів, металів, моделювання, процесів
Формула / Реферат:
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні безперервнолитої заготовки з металів і сплавів, який включає формотворну ємність з однією або двома прозорими фронтальними стінками, а також двома бічними теплопровідними водоохолодними стінками, і пристосування для розливу з патрубком, який відрізняється тим, що додатково оснащений охолодним блоком, який складається з двох окремих рухливих водоохолодних...
Спосіб одержання профільованої заготовки
Номер патенту: 40182
Опубліковано: 16.07.2001
Автори: Кадава Віктор Володимирович, Кухар Володимир Валентинович, Діамантопуло Костянтин Костянтинович
МПК: B21K 1/06
Мітки: спосіб, заготовки, профільованої, одержання
Формула / Реферат:
Спосіб одержання профільованої заготовки, що складається з відрізання циліндричної заготовки, нагрівання й осаджування в торець із втратою стійкості на умовний ступінь деформації, який відрізняється тим, що умовний ступінь деформації визначають із виразу:де εу - умовний ступінь деформації,
Спосіб одержання фасонної заготовки під наступне штампування
Номер патенту: 49389
Опубліковано: 16.09.2002
Автори: Кухар Володимир Валентинович, Базаря Владислав Іванович, Діамантопуло Костянтин Костянтинович
МПК: B21K 1/06
Мітки: одержання, заготовки, штампування, фасонної, спосіб
Формула / Реферат:
1. Спосіб одержання фасонної заготовки під наступне штампування, що містить відрізання циліндричної заготовки, її нерівномірне нагрівання по довжині та осаджування в торець із втратою стійкості, який відрізняється тим, що перед осаджуванням в торець із втратою стійкості приторцеву частину заготовки висувають із зони нагрівання.2. Спосіб за п. 1, який відрізняється тим, що перед осаджуванням в торець із втратою стійкості висунуту...
Спосіб одержання профільованої заготовки
Номер патенту: 43614
Опубліковано: 17.12.2001
Автори: Кухар Володимир Валентинович, Діамантопуло Костянтин Костянтинович, Мазан Валентин Іванович
МПК: B21K 1/06
Мітки: одержання, заготовки, спосіб, профільованої
Формула / Реферат:
1. Спосіб одержання профільованої заготовки, що включає відрізання циліндричної заготовки, нагрівання й осаджування в торець із втратою стійкості, який відрізняється тим, що призначену для профілювання частину заготовки нагрівають нерівномірно, у відповідності з розподілом деформації по довжині вказаної частини, зі зміною температури від верхнього значення інтервалу кувальних температур для металу, що нагрівають, у поперечному перерізі по...
Попередній патент: Невровазотом
Наступний патент: Різьбове з’єднання
Випадковий патент: Установка для нанесення вогнетривкого покриття на модельні блоки у виробництві литва по моделях, що виплавляються