Спосіб одержання фасонної заготовки під наступне штампування
Номер патенту: 49389
Опубліковано: 16.09.2002
Автори: Діамантопуло Костянтин Костянтинович, Базаря Владислав Іванович, Кухар Володимир Валентинович
Формула / Реферат
1. Спосіб одержання фасонної заготовки під наступне штампування, що містить відрізання циліндричної заготовки, її нерівномірне нагрівання по довжині та осаджування в торець із втратою стійкості, який відрізняється тим, що перед осаджуванням в торець із втратою стійкості приторцеву частину заготовки висувають із зони нагрівання.
2. Спосіб за п. 1, який відрізняється тим, що перед осаджуванням в торець із втратою стійкості висунуту приторцеву частину заготовки додатково охолоджують.
Текст
1 Спосіб одержання фасонної заготовки під наступне штампування, що містить відрізання Винахід належить до області обробки металів тиском, і може бути використаним, наприклад, при профілюванні заготовки під подальше штампування Відомий спосіб одержання фасонної заготовки під наступне штампування локальним деформуванням [1, стор 42-43] При цьому нагрівання здійснюють зонально із просуванням зони підвищенних температур вздовж прямої ВІСІ заготовки, через що виникають причини, які обмежують область використання способу необхідність переміщення осередку деформації по заготовці знижує продуктивність, порівняно зі способами, в яких формозміні підлягає вся заготовка цілком, внаслідок впливу недеформованих і деформованих частин заготовки на напружено-деформівний стан матеріалу важко забезпечити високу точність виробів, - її здобувають збільшенням КІЛЬКОСТІ переходів, що також веде до зниження продуктивності Крім того, зазначений спосіб не дозволяє одержувати фасонні заготовки із зігнутою віссю, що обмежує технологічні можливості та звужує область застосування способу Відомий спосіб одержання фасонної заготовки під наступне штампування вальцюванням у кувальних вальцях [2, стор 10] При цьому не уникнути вдавлювання окалини в тіло заготовки, а, тому, незадовільної якості поверхні виробів та прискореного зношування штампів Заготовка, що вальцюють, через велику площу контактування металу й інструменту при вальцюванні, швидко охолоджується, що може привести циліндричної заготовки, и нерівномірне нагрівання по довжині та осаджування в торець із втратою СТІЙКОСТІ, який відрізняється тим, що перед осаджуванням в торець із втратою СТІЙКОСТІ приторцеву частину заготовки висувають із зони нагрівання 2 Спосіб за п 1, який відрізняється тим, що перед осаджуванням в торець із втратою СТІЙКОСТІ висунуту приторцеву частину заготовки додатково охолоджують до штампування під студженої заготовки та поломки устаткування Застосування диференційованого або зонального нагрівання, як і одержання фасонних заготовок із зігнутою віссю, у такий спосіб не можливо Крім того, використання кувальних вальців (додаткового устаткування) у випадку невеликої серійності штампування стає не рентабельним Найбільш близьким до технічного рішення, яке заявляється, за результатом, що досягають, є спосіб, за джерелом [3], прийнятий за прототип, ВІДПОВІДНО з яким фасонну заготовку під наступне штампування одержують від різкою циліндричної заготовки, нерівномірним нагріванням призначеної для профілювання частини заготовки, у ВІДПОВІДНОСТІ з розподілом деформації по довжині вказаної частини, зі зміною температури від верхнього значення інтервалу кувальних температур для металу, що нагрівають, у поперечному перерізі по стрілі прогину заготовки до мінімальної технологічно допустимої температури приторцевих зон й подальшим осаджуванням в торець із втратою СТІЙКОСТІ При цьому фасонна заготовка, окрім профільованої конфігурації з потрібним перерозподілом металу по довжині, має зігнуту форму Цей спосіб зберігає рентабельність при дрібносерійному виробництві Причинами, яки обмежують область застосування способу, є потрібність попереднього трудомісткого визначення закону розподілу деформацій стовщення по довжині заготовки, яка підлягає фасоніюванню, для завдання закону розподілу тем 00 со 49389 ператур, та, ВІДПОВІДНО, конструювання та застосування індукційного нагрівача спеціальної конструкції, індивідуальної для кожного випадку, щоб забезпечити потрібне розподілення температур у зоні нагрівання Такий тип індукційного нагрівача, крім складності та індивідуальності конструкції, призначений для прискореного нагрівання заготовок, що потребує його великої потужності та вагомих енергетичних витрат В основу винаходу поставлена задача створення способу одержання фасонної заготовки під наступне штампування, в якому нові дії та умови їх виконання дозволять поліпшити умови нагрівання заготовки й отримати бажаний розподіл механічних властивостей по довжині заготовки більш спрощено, що дозволить істотно розширити область застосування способу, виключаючи наведені вище недоліки Для розв'язання поставленої задачи, у способі одержання фасонної заготовки під наступне штампування, який містить відрізку циліндричної заготовки, и нерівномірне нагрівання по довжині та осаджування в торець із втратою СТІЙКОСТІ, у ВІДПОВІДНОСТІ з винаходом, попереду осаджування в торець із втратою СТІЙКОСТІ приторцеву частину заготовки висувають із зони нагрівання При цьому можливо, що, попереду осаджування в торець із втратою СТІЙКОСТІ заготовки, висунуту приторцеву частину заготовки додатково охолоджують Істотність висування приторцевої частини заготовки з зони нагрівання полягає в тому.що заготовка, яку нагрівають, набуває нерівномірного закону розподілу температур по довжині без застосування ускладнених та енергомістких конструкцій індукційних нагрівачів Тобто, приторцева частина заготовки прогрівається гірше, ніж частина заготовки, яка знаходиться в зоні нагрівання, що й потрібно для створення сприятливих умов при осаджуванні з утратою СТІЙКОСТІ заготовки та, ВІДПОВІДНО, збільшення набирання металу по бісектрисі кута згинання заготовки Нагрівання заготовки із висуванням її приторцевої частини може вільно здійснюватись як у стаціонарних малих індукторах для одної заготовки [4], так і у прохідних (розбірних, щілинних, овальних) індукторах методичного типу з переміщенням заготовок як вздовж напрямку намотування [4], так і проштовхуванням заготовок через кільця поперек напрямку їх намотування [4] Приторцева частина, що висунута з зони нагрівання, здебільше нагрівається (її помірне охолодження на повітрі не суттєво) завдяки явищам теплопередачі та теплоперенесення від нагрітих ділянок заготовки Тому бажаного перепаду температур по довжині заготовки інколи раціонально досягти додатковим охолодженням приторцевої частини При висуванні з зони нагрівання лише одної приторцевої частини заготовки, и фасонна конфігурація, після осаджування з утратою СТІЙКОСТІ, виходить несиметричною відносно бісектриси кута згинання При висуванні з зони нагрівання обох приторцевих частин заготовки (що можливо при нагрі ванні як у малих індукторах для одної заготовки, так і у прохідних індукторах із просуванням заготовок вздовж напрямку намотування), можливі як симетричні так і не симетричні форми фасонної заготовки, в залежності від рівності чи нерівності довжин висунутих приторцевих частин При нагріванні у прохідних індукторах методичного типу, із просуванням заготовки у кільцях поперек напрямку їх намотування, заготовка увесь час знаходиться в зоні нагрівання й набуває потрібної температури за час просування вздовж індуктора Просування заготовки в індукторі відбувається завдяки штовхачу, налаштованому на хід, який дорівнює довжині заготовки Штовхач заздалегідь налаштовується так, що відразу входить (і проштовхує заготовку) у індуктор на певну довжину, яка відповідає довжині приторцевої частини заготовки, що потрібно висунути з зони нагрівання Тобто, коли у індукційному нагрівачи знаходиться декілька заготовок, остання висувається з зони нагрівання на завдану певну величину Для забезпечення підхолодження приторцевої частини її висувають на потрібну довжину передостаннім ходом штовхача Остаточний хід штовхача призначений для видачі заготовки з індукційного нагрівача В цьому випадку особливо раціонально підвищувати інтенсивність підхолодження приторцевої частини заготовки и додатковим охолодженням Додаткове охолодження, взагалі, може здійснюватись спрямовуванням на висунуту приторцеву частину таких охолоджувальних речовин як стиснуте повітря, водяний краплинний спрей чи туман (тобто повітряне або водяне душировання), водо-повітряна суміш і таке інше Різноманітних конфігурацій фасонної заготовки можна досягти як завдяки комбінуванню варіантів "висунута одна - не висунута друга" приторцеві частини заготовки та "висунута одна - висунута друга" приторцеві частини заготовки із різними довжинами висунутих частин, так і завдяки різної інтенсивності додаткового охолодження, в тому числі й по довжині, однієї й другої приторцевих частин заготовки Різну інтенсивність охолодження по довжині висунутої приторцевої частини заготовки отримують шляхом ВІДПОВІДНОГО розподілу ЩІЛЬНОСТІ потоків охолоджувальної речовини Це не звужує технологічні можливості способу порівняно з прототипом, але значно спрощує умови його виконання та розширює область застосування способу Спосіб дозволяє користуватись стандартними конструкціями індукційних нагрівачів, без конструювання та трудомістких розрахунків індивідуальних індукторів Спосіб здійснюється наступним чином Приклад 1 Для одержання фасонної заготовки під наступне штампування поковки "фланець кардану" (маса - 0,82 кг, матеріал - сталь 45Х ГОСТ 4543-71), здійснюють відрізку заготовки з розмірами 030x183мм із прокату круг ЗО - В - ГОСТ2590 - 88 45ХГОСТ4543 - 71 /Відростки поковки розташовані симметрично відносно бісектриси кута згинання/ 49389 Проводять нагрівання заготовки у поздовжному полі овального прохідного індуктора з частотою 8000Гц за 28с При нагріванні обидві приторцеві частини заготовки висувають з зони нагрівання на 15мм При цьому центральна частина заготовки прогрівається більше (до температури 1200°С), чим приторцеві (до температури 1100°С), що викликає більше послаблення механічних властивостей по місцю майбутній бісектрисі кута згинання та створює сприятливі умови для набирання стовщення Здійснюють передачу нагрітої заготовки на кривошипний гарячештампувальний прес зусиллям 10МН та осаджування в торець із втратою СТІЙКОСТІ на умовний ступінь деформації 40% для одержання фасонної заготовки під наступне штампування Наступне попереднє й остаточне штампування здійснюють у рівчаках того ж самого кривошипного гарячештампувального пресу (перекладання заготовки з рівчака у рівчак здійснюють, наприклад, грейферним перекладником) Приклад 2 Для одержання фасонної заготовки під наступне штампування поковки "кулак поворотний" (маса - 4,24 кг, Сталь 40 ХН ГОСТ 4543-71) здійснюють відрізку заготовки 045х36Омм з прокату круг 45 - В - ГОСТ2590 - 88 40ХНГОСТ4543-71 /Довжина правого та лівого відростків різна/ Заготовку нагрівають в поперечному полі щілинного індуктора з частотою 4000Гц за 60с При нагріванні одну приторцеву частину заготовки висувають із зони нагрівання на 20мм Більше прогрівання частини, що знаходиться у полі індуктора (до 1200°С), чим приторцевої частини (до 1100°С), яка висунута, забезпечує бажаний розподіл механічних властивостей по довжині заготовки перед її осаджуванням із втратою СТІЙКОСТІ та сприяє набуванню заготовкою потрібної конфігурації Заготовку передають на кривошипний гарячештампувальний прес зусиллям 25МН та осаджують в торець із втратою СТІЙКОСТІ на умовний ступінь деформації 45% для одержання фасонної заготовки При цьому згинання заготовки відбувається несиметрично відносно бісектриси кута згину Більш ДОВГИМ Є відросток, який був висунутий з зони нагрівання Стовщення формується по бісектрисі кута згину на МІСЦІ стрижневої частини поковки Наступне попереднє й остаточне штампування здійснюють у рівчаках того ж самого кривошипного гарячештампувального пресу (перекладання заготовки з рівчака у рівчак здійснюють, наприклад, грейферним перекладником) Приклад 3 Для одержання фасонної заготовки під наступне штампування поковки "вилка ковзна" (маса - 7,4кг, Сталь 35 ГОСТ 1050-88) здійснюють відрізку заготовки 06Ох25Омм з прокату круг 60 - В - ГОСТ2590 - 88 35ГОСТ1050-88 Заготовку нагрівають в розбірному прохідному індукторі з частотою 1000Гц за 100с Передостан нім ходом штовхана приторцева частина заготовки висувається з зони нагрівання на 35мм для проведення додаткового охолодження водяним спреєм Охолодження здійснюється за час від передостаннього до останнього хода штовхача Більше прогрівання частини, що залишається у полі індуктора (до температури 1200°С), чим приторцевої частини (до 1000°С), яка висунута та охолоджується, забезпечує бажаний розподіл механічних властивостей по довжині заготовки перед її осаджуванням із втратою СТІЙКОСТІ та сприяє набуванню заготовкою потрібної конфігурації Остаточним ходом штовхача заготовка видається з індуктора Заготовку передають на кривошипний гарячештампувальний прес зусиллям 40МН та осаджують в торець із втратою СТІЙКОСТІ на умовний ступінь деформації 32% для одержання фасонної заготовки Несиметричний згин (невеликий для завданого ступіню деформації) дозволяє розподілити заготовку на частини, що призначені для формування майбутньої стрижневої та вилкової частин Утворене стовщення призначене для формування фланцевої зони вилкової частини поковки та вилкових відростків Остаточне штампування здійснюють у рівчаках того ж самого кривошипного гарячештампувального пресу (перекладання заготовки з рівчака у рівчак здійснюють, наприклад, грейферним перекладником) При цьому укладання фасонної заготовки здійснюють стовщенням на розсікач (із розпрямлінням у процесі штампування), штампування проводять плиском (плашмя) Приклад 4 Для одержання фасонної заготовки під наступне штампування поковки "вилка глуха" (маса - 5,4кг, Сталь 35 ГОСТ 1050-88) здійснюють відрізку заготовки 05Ох25Омм з прокату круг 50 - В - ГОСТ2590 - 88 35ГОСТ1050-88 Проводять нагрівання заготовки у поздовжному полі овального прохідного індуктора з частотою 1000Гц за 90с При нагріванні обидві приторцеві частини заготовки висувають з зони нагрівання на 36мм При проходженнізаготовки вздовж поля індуктора, здійснюють додаткове охолодження и приторцевих частин водо-повітряною сумішшю таким чином, що найбільша ЩІЛЬНІСТЬ потоку, який охолоджує, припадає на торцеві ділянки заготовки Таким чином у зоні нагрівання кінцева температура досягає 1200°С, а на торцях заготовки - 990°С, що викликає більше послаблення механічних властивостей по місцю майбутній бісектрисі кута згинання та створює сприятливі умови для набирання стовщення Заготовку передають на кривошипний гарячештампувальний прес зусиллям 40МН та осаджують в торець із втратою СТІЙКОСТІ на умовний ступінь деформації 36% для одержання фасонної заготовки Остаточне штампування здійснюють у рівчаках того ж самого кривошипного гарячештампувального пресу (перекладання заготовки з рівчака у рівчак здійснюють, наприклад, грейферним перекладником) 49389 В умовах ковальсько-пресового цеху ВАТ "Херсонський завод карданних валів" було проведено дослідне штампування поковок "вилка глуха", "кулак поворотний" та "вилка ковзна" із запропонованим способом одержання фасонної заготовки під їх наступне гаряче об'ємне штампування Душировання водяним спреем приторцевої застини, що висунута, проводилось при нагріванні заготовки для одержання фасонної заготовки під поковку "вилка ковзна" На виробництві підтверджено дієспроможність способу та його принципові переваги, що дозволяють легко одержувати зігнуті фасонні заготовки потрібної конфігурації 8 Література 1 Ершев В И Интенсификация формоизменяющих операций листовой штамповки - М Высшая школа, 1989 - 8 7 с 2 Ковка и объемная штамповка стали Справочник в 2-х томах / Под ред М В Сторожева Т 2 - М Машиностроение, 1968 - 4 4 8 с 3 Рішення про видачу патенту на винахід (від 15 09 2001) Україна, МПК 7 В21К1/08, В21К1/12 Спосіб одержання профільованої заготовки/Кухар В В , Діамантопуло К К , Мазан В I №2001042391, Заявл 10 04 2001 4 Безручко И И Индукционный нагрев для объемной штамповки - Л Машиностроение, 1987 - 1 2 6 с ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forming a fashion billet for followitn pressing
Автори англійськоюDiamantopulo Kostiantyn Kostiantynovych, Kukhar Volodymyr Valentynovych
Назва патенту російськоюСпособ получения фасонной заготовки под последующую штамповку
Автори російськоюДиамантопуло Константин Константинович, Кухар Владимир Валентинович
МПК / Мітки
МПК: B21K 1/06
Мітки: штампування, одержання, фасонної, спосіб, заготовки
Код посилання
<a href="https://ua.patents.su/4-49389-sposib-oderzhannya-fasonno-zagotovki-pid-nastupne-shtampuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання фасонної заготовки під наступне штампування</a>
Спосіб одержання профільованої заготовки
Номер патенту: 40182
Опубліковано: 16.07.2001
Автори: Кухар Володимир Валентинович, Кадава Віктор Володимирович, Діамантопуло Костянтин Костянтинович
МПК: B21K 1/06
Мітки: профільованої, спосіб, заготовки, одержання
Формула / Реферат:
Спосіб одержання профільованої заготовки, що складається з відрізання циліндричної заготовки, нагрівання й осаджування в торець із втратою стійкості на умовний ступінь деформації, який відрізняється тим, що умовний ступінь деформації визначають із виразу:де εу - умовний ступінь деформації,
Спосіб одержання профільованої заготовки
Номер патенту: 43614
Опубліковано: 17.12.2001
Автори: Діамантопуло Костянтин Костянтинович, Мазан Валентин Іванович, Кухар Володимир Валентинович
МПК: B21K 1/06
Мітки: спосіб, заготовки, одержання, профільованої
Формула / Реферат:
1. Спосіб одержання профільованої заготовки, що включає відрізання циліндричної заготовки, нагрівання й осаджування в торець із втратою стійкості, який відрізняється тим, що призначену для профілювання частину заготовки нагрівають нерівномірно, у відповідності з розподілом деформації по довжині вказаної частини, зі зміною температури від верхнього значення інтервалу кувальних температур для металу, що нагрівають, у поперечному перерізі по...
Спосіб одержання блюмової заготовки
Номер патенту: 26248
Опубліковано: 19.07.1999
Автори: Проценко Юрій Юрьевич, Антипенко Валентин Григорович, Глоба Микола Ільіч, Нагай Володимир Данилович, Хорошілов Микола Макарович, Міллер Віктор Вікторович, Помазан Костянтин Іванович, Чудновець Олександр Миколаєвич
МПК: B21B 1/02
Мітки: спосіб, блюмової, одержання, заготовки
Формула / Реферат:
Способ получения блюмовой заготовки, включающий нагрев слитков, горячую прокатку на обжимном стане, отрезку головной и донной части и порезку раската заданного размера на мерные длины, отличающийся тем, что после удаления донной обрези головную часть раската отрезают в несколько приемов, вначале отрезают крайнюю часть головной обрези при соотношении отрезаемой части к общей длине раската 10 - 12 : 100, а последующую отрезку ее производят с...
Пристрій для ротаційного штампування і спосіб ротаційного штампування
Номер патенту: 44841
Опубліковано: 15.03.2002
Автор: Суріна Майкл
МПК: B21D 28/36
Мітки: ротаційного, пристрій, штампування, спосіб
Формула / Реферат:
1. Пристрій для ротаційного штампування заготовки, що рухається з постійною лінійною швидкістю, який має пару нижніх і верхніх штампових несучих засобів, кожен із яких змонтований з можливістю обертання так, що вони можуть повертатися разом з протилежних боків заготовки, і що має множину штампових тримачів, змонтованих із можливістю хитання на кожному з штампових несучих засобів, причому штампові тримачі пристосовані так, щоб мати можливість...
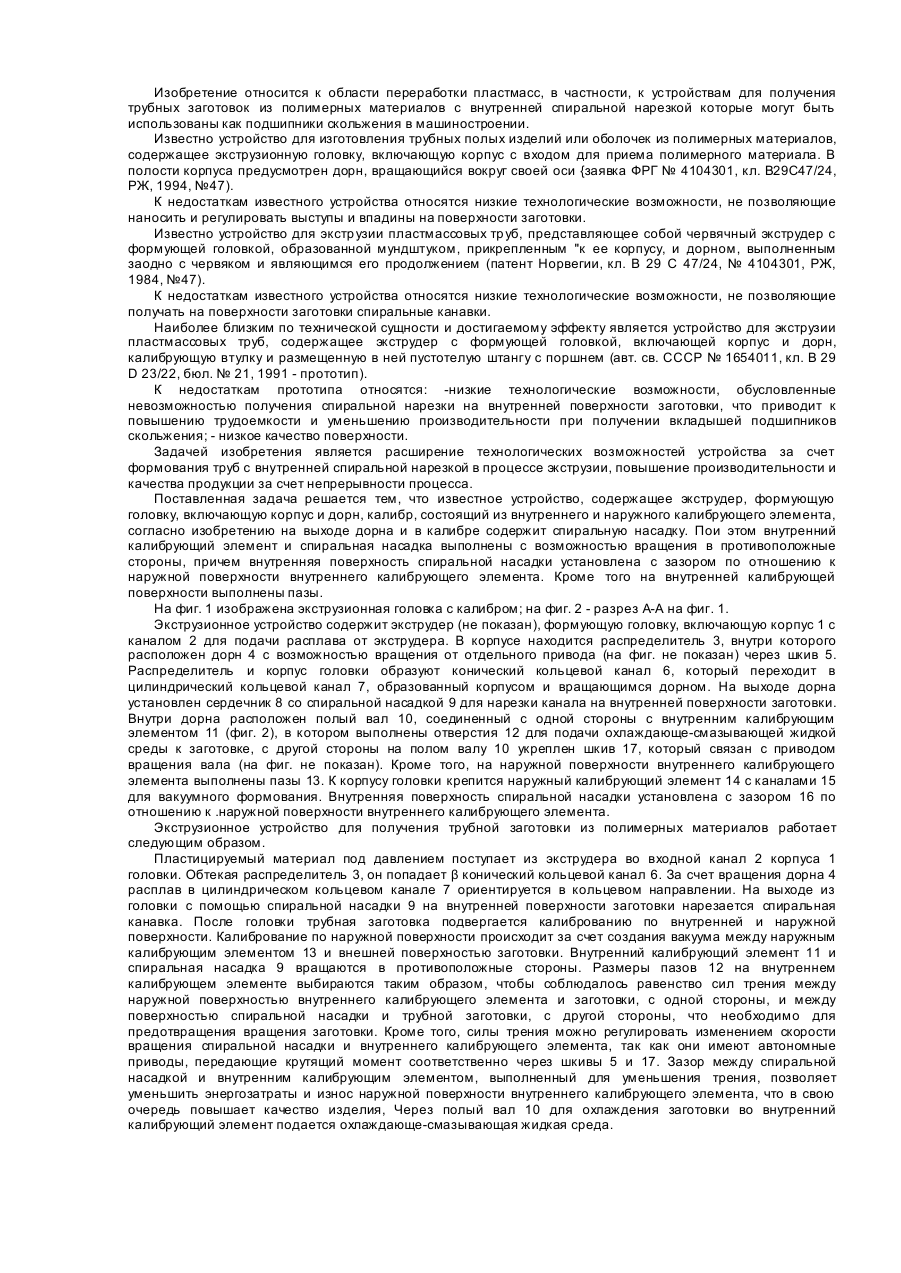
Екструзійний пристрій для одержання трубної заготовки з полімерних матеріалів
Номер патенту: 17777
Опубліковано: 20.05.1997
Автори: Лисак Артем Леонідович, Плошенко Іван Григорович, Лимар Володимир Володимирович, Кузяев Іван Михайлович
МПК: B29D 23/24, B29C 47/20
Мітки: пристрій, одержання, екструзійний, заготовки, полімерних, трубної, матеріалів
Формула / Реферат:
1. Экструзионное устройство для получения трубной заготовки из полимерных материалов, содержащее экструдер, формующую головку, включающую корпус и дорн, калибр, состоящий из внутреннего и наружного калибрующего элемента, отличающееся тем, что на выходе дорна и в калибре оно содержит спиральную насадку, а на внутреннем калибрующем элементе выполнены пазы.2. Экструзионное устройство по п. 1, отличающееся тем, что внутренний калибрующий...
Попередній патент: Спосіб виготовлення штампа і (або) матриці
Наступний патент: Штам асоціативних бактерій bacillus polymyxa 6-m, який використовують для приготування антифунгального біопрепарату
Випадковий патент: Ріжучий пристрій для одержання стандартизованих стоматологічних лікарських плівок методом поливу в екстемпоральних умовах