Спосіб одержання профільованої заготовки
Номер патенту: 40182
Опубліковано: 16.07.2001
Автори: Кухар Володимир Валентинович, Діамантопуло Костянтин Костянтинович, Кадава Віктор Володимирович

Формула / Реферат
Спосіб одержання профільованої заготовки, що складається з відрізання циліндричної заготовки, нагрівання й осаджування в торець із втратою стійкості на умовний ступінь деформації, який відрізняється тим, що умовний ступінь деформації визначають із виразу:
де εу - умовний ступінь деформації,
![]() відношення довжини (L0) до діаметру (D0) циліндричної заготовки.
відношення довжини (L0) до діаметру (D0) циліндричної заготовки.
Текст
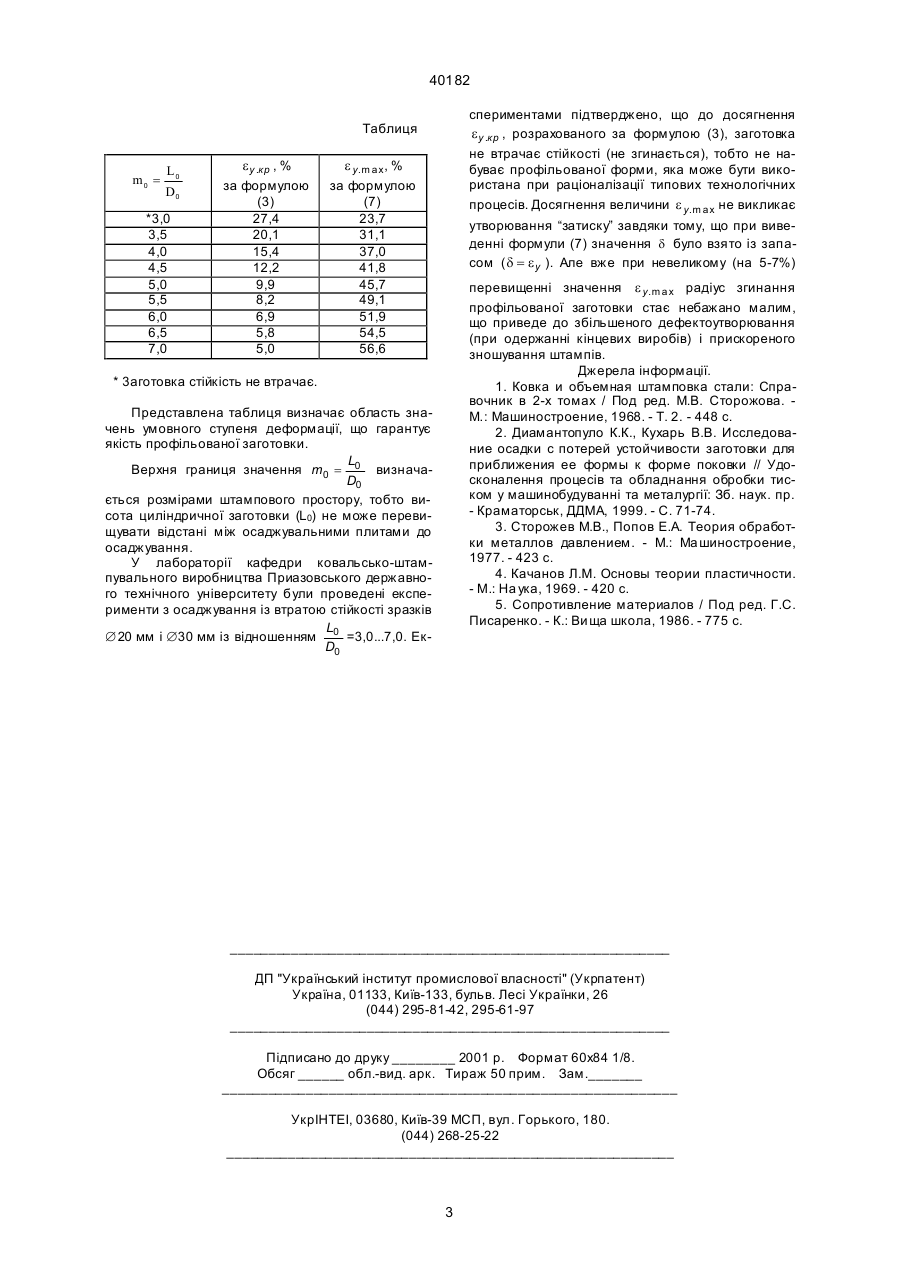
Спосіб одержання профільованої заготовки, що складається з відрізання циліндричної заготовки, нагрівання й осаджування в торець із втратою стійкості на умовний ступінь деформації, який відрізняється тим, що умовний ступінь деформації визначають із виразу: Винахід відноситься до області обробки матеріалів тиском і може бути використаним, наприклад, при профілюванні заготовок під наступне штампування. Відомий спосіб одержання профільованої заготовки поперечною прокаткою [1, стор. 10]. Використання профільованої заготовки, що отримують поперечною прокаткою, потребує додаткових розподільчих операцій і додаткової операції нагрівання перед одержанням кінцевої поковки. При цьому окалина, яка утворюється при нагріванні, не збивається й може бути заштампована в тіло поковки, що погіршує якість виробів. Одержання профільованої заготовки із зігнутою віссю у такий спосіб не можливо. Крім цього, профілювання заготовок на прокатному стані доцільно лише тоді, коли економія металу перекриває витрати з прокатування заготовок, тобто при невеликій серійності виробництва поковок цей спосіб стає нерентабельним. Відомий спосіб одержання профільованої заготовки вальцюванням на кувальних вальцях [1, стор. 10]. При цьому не уникнути вдавлювання окалини в тіло заготовки, а, тому, незадовільної якості поверхні виробів та швидкого зношування штампів. Заготовка, що вальцюють, із-за великої площини контакту металу й інструменту при вальцюванні, суттєво охолоджується, що може привести до штампування підстудженої заготовки й поломки обладнання. Профільовану заготовку із зігнутою віссю за даним способом не отримують. Використання кувальних вальців у випадку невеликої се рійності виробництва також стає нерентабельним, в тому числі з-за додаткових витрат на електроенергію й оплату праці вальцювальника. Найбільш близьким до даного технічного рішення, за результатом, що досягають, є спосіб, наведений у роботі [2], що прийнято за прототип, відповідно з яким профільовану заготовку одержують відрізанням циліндричної заготовки з подальшим нагріванням і осаджуванням в торець з втратою стійкості на умовний ступень деформації. Причиною, яка перешкоджує одержанню гарантованої якості профільованої заготовки, є значення умовного ступеня деформації, що визначено в роботі [2] лише для конкретних випадків штампування поковок із відростками. Також у [2] не наведені граничні значення умовного ступеня деформації при осаджуванні з втратою стійкості циліндричних заготовок із різними відношеннями довжини до діаметру. При поширенні цього способу на випадки одержання профільованої заготовки і для інших виробів необхідне визначення умовного ступеня деформації, при якому заготовка починає набувати профільованої форми, що за прототипом не можливо. Необмежене осаджування відносно високих заготовок, із-за втрати стійкості, може привести до змикання відростків і створення дефекту типа "затиск". Це збільшить кількість відбраковок і значно погіршить якість поковок. В основу винаходу поставлена задача створення способу одержання профільованої заготовки, в якому визначені нові граничні умови учинення дій дозволять забезпечити гарантію якості й під é æ 2 × 100% < e y £ ê1 - ç 2 ê ç m0 m0 ê è ë 1 ö ÷ ÷ ø 2 3ù (19) UA (11) 40182 (13) A ú × 100% , ú ú û L де: e y - умовний ступінь деформації; m0 = 0 D0 відношення довжини (L0) до діаметру (D0) циліндричної заготовки. 2,467 40182 вищення технологічності виробів при перерозподілу металу циліндричної заготовки. Для рішення поставленої задачі у способі одержання профільованої заготовки, що складається з відрізки циліндричної заготовки, нагрівання й осаджування в торець із втратою стійкості на умовний ступінь деформації, відповідно з винаходом, умовний ступінь деформації визначають із виразу: é æ 2 2,467 × 100% < e y £ ê1 - ç 2 ê çm m0 ê è 0 ë 1 ö ÷ ÷ ø 2 3ù ú × 100% , ú ú û фіцієнт приведеної довжини (закріплення) стор.567]. Тоді вираз (1) можна записати як: sS 2 4 p × D0 4 p 3 Ek D 0 = . 4 64L2 0 [5, (2) sS = e y .кр , виконуючи скоEk рочення і переноси, отримали: Враховуючи, що (*) 2 æ p ö 1 (3) e у.кр = ç ç 2m ÷ × 100% - 2,467 m 2 × 100% . ÷ 0 ø è 0 Для запобігання утворенню "затиску" кінцева висота зігнутої профільованої заготовки не повинна бути менш двох діаметрів, тобто максимально допустимий умовний ступінь деформації: L - 2D0 e y. max = 0 × 100% , (4) L0 або, враховуючи набирання металу із-за скорочення довжини зігнутої заготовки: L0 D0 відношення довжини (L0) до діаметру (D0) циліндричної заготовки. В результаті втрати стійкості при осаджуванні відносно високих заготовок кінцева форма напівфабрикату виходить профільованою та зігнутою, що, таким чином, об'єднує декілька операцій, включаючи збив окалини, без використання додаткового профілюючого обладнання, заготівельних (підготовчих) штампів й спеціальних пристроїв. Істотність величини умовного ступеня деформації, що визначено у винаході, полягає у тому, що заготовка набуває профільованої форми після початку повздовжнього згинання внаслідок втрати стійкості (при e y = e y.кp ) і не може бути осаджена де: e y - умовний ступінь деформації; m0 = e y . max = = до значення, що перевищує e y = e y.m ax , після якого утворюється "затиск". e y .кp - значення умовного ступеня деформації L0 - 2D0 L0 m0 - 2 m0 1 1- d × 100% = 1 1- d × 100% , (5) L0 - LK - відносне скорочення довжини зіL0 гнутої заготовки (LK - довжина розвертки заготовки після осаджування з втратою стійкості). Для розрахунків доцільно прийняти з запасом d = e y , тоді: де: d = при якому заготовка втрачає стійкість; e y.m ax значення умовного ступеня деформації, що максимально дозволений умовами утворення дефекту "затиск". Таким чином, визначено область, в якій гарантовано якість профільованої заготовки, що одержують, і, відповідно, якість наступних виробів. Кінцева форма профільованої заготовки залежить від таких технологічних параметрів як відношення довжини первісної заготовки до її діаметру (m 0) й умовний ступень деформації ( e y ). m0 - 2 e y. max = 1 1 - e y. max m0 × 100% . (6) Розрішуючи (6) відносно e y . max , отримали значення, вище якого осаджування не проводять: é æ 2 e y. max = ê1 - ç ê ç m0 ê è ë Початок втрати стійкості заготовки ( e y .кp ) визначається з прирівнювання формул Е.П. Унксова [3] та Ейлера-Енгессера [4, cтop. 352] при розрахунку, що обидва кінця циліндричної заготовки жорстко закріплені із-за труднощів їх повороту відносно площини контакту поверхонь торця і осаджувальної плити: ö ÷ ÷ ø 2 3ù ú × 100% . ú ú û (7) Таким чином, значення e y знаходять в межах (1) e у.кр < e y £ e y. max , або, вкінець, запишемо формулу (*): 2 é æ 3ù 1 2 ö ú ÷ × 100% . 2 ,467 2 × 100% < e y £ ê1 - ç çm ÷ ú ê è 0ø m0 ë û де: Рос - зусилля осаджування; Pk - граничне дотично-модульне навантаження; kn=1- коефіцієнт впливу сил тертя для відносно високих заготовок; s S - границя плинності матеріалу заготовки у за Вище приведений аналіз полягає у підставі вибору умовного ступеня деформації при профілюванні осаджуванням з втратою стійкості заготовки. Розрахунки за формулами (3) та (7) звели у таблицю. Poc = k n s S F = p 2E k J (nL0 )2 = Pk , даних умовах деформування; F = 2 p × D0 - площи4 2 p × D0 64 момент інерції для круглого перерізу; n =0,5 - кое на поперечного перерізу заготовки; J = 2 40182 спериментами підтверджено, що до досягнення e y .кp , розрахованого за формулою (3), заготовка не втрачає стійкості (не згинається), тобто не набуває профільованої форми, яка може бути використана при раціоналізації типових технологічних процесів. Досягнення величини e y.m ax не викликає утворювання “затиску” завдяки тому, що при виведенні формули (7) значення d було взято із запасом ( d = e y ). Але вже при невеликому (на 5-7%) Таблиця m0 = L0 D0 *3,0 3,5 4,0 4,5 5,0 5,5 6,0 6,5 7,0 e y .кp , % за формулою (3) 27,4 20,1 15,4 12,2 9,9 8,2 6,9 5,8 5,0 e y.m ax, % за формулою (7) 23,7 31,1 37,0 41,8 45,7 49,1 51,9 54,5 56,6 перевищенні значення e y.m ax радіус згинання профільованої заготовки стає небажано малим, що приведе до збільшеного дефектоутворювання (при одержанні кінцевих виробів) і прискореного зношування штампів. Джерела інформації. 1. Ковка и объемная штамповка стали: Справочник в 2-х томах / Под ред. М.В. Сторожова. М.: Машиностроение, 1968. - Т. 2. - 448 с. 2. Диамантопуло К.К., Кухарь В.В. Исследование осадки с потерей устойчивости заготовки для приближения ее формы к форме поковки // Удосконалення процесів та обладнання обробки тиском у машинобудуванні та металургії: Зб. наук. пр. - Краматорськ, ДДМА, 1999. - C. 71-74. 3. Сторожев М.В., Попов Е.А. Теория обработки металлов давлением. - М.: Ма шиностроение, 1977. - 423 с. 4. Качанов Л.М. Основы теории пластичности. - М.: На ука, 1969. - 420 с. 5. Сопротивление материалов / Под ред. Г.С. Писаренко. - К.: Ви ща школа, 1986. - 775 с. * 3аготовка стійкість не втрачає. Представлена таблиця визначає область значень умовного ступеня деформації, що гарантує якість профільованої заготовки. L Верхня границя значення m0 = 0 визначаD0 ється розмірами штампового простору, тобто висота циліндричної заготовки (L0) не може перевищувати відстані між осаджувальними плитами до осаджування. У лабораторії кафедри ковальсько-штампувального виробництва Приазовського державного технічного університету були проведені експерименти з осаджування із втратою стійкості зразків L Æ20 мм і Æ30 мм із відношенням 0 =3,0...7,0. ЕкD0 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of profiled billet
Автори англійськоюKukhar Volodymyr Valentynovych, Diamantopulo Kostiantyn Kostiantynovych, Kadava Viktor Volodymyrovych
Назва патенту російськоюСпособ получения профилированной заготовки
Автори російськоюКухар Владимир Валентинович, Диамантопуло Константин Константинович, Кадава Виктор Владимирович
МПК / Мітки
МПК: B21K 1/06
Мітки: одержання, заготовки, спосіб, профільованої
Код посилання
<a href="https://ua.patents.su/3-40182-sposib-oderzhannya-profilovano-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання профільованої заготовки</a>
Спосіб одержання блюмової заготовки
Номер патенту: 26248
Опубліковано: 19.07.1999
Автори: Міллер Віктор Вікторович, Проценко Юрій Юрьевич, Хорошілов Микола Макарович, Нагай Володимир Данилович, Помазан Костянтин Іванович, Чудновець Олександр Миколаєвич, Антипенко Валентин Григорович, Глоба Микола Ільіч
МПК: B21B 1/02
Мітки: одержання, блюмової, заготовки, спосіб
Формула / Реферат:
Способ получения блюмовой заготовки, включающий нагрев слитков, горячую прокатку на обжимном стане, отрезку головной и донной части и порезку раската заданного размера на мерные длины, отличающийся тем, что после удаления донной обрези головную часть раската отрезают в несколько приемов, вначале отрезают крайнюю часть головной обрези при соотношении отрезаемой части к общей длине раската 10 - 12 : 100, а последующую отрезку ее производят с...
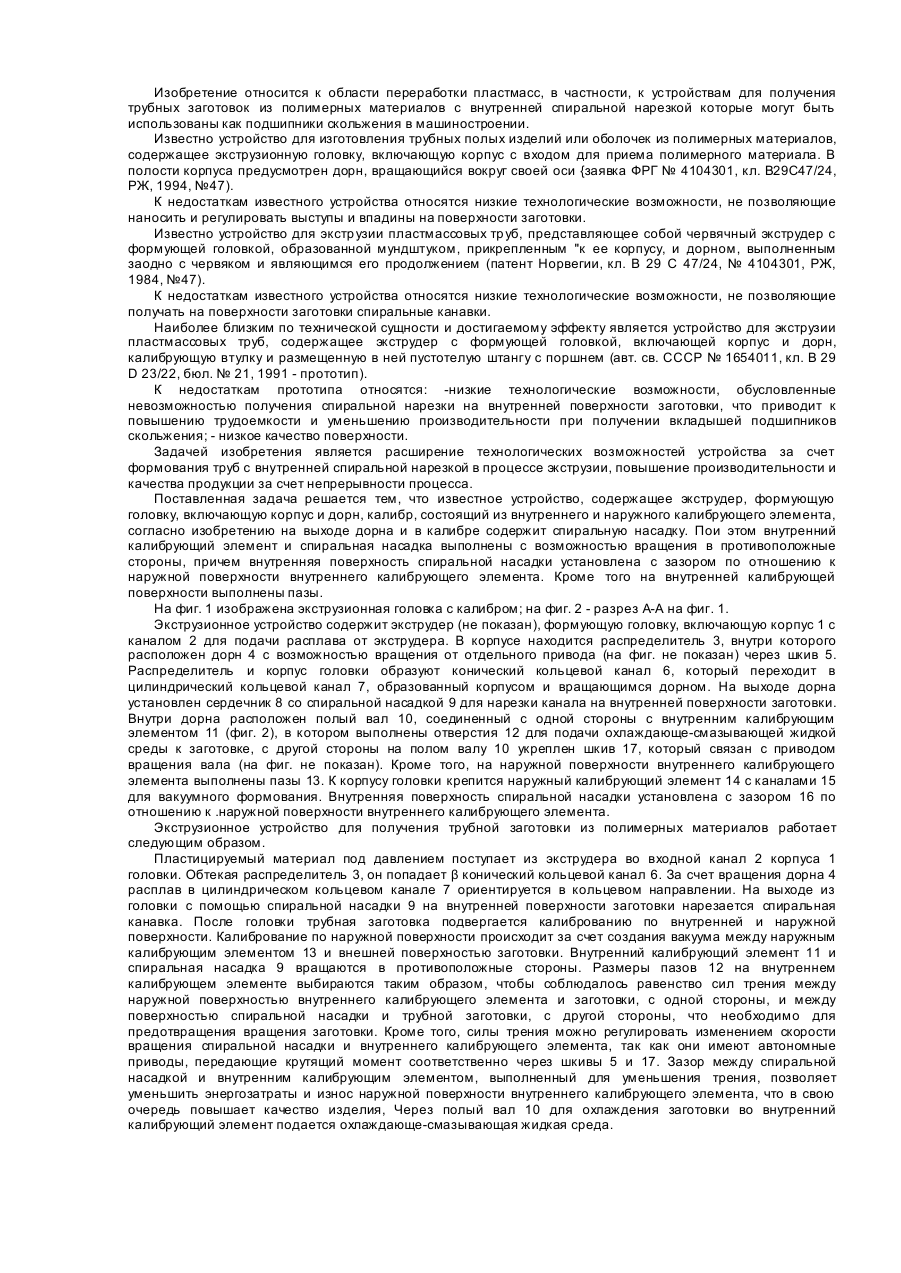
Екструзійний пристрій для одержання трубної заготовки з полімерних матеріалів
Номер патенту: 17777
Опубліковано: 20.05.1997
Автори: Лисак Артем Леонідович, Плошенко Іван Григорович, Кузяев Іван Михайлович, Лимар Володимир Володимирович
МПК: B29C 47/20, B29D 23/24
Мітки: екструзійний, одержання, полімерних, трубної, заготовки, матеріалів, пристрій
Формула / Реферат:
1. Экструзионное устройство для получения трубной заготовки из полимерных материалов, содержащее экструдер, формующую головку, включающую корпус и дорн, калибр, состоящий из внутреннего и наружного калибрующего элемента, отличающееся тем, что на выходе дорна и в калибре оно содержит спиральную насадку, а на внутреннем калибрующем элементе выполнены пазы.2. Экструзионное устройство по п. 1, отличающееся тем, что внутренний калибрующий...
Спосіб прокатки заготовки

Номер патенту: 18944
Опубліковано: 25.12.1997
Автор: Рождественський Юрій Васильович
МПК: B21B 27/02
Мітки: спосіб, заготовки, прокатки
Формула / Реферат:
Способ прокатки заготовки, включающий ее зачистку от дефектов, нагрев заготовки до температуры прокатки, прокатку ее в двух горизонтальных приводных валках, прокатку в двух неприводных вертикальных валках, при этом плоскости осей вращения вертикальных и горизонтальных валков смещены, отличающийся тем, что заготовку прокатывают в вертикальных валках, оси вращения которых расположены в плоскости, смещенной по ходу прокатки относительно...
Спосіб автоматичного складання заготовки верху взуття у плоскому вигляді
Номер патенту: 36921
Опубліковано: 16.04.2001
Автори: Драпак Георгій Мефодійович, Горященко Сергій Леонідович
МПК: A43D 111/00
Мітки: автоматичного, заготовки, спосіб, взуття, складання, плоскому, вигляді, верху
Формула / Реферат:
Спосіб автоматичного складання заготовки верху взуття у плоскому вигляді, що включає операції базування стопки деталей, поштучного відокремлення верхніх деталей від стопок, їх послідовного накопичення в пакет, нанесення скріплюючої речовини на їх верхню поверхню та пресування пакету, який відрізняється тим, що пресуванню одночасно піддається весь попередньо складений пакет деталей, при цьому операція накопичення деталей в пакеті відбувається...
Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Бєляєв Данило Іванович, Тільга Степан Сергійович, Кучук-Яценко Сергій Іванович, Бондарук Андрій Всеволодович, Дідківський Олександр Володимирович, Ротару Іон Теодорович, Череднічок Віталій Тимофійович, Ашимов Марат Ашимович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: механічної, заготовки, обробки, прокатного, спосіб, виробу
Формула / Реферат:
Формула изобретенияСпособ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения...
Попередній патент: Сухарі здобні і спосіб одержання сухарів здобних
Наступний патент: Водопроявна фотополімеризаційноздатна пластина та спосіб ії виготовлення
Випадковий патент: Упаковка для циліндричних ємностей