Спосіб одержання профільованої заготовки
Номер патенту: 43614
Опубліковано: 17.12.2001
Автори: Мазан Валентин Іванович, Діамантопуло Костянтин Костянтинович, Кухар Володимир Валентинович
Формула / Реферат
1. Спосіб одержання профільованої заготовки, що включає відрізання циліндричної заготовки, нагрівання й осаджування в торець із втратою стійкості, який відрізняється тим, що призначену для профілювання частину заготовки нагрівають нерівномірно, у відповідності з розподілом деформації по довжині вказаної частини, зі зміною температури від верхнього значення інтервалу кувальних температур для металу, що нагрівають, у поперечному перерізі по стрілі прогину заготовки до мінімальної технологічно допустимої температури приторцевих зон.
2. Спосіб по п. 1, який відрізняється тим, що призначену для профілювання частину заготовки нагрівають за законом:
де - відстань по поздовжній осі заготовки від поперечного перерізу по майбутній стрілі прогину до будь якого довільно обраного поперечного перерізу;
- значення температури у довільному поперечному перерізі заготовки, який розташований на відстані х від поперечного перерізу по майбутній стрілі прогину;
- значення температури у поперечному перерізі по майбутній стрілі прогину заготовки, яке відповідає верхньому значенню інтервалу кувальних температур;
- значення температури нагрівання приторцевої зони заготовки, яке відповідає мінімальній технологічно допустимій температурі, що зумовлена часом та умовами перебігу процесу;
- коефіцієнт форми,
L0 - подвійна відстань від поперечного перерізу по майбутній стрілі прогину до торця або приторцевої зони заготовки,
D0 - діаметр циліндричної заготовки.
3. Спосіб по п. 2, який відрізняється тим, що значення 4оп визначають з виразу:
де ·- мінімальна технологічно допустима температура (визначається часом та умовами пepeбігу процесу),
- температура навколишнього середовища.
Текст
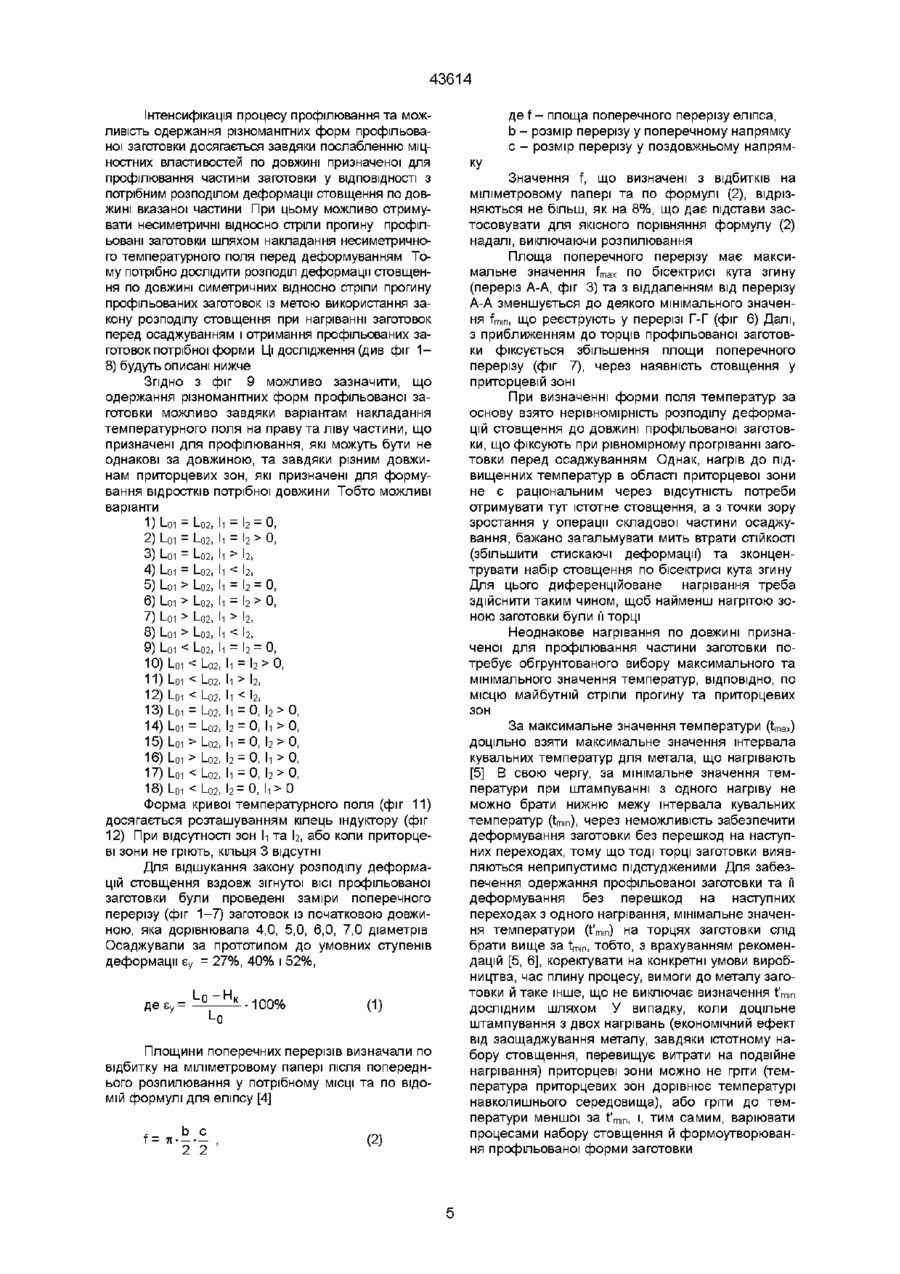
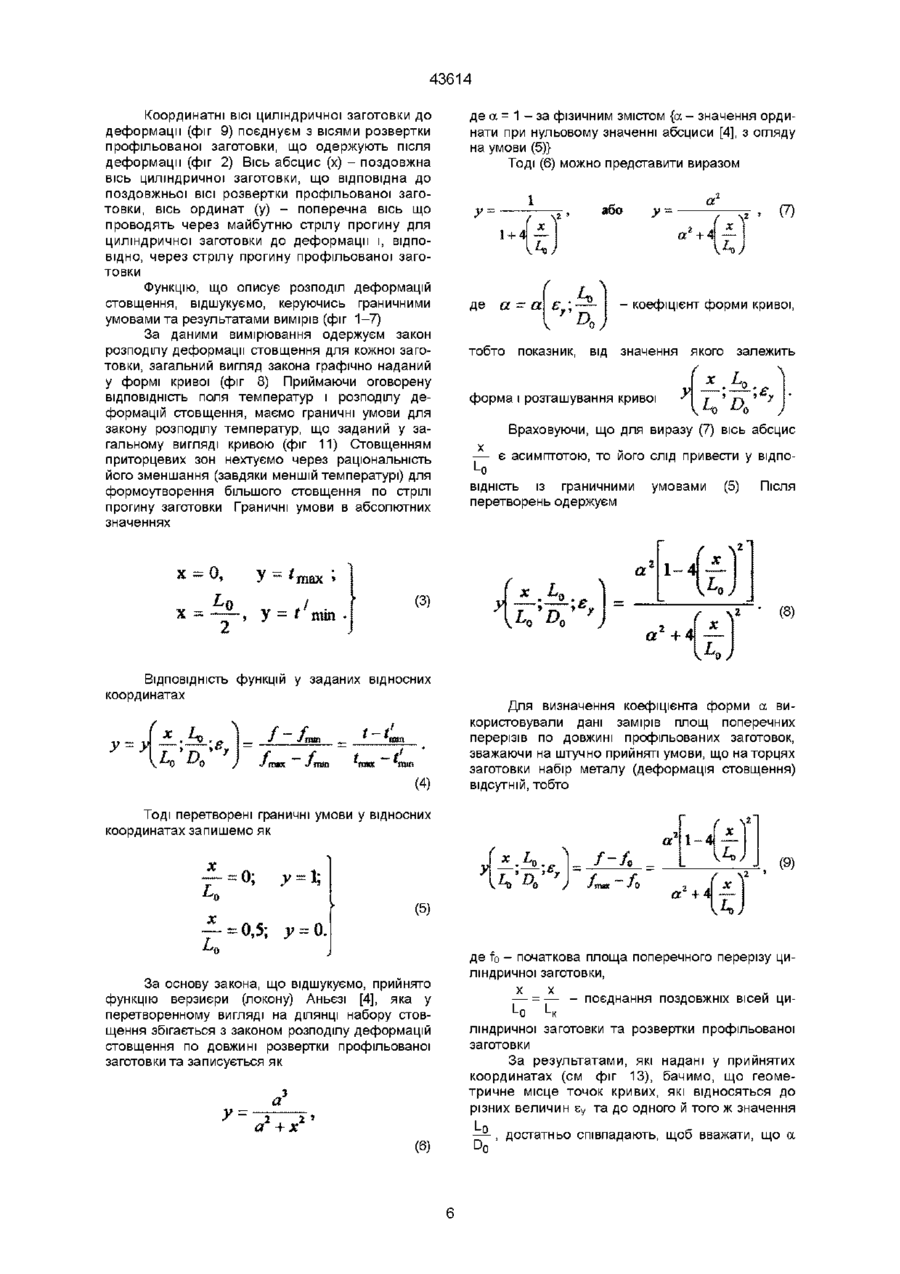
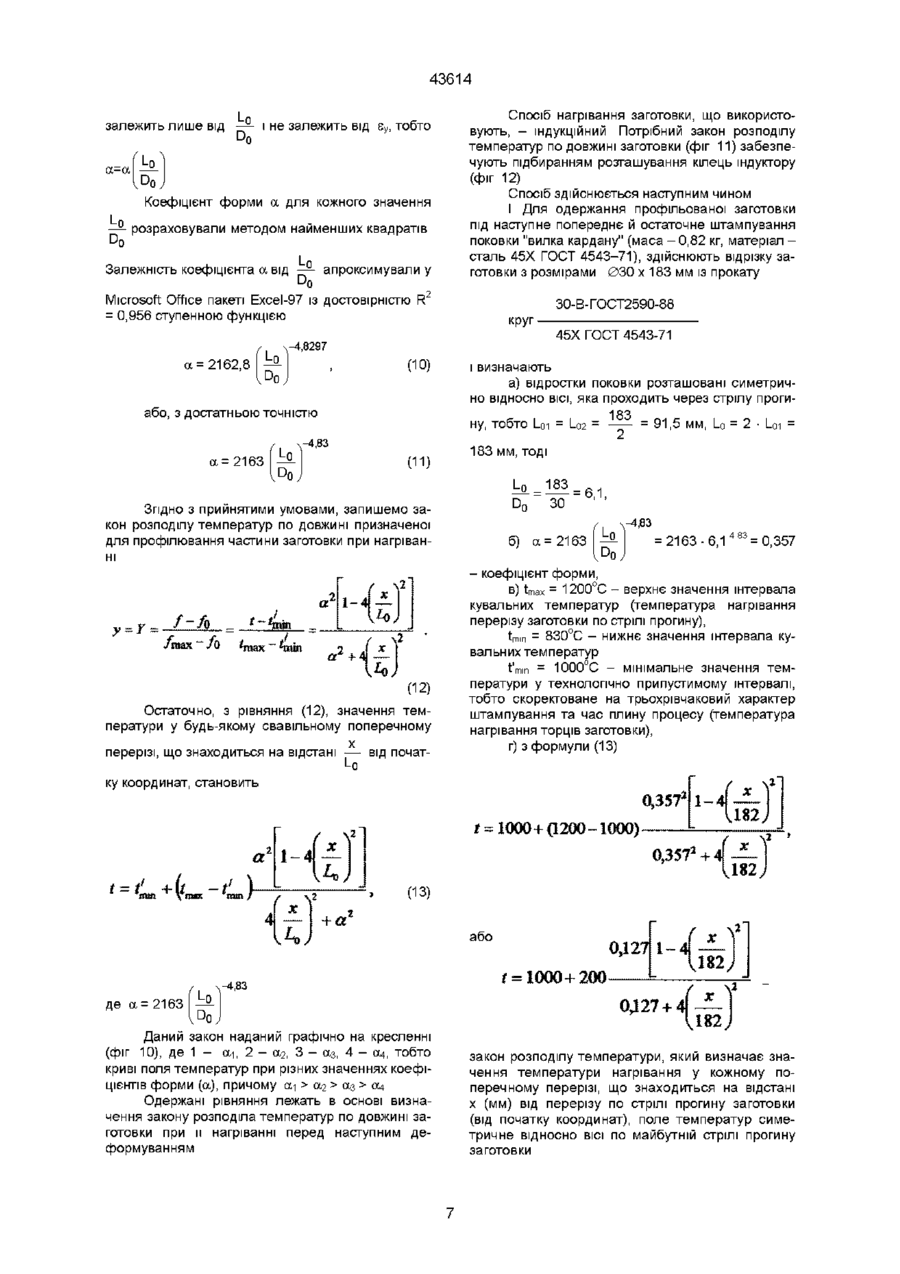
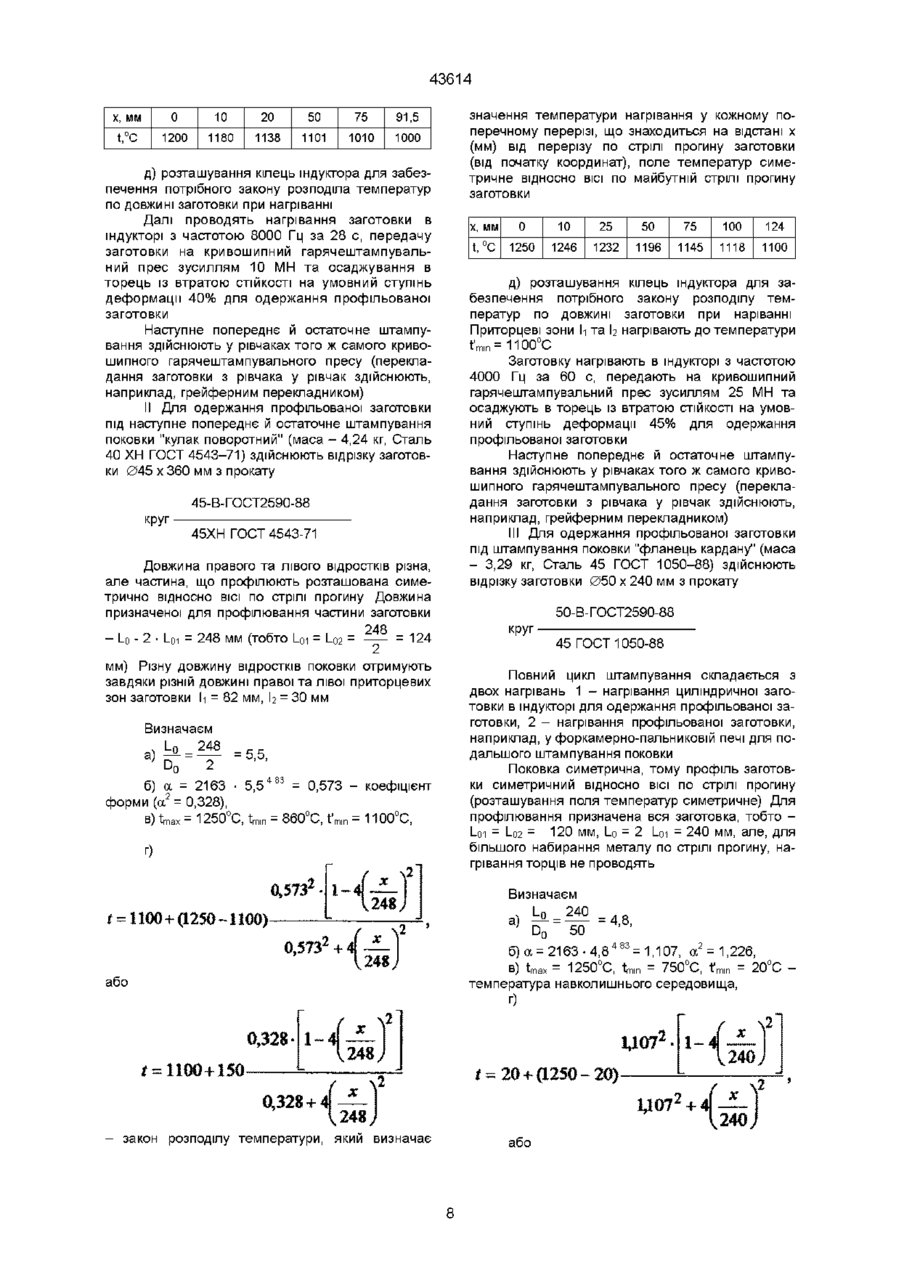
1 Спосіб одержання профільованої заготовки, що включає відрізання циліндричної заготовки, нагрівання й осаджування в торець із втратою СТІЙКОСТІ, який відрізняється тим, що призначену для профілювання частину заготовки нагрівають нерівномірно, у ВІДПОВІДНОСТІ з розподілом де формації по довжині вказаної частини, зі зміною температури від верхнього значення інтервалу кувальних температур для металу, що нагрівають, у поперечному перерізі по стрілі прогину заготовки до мінімальної технологічно допустимої температури приторцевих зон 2 Спосіб по п 1, який відрізняється тим, що призначену для профілювання частину заготовки нагрівають за законом де х - відстань по поздовжній осі заготовки від поперечного перерізу по майбутній стрілі прогину до будь-якого довільно обраного поперечного перерізу, t - значення температури у довільному поперечному перерізі заготовки, який розташований на відстані х від поперечного перерізу по майбутній стрілі прогину, t m a x - значення температури у поперечному перерізі по майбутній стрілі прогину заготовки, яке відповідає верхньому значенню інтервалу кувальних температур, t'mm - значення температури нагрівання приторцевоі зони заготовки, яке відповідає мінімальній технологічно допустимій температурі, що зумовлена часом та умовами перебігу процесу, 1-4,83 - коефіцієнт форми, D l_o - подвійна відстань від поперечного перерізу по майбутній стрілі прогину до торця або приторцевої зони заготовки, Do - діаметр циліндричної заготовки З Спосіб по п 2, який відрізняється тим, що значення t'mm визначають з виразу а = 2163 * т і п - tmin - * н с > -*mm+?max Винахід належить до області обробки металів тиском, і може бути використаним, наприклад, при профілюванні заготовки під подальше штампування Відомий спосіб одержання профільованої заготовки локальним деформуванням [1, стор 4 2 43] При цьому нагрівання здійснюють зонально з просуванням зони нагрівання вздовж заготовки, через що виникають причини, які обмежують область використання способу необхідність перемі Ю де t"mm - мінімальна технологічно допустима температура (визначається часом та умовами перебігу процесу), t H C -температура навколишнього середовища щення осередку деформації по заготовці знижує продуктивність, порівняно зі способами, в яких формозміненню підлягає вся заготовка цілком, внаслідок впливу недеформованих і деформованих частин заготовки на напружено-деформівний стан матеріалу, важно забезпечити високу точність виробів, - и здобувають збільшенням числа переходів, що також веде до зниження продуктивності, при локальному нагріванні закон розподілу температур визначається законами теплопередачі в неявній формі, тобто необхідна форма поля роз (О со 43614 поділу температур, а, ВІДПОВІДНО, І механічних властивостей, не визначена, що обмежує технологічні можливості та звужує область застосування способу через імовірність прогрівання ділянок заготовки, які не призначені для інтенсивного формозмінення, і навпаки Відомий спосіб одержання профільованої заготовки вальцюванням на кувальних вальцях [2, стор 10] При цьому не уникнути вдавлювання окалини в тіло заготовки, а тому, незадовільної якості поверхні виробів та швидкого зношування штампів Заготовка, що вальцюють, через велику площину контактування металу й інструменту при вальцюванні, швидко охолоджується, що може звести до штампування підстудженої заготовки та поломки устаткування Застосування диференційованого або зонального нагрівання, як і одержання профільованих заготовок із зігнутою віссю, у такий спосіб не можливе Використання кувальних вальців у випадку невеликої серійності виробництва стає не рентабельним Найбільш близьким до технічного рішення, яке заявляється, за результатом, що досягають, є спосіб за джерелом [3], прийнятий за прототип, ВІДПОВІДНО з яким профільовану заготовку одержують відрізкою циліндричної заготовки з відношенням и довжини до діаметра 4 6, подальшим нагріванням і осаджуванням у торець із втратою СТІЙКОСТІ на умовний ступінь деформації ЗО 52% При цьому по бісектрисі кута згину створюється місцеве стовщення Причиною, яка обмежує технологічні можливості способу, є повсюдне однакове нагрівання заготовки при її переважно локальному деформуванні, що вимагає додаткових непотрібних енергетичних витрат При цьому осаджування заготовок із висотою більше за шість діаметрів не приводить до бажаного перерозподілу металу (набиранню стовщення) і, ВІДПОВІДНО, одержанню профільованої заготовки, а супроводжується, здебільше, згинанням Тому для одержання виробів із значною довжиною відростків (наприклад, більше за 2 товщини заготовки) і наявністю фланцевої частини, такий спосіб не пристосовний Одержання таких виробів вимагає використати заготовки із заздалегідь більшим діаметром і більшою довжиною для забезпечення необхідного об'єму металу в МІСЦІ формоутворення стовщення (наприклад, фланцевої частини виробу), збільшених енергетичних та часових витрат на нагрівання додаткового металу Зайвий об'єм металу витискається в облой Звичайне зональне нагрівання в методах гарячого об'ємного штампування з одного нагріва не застосовують, тому що тут потрібно прогрівати всю заготовку в зв'язку з и подальшим деформуванням цілком Причинами, які звужують область застосування прототипу, є також виключення можливості одержання несиметричних профільованих заготовок, неможливість профілювання частини заготовки, та неприйнятність випадків, коли за виробничих або технологічних умов, економічно доцільним стає проведення штампування з двох нагрівань (коли економічний ефект від заощадження металу перекриває витрати на додаткове нагрівання) В основу винаходу поставлена задача створення способу одержання профільованої заго товки, в якому нові умови виконання дій дозволять істотно розширити застосування та технологічні можливості способу (виключаючи наведені вище негативні причини) досягти економії металу, покращити технологічність виробів і зменшити енергетичні витрати при нагріванні заготовки Для розв'язання поставленої задачі у способі одержання профільованої заготовки, який складається та відрізання циліндричної заготовки, и нагрівання та осаджування в торець із втратою СТІЙКОСТІ, у ВІДПОВІДНОСТІ з винаходом, призначену для профілювання частину заготовки нагрівають нерівномірно, у ВІДПОВІДНОСТІ з розподілом деформації по довжині вказаної частини, зі зміною температури від верхнього значення інтервалу кувальних температур для металу, що нагрівають, у поперечному перерізі по стрілі прогину до мінімальної технологічно допустимої температури приторцевої зони При цьому призначену для профілювання частину заготовки нагрівають за законом t= t mm max де х - відстань по поздовжній осі заготовки від поперечного перерізу по майбутній стрілі прогину до будь якого довільного поперечного перерізу, t - значення температури у довільному поперечному перерізі заготовки, який розташований на відстані х від поперечного перерізу по майбутній стрілі прогину, tmax - значення температури у поперечному перерізі по майбутній стрілі прогину заготовки, яке відповідає верхньому значенню в інтервалі кувальних температур, t'mm - значення температури нагрівання приторцевої зони заготовки, яке відповідає мінімальній технологічно допустимій температурі, що зумовлена часом та умовами перебігу процесу, 1-4,83 - коефіцієнт форми, D Lo - подвійна відстань від поперечного перерізу по майбутній стрілі прогину до торця або приторцевої зони заготовки, Do - діаметр циліндричної заготовки Значення температури t'mm, у обгрунтованих випадках, визначають з виразу а = 2163 tmin - *тіп ^ * н с . де t"mm - мінімальна технологічно допустима температура (визначається часов та умовами перебігу процесу), t H C -температура навколишнього середовища Істотність визначеного у винаході закону розподілу температур по довжині заготовки, яку нагрівають, полягає втому, що профільована заго 43614 товка, яку отримують у такий спосіб, має у поперечному перерізі по стрілі прогину набір металу більший, ніж це можливо за прототипом для заготовок з таким самим співвідношенням довжини до діаметру В результаті, навіть заготовки з висотою більш за шість діаметрів мають істотний набір стовщення у поперечному перерізі по стрілі прогину при втраті СТІЙКОСТІ заготовки При цьому виключається традиційне нагрівання всього об'єму заготовки до верхнього значення інтервалу кувальних температур, що заощаджує енергоресурси Важливим є можливість одержання за способом, який заявляється, несиметричної відносно стріли прогину профільованої заготовки, що досягають ВІДПОВІДНИМ нерівномірним несиметричним нагрівом Це суттєво розширює технологічні можливості способу Коли нагрівання приторцевих зон не проводять (t'mm дорівнює температурі навколишнього середовища), інтенсифікація формоутворення стовщення виражена максимально, завдяки особливостям напружено-деформівного стану, що реалізується Варіювання температурою їтт в інтервалі t"mm t'mm t H C дає можливість варіювати набором металу й формою профільованоїзаготовки, формоутворюючи такі стовщення, економічний ефект від одержання яких (завдяки заощадженому металу) перекриє витрати на додаткове нагрівання Інтенсифікації процесу формоутворення стовщення досягають завдяки тому, що за закон розподілу температур взятий закон розподілу деформації стовщення по довжині профільованої заготовки Як відомо [3], при втраті СТІЙКОСТІ заготовки відбувається поздовжній згин, а набір металу (стовщення) розподіляється нерівномірно по її довжині, що служить основою одержання профільованої заготовки Логічно підтримати природну нерівномірність розподілу деформації стовщення шляхом послаблення міцностних властивостей матеріалу заготовки пропорційно необхідній величині набору металу по довжині призначеної для профілювання частини заготовки Це досягають накладанням нерівномірного температурного поля (диференційованим нерівномірним нагріванням), що сприяє проявленню ряда позитивних результатів При цьому відстань призначеної для профілювання частини заготовки праворуч і ліворуч від поперечного перерізу по стрілі прогину може бути не однакова Нагрівання призначеної для профілювання частини заготовки більш універсально відображає можливість нагрівання як певної частини довжини заготовки, так і всієї заготовки цілком Це додатково розширює технологічні можливості способу Довжина приторцевих зон праворуч і ліворуч може бути різною, що залежить від форми профільованої заготовки, яку потрібно одержати Більше нагрівання місця майбутньої стріли прогину відповідає більшому прогріванню ділянки, яка підлягає формоутворенню стовщення, що концентрує там набір металу Торцеві зони, які є менш прогрітими, загальмовують мить втрати СТІЙКОСТІ (забезпечують більшу СТІЙКІСТЬ) заготовки, що збільшує складову частину осаджування в операції та сприяє інтенсифікації процесу формоутворення стовщення бажаної профільованої заготовки, придатної надалі для штампування з одного або з двох нагрівань Одержання профільованої заготовки з більшим, ніж це можливо за прототипом, об'ємом метала в МІСЦІ ПО стрілі прогину (з більшим стовщенням), при використанні меншого об'єму метала заготовки, ніж це необхідно за прототипом, істотно розширює технологічні можливості способу, сприяє економії металу, розширює номенклатуру виробів при покращенні їх технологічності, скорочує КІЛЬКІСТЬ переходів і зменшує енергетичні витрати на нагрівання, через відсутність необхідності нагрівати рівномірно всю заготовку Суть винаходу пояснюється кресленнями, які відображають фіг 1 - схема обміру заготовки (фронтальний вид зігнутої профільованої заготовки), де Нк - кінцева висота зігнутої профільованої заготовки (відстань між верхньою та нижньою осаджувальною плитою після деформування), Ф - центральний кут зігнутої профільованої заготовки (кут між відростками), А-А, Г-Г, В-В, Б-Б та Д - Д - ВІДПОВІДНО, макси мальний поперечний переріз, мінімальний поперечний переріз заготовки, проміжні між ними поперечні перерізи (В-В, Б-Б) та поперечний переріз у приторцевій зоні, фіг 2 - розвертка зігнутої заготовки та розташування координатних вісей, де U - кінцева довжина розвертки профільованої заготовки, 0 х - вісь абсцис, 0 - початок координат, х - відстань по ВІСІ абсцис від 0, А-А, Г-Г, В-В, Б-Б та Д-Д - максимальний поперечний переріз, мінімальний поперечний переріз заготовки, проміжні між ними поперечні перерізи (В-В, Б-Б) та поперечний переріз у приторцевій зоні, Ь, Із, І4 та Is - відстань по ВІСІ абсцис до поперечних перерізів Б-Б, В-В, Г-Г та Д-Д ВІДПОВІДНО, фіг 3 - поперечний переріз А-А, де сі та Ьі - повздовжній та поперечний розмір перерізу, фіг 4 - поперечний переріз Б-Б, де С та Ьг - повздовжній та поперечний 2 розмір перерізу, фіг 5 - поперечний переріз В-В, де сз та Ьз - повздовжній та поперечний розмір перерізу, фіг 6-поперечний переріз Г-Г, де С та Ь4 - повздовжній та поперечний 4 розмір перерізу, фіг 7 - поперечний переріз Д-Д, фіг 8 - загальний вигляд графіка (характер) розподілу деформацій стовщення по довжині симетричної профільованої заготовки, де f - площа поперечного перерізу, 0 х - вісь абсцис, 0 - початок координат, х - відстань по ВІСІ абсцис, фіг 9 - циліндрична заготовка до деформування та розташування координатних вісей, де Do - діаметр циліндричної заготовки, хОх - вісь абсцис, яка проходить через поздовжню вісь недеформованої заготовки, Оу - вісь ординат, яка проходить через майбутню стрілу прогину заготовки, 43614 О - початок координат, х - відстань по осі абсцис від 0 1о - відстань від поперечного перерізу по -ї майбутній стрілі прогину (від 0) призначеної для профілювання частини до лівої приторцевої зони недеформованої заготовки, при цьому для лівої частини І_о = 2 • І_оі подвійна відстань від поперечного перерізу по майбутній стрілі прогину до лівої приторцевої зони заготовки, L02 - відстань від поперечного перерізу по майбутній стрілі прогину (від 0) призначеної для профілювання частини до лівої приторцевої зони недеформованої заготовки, при цьому для правої частини І_о = 2 • І_о2 подвійна відстань від поперечного перерізу по майбутній стрілі прогину до лівої приторцевої зони заготовки, І_н - загальна довжина призначеної для профілювання частини заготовки, h - довжина лівої приторцевої зони (для формування лівого відростка поковки), b - довжина правої приторцевої зони (для формування правого відростка поковки), І_3 - загальна довжина заготовки, фіг 10 - графік розподілу температур (температурне поле) по довжині заготовки, що нагрівають, у відносних координатах, де 0 - початок координат, X X — 0 тах ( вісь абсцис у відносних координа V відношення абсолютної відстані від 0 по o ВІСІ абсцис до абсолютного значення подвійної відстані від поперечного перерізу по майбутній стрілі прогину до, ВІДПОВІДНО, правої чи лівої приторцевої зони заготовки), 0Y - вісь ординат по якій відкладають значення функції закону розподілу температур, L *• Y = L mm Де t - значення темtmax - f .min r ператури, що відкладають по ВІСІ ординат (значення температури у свавільному поперечному перерізі, який розташований на відстані х від 0), t m a x - максимальне значення температури (по майбутній стрілі прогину заготовки), яке відповідає максимальному значенню інтервала кувальних температур для метала, що нагрівають, t'mm - мінімальне значення температур (на приторцевих зонах заготовки), яке відповідає мінімально допустимому значенню температури нагрівання й визначається часом і умовами процесу одержання виробу, 1, 2, 3, 4 - криві закону розподілення температур для різних значень коефіцієнтів форми, он, а,2, аз, од - коефіцієнти форми заготовки L L (залежать від відношення D ), які відповідають кривим 1, 2, 3, 4, причому он > a-z > аз > он, фіг 11 - графік розподілу температур (поле температур по довжині прризначеної для профілювання частини заготовки) в абсолютних координатах при нагріванні заготовки в індукторі, де t - значення температури, що відкладають по ВІСІ ординат (значення температури у свавільному поперечному перерізі), t m a x - максимальне значення температури (по майбутній стрілі прогину заготовки), яке відповідає максимальному значенню штервала кувальних температур для метала, що нагрівають, t'mm - мінімальне значення температур (на приторцевих зонах заготовки), яке відповідає мінімально допустимому значенню температури нагрівання й визначається часом і умовами процесу одержання виробу, фіг 12 - розташування заготовки в індукторі при нагріванні, де 1 - кільця індуктора, які розташовані по довжині призначеної для профілювання частини заготовки, 2 - заготовка в індукторі, 3 - кільця індуктора, які розташовані по довжині приторцевої зони при потребі її нагрівання, фіг 13 - значення площ поперечного перерізу по довжині призначеної для профілювання частини заготовки, пристосовно до закону розподілення температур, де х - відстань за поздовжньою віссю заготовки від поперечного перерізу по майбутній стрілі прогину до будь-якого свавільного поперечного перерізу, Lo - подвійна відстань від поперечного перерізу по майбутній стрілі прогину до торця або приторцевої зони заготовки, f-f t-f. - закон розподілу tLmax r L min r fr 'max - f '0 температур ВІДПОВІДНО до розподілу деформацій, тут t - значення температури у свавільному поперечному перерізі заготовки, який розташований на відстані х від поперечного перерізу по майбутній стрілі прогину, tmax - значення температури у поперечному перерізі по майбутній стрілі прогину заготовки, яке відповідає верхньому значенню в інтервалі кувальних температур, t'mm - значення температури нагрівання приторцевої зони заготовки, яке відповідає мінімальній технологічно допустимій температурі, що зумовлена часом та умовами плину процесу, f - площа свавільного поперечного перерізу профільованої заготовки, який розташований на відстані х від поперечного перерізу по майбутній стрілі прогину, fn = 71-D - початкова площа поперечного перерізу циліндричної заготовки до деформування, тут Do - початковий діаметр циліндричної заготовки до деформування, fmax - максимальна площа поперечного перерізу профільованої заготовки у поперечному перерізі по стрілі прогину, L0/D0 = Lo/Do - відносна висота заготовки (відношення висоти до діаметру циліндричної заготовки), е у = sy - умовний ступінь деформації 1 \ — •100%, тут Нк - кінцева висота зігнутої профільованої заготовки) 43614 Інтенсифікація процесу профілювання та можливість одержання різномангтних форм профільованої заготовки досягається завдяки послабленню міцностних властивостей по довжині призначеної для профілювання частини заготовки у ВІДПОВІДНОСТІ З потрібним розподілом деформації стовщення по довжині вказаної частини При цьому можливо отримувати несиметричні відносно стріли прогину профільовані заготовки шляхом накладання несиметричного температурного поля перед деформуванням Тому потрібно дослідити розподіл деформації стовщення по довжині симетричних відносно стріли прогину профільованих заготовок із метою використання закону розподілу стовщення при нагріванні заготовок перед осаджуванням і отримання профільованих заготовок потрібної форми Ці дослідження (див фіг 1 8) будуть описані нижче Згідно з фіг 9 можливо зазначити, що одержання різноманітних форм профільованої заготовки можливо завдяки варіантам накладання температурного поля на праву та ліву частини, що призначені для профілювання, які можуть бути не однакові за довжиною, та завдяки різним довжинам приторцевих зон, які призначені для формування відростків потрібної довжини Тобто можливі варіанти 1)1-01 = 1-02, І1 = І2 = 0, 2) І_01 = L02, І1 = І2 > 0, 3) І_01 = L02, І1 > І2, 4) І_01 = L02, І1 L02, І1 = І2 = 0, 6) І_01 > L02, І1 = І2 > 0, 7) 1-01 > L02, І1 > І2, 8) І_01 > L02, І1 < І2, 9) L01 < L02, її = l 2 = О, 10) Loi 0 , 11) L01 І2, 1 2 ) L o i 0 , 15) Loi > L02, h = 0, l 2 > 0 , 16) Loi > L02, I 2 = O, h > 0 , 17) Loi 0 , 18) Loi 0 Форма кривої температурного поля (фіг 11) досягається розташуванням кілець індуктору (фіг 12) При відсутності зон h та Ь, або коли приторцеві зони не гріють, кільця 3 відсутні Для відшукання закону розподілу деформацій стовщення вздовж зігнутої ВІСІ профільованої заготовки були проведені заміри поперечного перерізу (фіг 1-7) заготовок із початковою довжиною, яка дорівнювала 4,0, 5,0, 6,0, 7,0 діаметрів Осаджували за прототипом до умовних ступенів деформації s y = 27%, 4 0 % і 52%, Lf -^ • 1 0 0 % (1) Площини поперечних перерізів визначали по відбитку на міліметровому папері після попереднього розпилювання у потрібному МІСЦІ та по ВІДО МІЙ формулі для еліпсу [4] f _ Ь с 2 2 (2) де f - площа поперечного перерізу еліпса, b - розмір перерізу у поперечному напрямку с - розмір перерізу у поздовжньому напрямку Значення f, що визначені з відбитків на міліметровому папері та по формулі (2), відрізняються не більш, як на 8%, що дає підстави застосовувати для якісного порівняння формулу (2) надалі, виключаючи розпилювання Площа поперечного перерізу має максимальне значення f m a x по бісектрисі кута згину (переріз А-А, фіг 3) та з віддаленням від перерізу А-А зменшується до деякого мінімального значення fmm, що реєструють у перерізі Г-Г (фіг 6) Далі, з приближениям до торців профільованої заготовки фіксується збільшення площи поперечного перерізу (фіг 7), через наявність стовщення у приторцевій зоні При визначенні форми поля температур за основу взято нерівномірність розподілу деформацій стовщення до довжині профільованої заготовки, що фіксують при рівномірному прогріванні заготовки перед осаджуванням Однак, нагрів до підвищенних температур в області приторцевої зони не є раціональним через відсутність потреби отримувати тут істотне стовщення, а з точки зору зростання у операції складової частини осаджування, бажано загальмувати мить втрати СТІЙКОСТІ (збільшити стискаючі деформації) та зконцентрувати набір стовщення по бісектрисі кута згину Для цього диференційоване нагрівання треба здійснити таким чином, щоб найменш нагрітою зоною заготовки були її торці Неоднакове нагрівання по довжині призначеної для профілювання частини заготовки потребує обгрунтованого вибору максимального та мінімального значення температур, ВІДПОВІДНО, ПО МІСЦЮ майбутній стріли прогину та приторцевих зон За максимальне значення температури (t m a x ) доцільно взяти максимальне значення інтервала кувальних температур для метала, що нагрівають [5] В свою чергу, за мінімальне значення температури при штампуванні з одного нагріву не можно брати нижню межу інтервала кувальних температур (tmm), через неможливість забезпечити деформування заготовки без перешкод на наступних переходах, тому що тоді торці заготовки виявляються неприпустимо підстудженими Для забезпечення одержання профільованої заготовки та її деформування без перешкод на наступних переходахз одного нагрівання, мінімальне значення температури (t'mm) на торцях заготовки слід брати вище за tmm, тобто, з врахуванням рекомендацій [5, 6], коректувати на конкретні умови виробництва, час плину процесу, вимоги до металу заготовки й таке інше, що не виключає визначення t'mm дослідним шляхом У випадку, коли доцільне штампування з двох нагрівань (економічний ефект від заощаджування металу, завдяки істотному набору стовщення, перевищує витрати на подвійне нагрівання) приторцеві зони можно не гріти (температура приторцевих зон дорівнює температурі навколишнього середовища), або гріти до температури меншої за t'mm, і, тим самим, варіювати процесами набору стовщення й формоутворювання профільованої форми заготовки 43614 Координатні ВІСІ циліндричної заготовки до деформації (фіг 9) поєднуєм з вісями розвертки профільованої заготовки, що одержують після деформації (фіг 2) Вісь абсцис (х) - поздовжна вісь циліндричної заготовки, що відповідна до поздовжньої ВІСІ розвертки профільованої заготовки, вісь ординат (у) - поперечна вісь що проводять через майбутню стрілу прогину для циліндричної заготовки до деформації і, ВІДПОВІДНО, через стрілу прогину профільованої заготовки Функцію, що описує розподіл деформацій стовщення, відшукуємо, керуючись граничними умовами та результатами вимірів (фіг 1-7) За даними вимірювання одержуєм закон розподілу деформації стовщення для кожної заготовки, загальний вигляд закона графічно наданий у формі кривої (фіг 8) Приймаючи оговорену ВІДПОВІДНІСТЬ поля температур і розподілу деформацій стовщення, маємо граничні умови для закону розподілу температур, що заданий у загальному вигляді кривою (фіг 11) Стовщенням приторцевих зон нехтуємо через раціональність його зменшання (завдяки меншій температурі) для формоутворення більшого стовщення по стрілі прогину заготовки Граничні умови в абсолютних значеннях X ___ f\ ~• --^ I] V де а = 1 - за фізичним змістом {а - значення ординати при нульовому значенні абсциси [4], з огляду на умови (5)} Тоді (6) можно представити виразом або U) 1+ . м> єу; де а-а\ тобто - коефіцієнт форми кривої, показник, від значення якого залежить форма і розташування кривої Враховуючи, що для виразу (7) вісь абсцис є асимптотою, то його слід привести у відпоL ВІДНІСТЬ із граничними умовами (5) Після перетворень одержуєм / ^Z / (3) ВІДПОВІДНІСТЬ функцій у заданих відносних координатах (4) (8) Для визначення коефіцієнта форми а використовували дані замірів площ поперечних перерізів по довжині профільованих заготовок, зважаючи на штучно прийняті умови, що на торцях заготовки набір металу (деформація стовщення) відсутній, тобто Тоді перетворені граничні умови у відносних координатах запишемо як L 0> а ,, у ./пик fn »* (5) L J Jo0 4 г a -+А І (9) * -0,5; За основу закона, що відшукуємо, прийнято функцію верзиєри (локону) Аньєзі [4], яка у перетворенному вигляді на ДІЛЯНЦІ набору стовщення збігається з законом розподілу деформацій стовщення по довжині розвертки профільованої заготовки та записується як (6) де fo - початкова площа поперечного перерізу циліндричної заготовки, X X — = — - поєднання поздовжніх вісей циліндричної заготовки та розвертки профільованої заготовки За результатами, які надані у прийнятих координатах (см фіг 13), бачимо, що геометричне місце точок кривих, які відносяться до різних величин sy та до одного й того ж значення — , достатньо співпадають, щоб вважати, що а 43614 залежить лише від — і не залежить від єу, тобто Коефіцієнт форми а для кожного значення розраховували методом найменших квадратів Залежність коефіцієнта а від — апроксимували у D o 2 Microsoft Office пакеті Excel-97 із достовірністю R = 0,956 ступенною функцією Спосіб нагрівання заготовки, що використовують, - індукційний Потрібний закон розподілу температур по довжині заготовки (фіг 11) забезпечують підбиранням розташування кілець індуктору (фіг 12) Спосіб здійснюється наступним чином І Для одержання профільованої заготовки під наступне попереднє й остаточне штампування поковки "вилка кардану" (маса - 0,82 кг, матеріал сталь 45Х ГОСТ 4543-71), здійснюють відрізку заготовки з розмірами 030 х 183 мм із прокату 30-В-ГОСТ2590-88 круг 45Х ГОСТ 4543-71 -4,8297 a =2162,8 M=^ Do (10) або, з достатньою точністю а =2163 (11) 'О і визначають а) відростки поковки розташовані симетрично відносно ВІСІ, яка проходить через стрілу проги183 ну, тобто І_оі = L02 = 91,5 мм, Ln = 2 • Lm = 183 мм, тоді Lr Згідно З прийнятими умовами, запишемо закон розподілу температур по довжині призначеної для профілювання частини заготовки при нагріванні 183 = 6,1. 30 -4,83 = 2163- 6,1 4 М = 0,357 б) а =2163 - коефіцієнт форми, В) t m a x - 1 2 0 0 ° C - ВерХНЄ ЗНЗЧЄННЯ ШТерВЭЛЭ Остаточно, з рівняння (12), значення температури у будь-якому свавільному поперечному х перерізі, що знаходиться на відстані — від початL o ку координат, становить кувальних температур (температура нагрівання перерізу заготовки пострілі прогину), tmm = 830°С - нижнє значення штервала кувальних температур t'mm = 1000°С - мінімальне значення температури у технологічно припустимому інтервалі, тобто скоректоване на трьохрівчаковий характер штампування та час плину процесу (температура нагрівання торців заготовки), г) з формули (13) 4 ^ \182 0,357 а * = 1000+0200 -1000) 01572 4- 41 — \182 \P*4J *? і l t=tя (13) а -4,83 де a-z > аз > ал Одержані рівняння лежать в основі визначення закону розподіла температур по довжині заготовки при и нагріванні перед наступним деформуванням або 0Д27 t = 1000+ 200 І ТІ ————— / 4І — 0,127 + закон розподілу температури, який визначає значення температури нагрівання у кожному поперечному перерізі, що знаходиться на відстані х (мм) від перерізу по стрілі прогину заготовки (від початку координат), поле температур симетричне відносно ВІСІ по майбутній стрілі прогину заготовки 43614 X, MM 0 10 20 50 75 91,5 t,°C 1200 1180 1138 1101 1010 1000 д) розташування кілець індуктора для забезпечення потрібного закону розподіла температур по довжині заготовки при нагріванні Далі проводять нагрівання заготовки в індукторі з частотою 8000 Гц за 28 с, передачу заготовки на кривошипний гарячештампувальний прес зусиллям 10 МН та осаджування в торець із втратою СТІЙКОСТІ на умовний ступінь деформації 40% для одержання профільованої заготовки Наступне попереднє й остаточне штампування здійснюють у рівчаках того ж самого кривошипного гарячештампувального пресу (перекладання заготовки з рівчака у рівчак здійснюють, наприклад, грейферним перекладником) II Для одержання профільованої заготовки під наступне попереднє й остаточне штампування поковки "кулак поворотний" (маса - 4,24 кг, Сталь 40 ХН ГОСТ 4543-71) здійснюють відрізку заготовки 045 х 360 мм з прокату 45-В-ГОСТ2590-88 круг 45ХН ГОСТ 4543-71 Довжина правого та лівого відростків різна, але частина, що профілюють розташована симетрично відносно ВІСІ по стрілі прогину Довжина призначеної для профілювання частини заготовки 248 - І_о - 2 • І_оі = 248 мм (тобто І_оі = L02 = 124 мм) Різну довжину відростків поковки отримують завдяки різній довжині правої та лівої приторцевих зон заготовки h = 82 мм, Ь = ЗО мм Визначаєм = 5,5, D б) а = 2163 • 5 , 5 4 8 3 = 0,573 - коефіцієнт форми (а2 = 0,328), в) W = 1250°С, t m i n = 860°С, f min = 1100°С, г) = 1100+(1250-1100) 1 1 0 573 + 4| \248j або 0,328 t = 1100+150 U48 значення температури нагрівання у кожному поперечному перерізі, що знаходиться на відстані х (мм) від перерізу по стрілі прогину заготовки (від початку координат), поле температур симетричне відносно ВІСІ по майбутній стрілі прогину заготовки X, ММ 0 t, °С 1250 25 50 75 100 124 1232 1196 1145 1118 1100 д) розташування кілець індуктора для забезпечення потрібного закону розподілу температур по довжині заготовки при наріванні Приторцеві зони h та Ь нагрівають до температури 0 tmin=1100 C Заготовку нагрівають в індукторі з частотою 4000 Гц за 60 с, передають на кривошипний гарячештампувальний прес зусиллям 25 МН та осаджують в торець із втратою СТІЙКОСТІ на умовний ступінь деформації 45% для одержання профільованої заготовки Наступне попереднє й остаточне штампування здійснюють у рівчаках того ж самого кривошипного гарячештампувального пресу (перекладання заготовки з рівчака у рівчак здійснюють, наприклад, грейферним перекладником) III Для одержання профільованої заготовки під штампування поковки "фланець кардану" (маса - 3,29 кг, Сталь 45 ГОСТ 1050-88) здійснюють відрізку заготовки 050 х 240 мм з прокату 50-В-ГОСТ2590-88 круг 45 ГОСТ 1050-88 Повний цикл штампування складається з двох нагрівань 1 - нагрівання циліндричної заготовки в індукторі для одержання профільованої заготовки, 2 - нагрівання профільованої заготовки, наприклад, у форкамерно-пальниковій печі для подальшого штампування поковки Поковка симетрична, тому профіль заготовки симетричний відносно ВІСІ по стрілі прогину (розташування поля температур симетричне) Для профілювання призначена вся заготовка, тобто 1-ої = L02 - 120 мм, l_o = 2 І_оі = 240 мм, але, для більшого набирання металу по стрілі прогину, нагрівання торців не проводять Визначаєм L _ 240 = 4,8, а) o D n ~ 50 б)
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of shaped billet
Автори англійськоюKukhar Volodymyr Valentynovych, Diamantopulo Kostiantyn Kostiantynovych, Mazan Valentyn Ivanovych
Назва патенту російськоюСпособ получения профилированной заготовки
Автори російськоюКухар Владимир Валентинович, Диамантопуло Константин Константинович, Мазан Валентин Иванович
МПК / Мітки
МПК: B21K 1/06
Мітки: спосіб, одержання, заготовки, профільованої
Код посилання
<a href="https://ua.patents.su/14-43614-sposib-oderzhannya-profilovano-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання профільованої заготовки</a>
Спосіб одержання профільованої заготовки
Номер патенту: 40182
Опубліковано: 16.07.2001
Автори: Кухар Володимир Валентинович, Кадава Віктор Володимирович, Діамантопуло Костянтин Костянтинович
МПК: B21K 1/06
Мітки: профільованої, спосіб, одержання, заготовки
Формула / Реферат:
Спосіб одержання профільованої заготовки, що складається з відрізання циліндричної заготовки, нагрівання й осаджування в торець із втратою стійкості на умовний ступінь деформації, який відрізняється тим, що умовний ступінь деформації визначають із виразу:де εу - умовний ступінь деформації,
Спосіб одержання блюмової заготовки
Номер патенту: 26248
Опубліковано: 19.07.1999
Автори: Глоба Микола Ільіч, Хорошілов Микола Макарович, Антипенко Валентин Григорович, Помазан Костянтин Іванович, Проценко Юрій Юрьевич, Нагай Володимир Данилович, Міллер Віктор Вікторович, Чудновець Олександр Миколаєвич
МПК: B21B 1/02
Мітки: спосіб, блюмової, заготовки, одержання
Формула / Реферат:
Способ получения блюмовой заготовки, включающий нагрев слитков, горячую прокатку на обжимном стане, отрезку головной и донной части и порезку раската заданного размера на мерные длины, отличающийся тем, что после удаления донной обрези головную часть раската отрезают в несколько приемов, вначале отрезают крайнюю часть головной обрези при соотношении отрезаемой части к общей длине раската 10 - 12 : 100, а последующую отрезку ее производят с...
Екструзійний пристрій для одержання трубної заготовки з полімерних матеріалів
Номер патенту: 17777
Опубліковано: 20.05.1997
Автори: Кузяев Іван Михайлович, Плошенко Іван Григорович, Лимар Володимир Володимирович, Лисак Артем Леонідович
МПК: B29C 47/20, B29D 23/24
Мітки: трубної, пристрій, заготовки, матеріалів, одержання, полімерних, екструзійний
Формула / Реферат:
1. Экструзионное устройство для получения трубной заготовки из полимерных материалов, содержащее экструдер, формующую головку, включающую корпус и дорн, калибр, состоящий из внутреннего и наружного калибрующего элемента, отличающееся тем, что на выходе дорна и в калибре оно содержит спиральную насадку, а на внутреннем калибрующем элементе выполнены пазы.2. Экструзионное устройство по п. 1, отличающееся тем, что внутренний калибрующий...
Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Бондарук Андрій Всеволодович, Богорський Михайло Володимирович, Тільга Степан Сергійович, Дідківський Олександр Володимирович, Череднічок Віталій Тимофійович, Ашимов Марат Ашимович, Ротару Іон Теодорович, Бєляєв Данило Іванович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: обробки, заготовки, спосіб, механічної, прокатного, виробу
Формула / Реферат:
Формула изобретенияСпособ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения...
Спосіб прокатки заготовки

Номер патенту: 18944
Опубліковано: 25.12.1997
Автор: Рождественський Юрій Васильович
МПК: B21B 27/02
Мітки: заготовки, прокатки, спосіб
Формула / Реферат:
Способ прокатки заготовки, включающий ее зачистку от дефектов, нагрев заготовки до температуры прокатки, прокатку ее в двух горизонтальных приводных валках, прокатку в двух неприводных вертикальных валках, при этом плоскости осей вращения вертикальных и горизонтальных валков смещены, отличающийся тем, что заготовку прокатывают в вертикальных валках, оси вращения которых расположены в плоскости, смещенной по ходу прокатки относительно...
Попередній патент: Спосіб ушивання підшкірної клітковини при лапаротомії у жінок з ожирінням
Наступний патент: Пристрій для біопсії
Випадковий патент: Спосіб комбінованої сфероідизуючої обробки сталі для металопродукції