Установка для виготовлення пустотілих зливків
Номер патенту: 6937
Опубліковано: 16.05.2005
Автори: Шпаковскій Вадім, Клюєв Сергій Петрович, Клюєв Андрій Петрович

Формула / Реферат
1. Установка для виготовлення пустотілих зливків, що складається зі сталевого корпусу установки, запалу, водоохолоджуваного кристалізатора з мідною сорочкою, в нижньому перерізі якої розміщені отвори вторинного охолодження зливка, дорна, що складається з приймального тигля і наконечника, труб для подачі охолоджувальної води, у верхній частині приймального тигля розташований центральний прохід для подачі розплаву, а в нижній частині радіально по діаметру, під кутом 120° одне до одного, розташовані три вихідні отвори для подачі розплаву до кристалізатора, яка відрізняється тим, що водоохолоджуваний кристалізатор виконаний мідним, а водоохолоджувана сорочка є одночасно корпусом кристалізатора, приймальний тигель і наконечник є нероздільними частинами дорна, що виготовлений як цільна конструкція, приймальний тигель має форму сполучених циліндра і півсфери, а осі отворів для подачі розплаву до кристалізатора розташовані під кутом 45° до осі кристалізатора, між запалом та поверхнею кристалізатора розміщено зачеканку, при цьому запал приєднаний до витяжного пристрою.
2. Установка за п. 1, яка відрізняється тим, що дорн прикріплений до насадки, в свою чергу, приєднаної до кристалізатора, наприклад, за допомогою шпильок.
3. Установка за пп. 1, 2, яка відрізняється тим, що за витяжний пристрій використовують гвинтову передачу.
4. Установка за пп. 1, 2, 3, яка відрізняється тим, що як зачеканку використовують азбестовий шнур.
Текст
Запропонована корисна модель відноситься до області ливарного виробництва зокрема до установки для виготовлення пустотілих злитків, що можуть надалі бути використані, наприклад, для одержання трубних заготовок, наприклад, шляхом обробки тиском. За прототип до запропонованої корисної моделі взята відома з рівня техніки [Патент США №3678990], установка для безперервного лиття пустотіли х злитків. Зазначена установка складається, зокрема, зі сталевого корпуса установки, запалу, водоохолоджуваного графітового кристалізатора з мідною сорочкою, дорна, що складається з прийомного тигля і наконечника, труб для подачі охолоджувальної води. При цьому в нижньому перетині мідної сорочки кристалізатора розміщені отвори вторинного охолодження злитку. При цьому прийомний тигель дорна приєднаний до його наконечника за допомогою болта і має циліндричну форму, у його верхній частині знаходиться центральний прохід для подачі розплаву, а в нижній частині радіально по діаметру, під кутом 120° одне до одного, розташовані три вихідні отвори для подачі розплаву до кристалізатору, осі яких перпендикулярні осі останнього. До істотних недоліків зазначеної установки можна віднести: - неможливість одержання пустотілих злитків широкого діапазону діаметрів, що з умовлено значною товщиною та обмеженою тепловіддачею стінок графітового кристалізатора; - низьку стійкість дорна і можливість його зсуву (відхилення) від осі кристалізатора, зумовлені імовірністю потрапляння розплаву між прийомним тиглем та наконечником, що з'єднані між собою за допомогою болту, що може призвести до виходу з ладу установки; - високий знос графітової гільзи кристалізатора, що робить необхідним її часту заміну і призводить до подорожчання виготовленого продукту. Задачею запропонованої корисної моделі є створення надійної в експлуатації установки для виготовлення пустотіли х злитків, що забезпечує виробництво продукції широкого діапазону діаметрів із порівняно високою якістю поверхні та низькою собівартістю. Вказана задача вирішується шляхом створення установки для виготовлення пустотілих злитків, що складається зі сталевого корпуса установки, запалу, водоохолоджуваного кристалізатора з мідною сорочкою в нижньому перетині якої розміщені отвори вторинного охолодження злитку, дорна, що складається з прийомного тигля і наконечника, труб для подачі охолоджувальної води. У верхній частині прийомного тигля розташований центральний прохід для подачі розплаву, а в нижній частині радіально по діаметру, під кутом 120° одне до одного, розташовані три вихідні отвори для подачі розплаву до кристалізатору. При цьому, відповідно до корисної моделі, водоохолоджуваний кристалізатор виконаний мідним, а водоохолоджувана сорочка є одночасно корпусом кристалізатора, а прийомний тигель і наконечник є нероздільними частинами дорну, що виготовлений як цільна конструкція. Прийомний тигель має форму сполученого циліндра і півсфери, а осі отворів для подачі розплаву до кристалізатору розташовані під кутом 45° до осі кристалізатора. Між запалом та поверхнею кристалізатора розміщено зачеканку. При цьому запал приєднаний до витяжного пристрою. При цьому відповідно до корисної моделі, дорн прикріплений до насадки, приєднаної до кристалізатора, наприклад, за допомогою шпильок. При цьому, відповідно до корисно моделі, за витяжний пристрій використовують гвинтову передачу. При цьому, відповідно до корисно моделі, як зачеканку використовують азбестовий шнур. Технічний результат, одержаний при створенні запропонованого пристрою полягає у: підвищенні стійкості деталей пристрою, що в цілому збільшує продуктивність і надійність його роботи; забезпеченні виробництва продукції широкого діапазону діаметрів, з більш якісною поверхнею і поліпшеною структурою; зниженні собівартості продукції. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак запропонованого пристрою і технічним результатом, що досягається, полягає у наступному. Використання мідного кристалізатора замість графітового дозволяє збільшити теплопровідність його стінок, що у свою чергу підвищує зносостійкість цієї деталі і дозволяє розширити діапазон діаметрів пустотіли х злитків, що відпиваються на запропонованій установці. Виготовлення дорна у вигляді цільної конструкції, без з'єднань, разом з використанням насадки дає змогу виключити можливість його зсуву від осі кристалізатора, дозволяє підвищити стійкість даної деталі і запобігти її руйнуванню. Запропонована форма прийомного тигля і розташування отворів для подачі розплаву в кристалізатор, забезпечує у процесі лиття утворення ламінарного потоку розплаву, який, в свою чергу, стабілізує характеристики лиття, дозволяє подрібнювати структур у пусто тілих злитків, що відпиваються, виключає можливість розмивання утвореної в процесі кристалізації скоринки металу. Використання витяжного пристрою, наприклад, гвинтової передачі, дозволяє здійснювати витягування злитка з постійною швидкістю і одержувати продукцію з більш якісною поверхнею. Запропонована установка ілюструється доданою фігурою, на якій показані: мідний кристалізатор 1, дорн 2 із прийомним тиглем 3, сталевий корпус установки 4, насадка 5, запал 6, труби для подачі охолоджувальної води 7, отвори вторинного охолодження 8. Запропонована установка працює у такий спосіб Перед литтям до кристалізатору 1, вводять запал 6, який по центру має отвір для дорна 2 (на фігурі не показаний). Простір між стінками кристалізатора і запалом зачеканюють, наприклад, азбестовим шнуром (на фігурі не показаний). На верхню частину кристалізатора встановлюють насадку 5 з попередньо закріпленим у ній дорном. Здійснюють фіксацію насадки на кристалізаторі, наприклад, за допомогою трьох шпильок. При цьому насадка служить для поліпшення закріплення і центрування дорна щодо осі кристалізатора, а дорн на початковій стадії лиття входить до отвору запалу. Розплав металу подають до прийомного тигля 3 дорна 2, який має форму сполученого циліндра і півсфери, через центральний прохід для подачі металу, виконаний у вигляді, наприклад, графітової тр уби зафутерованої до розливного пристрою печі (на фігурі не показаний). З прийомного тигля розплав подають до кристалізатору через три отвори, розташовані радіально по діаметру під кутом 120° один відносно одного і під кутом 45° до осі кристалізатора. Подають флюс до кристалізатору на поверхню розплаву, наприклад, за допомогою совка. У процесі лиття відбувається формування скоринки на стінках кристалізатора і поверхні дорна. Після цього за допомогою витяжного пристрою, наприклад, гвинтової передачі, (на фігурі не показана), з постійною швидкістю, витягують прикріплений до його гвинта запал із сформованим на ньому злитком. При цьому в процесі лиття, під час просування запалу із сформованою ділянкою злитка вниз, за допомогою дорну відбувається формування внутрішньої поверхні злитка. Також у процесі лиття за допомогою, наприклад, розливного пристрою печі, що не входить до складу запропонованої корисної моделі, забезпечують такий режим подачі розплаву, щоби ви хідні отвори прийомного тигля знаходилися нижче рівня металу в кристалізаторі аби шлак, що утворюється в процесі лиття не потрапляв до зони кристалізації і не викликав окислювання металу, що подається до кристалізатора. Для формування внутрішньої порожнини злитка підтримують температур у робочої частини дорна, під час лиття, на 1-5°С нижче температури плавлення розплаву, за рахунок відводу тепла від закристалізованого металу і водоохолоджувану мідну стінку кристалізатора, шляхом подачі охолоджувальної води у тр уби 6 та безпосередньої подачі води на злиток через отвори вторинного охолодження 8, що знаходяться в нижньому перетині мідної стінки кристалізатора. Запропонований пристрій було успішно апробовано на підприємствах корпорації "УКРПІДШРОТНИК" зокрема ВАТ "Артемівський завод з обробки кольорових металів".
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for manufacture of hollow castings
Автори англійськоюKliuiev Andrii Petrovych, Kliuiev Serhii Petrovych, Shpakovskiy Vadim, Shpakovskii Vadim
Назва патенту російськоюУстановка для изготовления пустотелых отливок
Автори російськоюКлюев Андрей Петрович, Клюев Сергей Петрович, Шпаковский Вадим
МПК / Мітки
МПК: B22D 11/00
Мітки: зливків, установка, виготовлення, пустотілих
Код посилання
<a href="https://ua.patents.su/2-6937-ustanovka-dlya-vigotovlennya-pustotilikh-zlivkiv.html" target="_blank" rel="follow" title="База патентів України">Установка для виготовлення пустотілих зливків</a>
Установка для виготовлення ливарних виробів із дентальних металів
Номер патенту: 67837
Опубліковано: 15.07.2004
Автори: Шумейко Олександр Михайлович, Ялова Лариса Миколаївна, Кузьменко Олександр Васильович
МПК: B22D 27/02, A61C 13/20
Мітки: ливарних, виготовлення, металів, установка, дентальних, виробів
Формула / Реферат:
1. Установка для виготовлення ливарних виробів із дентальних металів, що містить камеру, розділену на верхнє плавильне та нижнє ливарне відділення перегородкою з отвором для розміщення опоки з ливарною формою, що щільно прилягає до країв отвору, встановлений у верхньому відділенні поворотний навколо горизонтальної осі тигель із електропровідного матеріалу для розміщення заготовки металу, та дуговий плавильний пристрій, катод якого...
Пристрій для отримання плоских зливків
Номер патенту: 56281
Опубліковано: 15.05.2003
Автори: Пікулін Олександр Миколайович, ТРИГУБ Микола Петрович, Жук Генадій Віліорович, Пап Петро Аркадійович
Мітки: пристрій, зливків, отримання, плоских
Формула / Реферат:
Пристрій для отримання плоских зливків, що складається з розрізного водоохолоджуваного кристалізатора, встановленого з можливістю повороту, піддона, механізмів обертання та переміщення, який відрізняється тим, що розріз кристалізатора виконано по його довгій складовій в площині, паралельній короткій, причому його коротка складова з зовнішньої сторони має вісь обертання, а з сторони розплаву металу вона в своїй нижній та верхній частині має...
Установка для виплавки зливків
Номер патенту: 1260
Опубліковано: 30.12.1993
Автори: Шейко Іван Васильович, Латаш Юрій Вадімович, Григоренко Георгій Михайлович, Бернадський Всеволод Миколайович, Висоцький Геннадій Андрійович, Кузьменко Геннадій Миколайович, Рейда Микола Васильович
МПК: C21C 5/56
Мітки: виплавки, установка, зливків
Формула / Реферат:
Установка для выплавки слитков, содержащая секционный охлаждаемый кристаллизатор, секции которого электрически изолированы между собой, поддон, высокочастотный индуктор, камеру заготовки, колонну с механизмом перемещения кристаллизатора и механизм перемещения заготовки, отличающаяся тем, что, с целью упрощения конструкции, повышения производительности и выхода годного металла, камера заготовки с механизмом перемещения заготовки и...
Установка для пдп оплавлення поверхневого шару зливків та заготовок
Номер патенту: 700
Опубліковано: 15.12.1993
Автори: Торхов Генадій Федорович, Вульфович Михайло Семенович, Захарченко Федір Дмитрович, Латаш Юрій Вадімович, Бурмакін Віктор Іванович, Ліхобаба Олексій Васильович, Мошкевич Євген Іцкович, Бірюков Михаїл Миколайович, Стеценко Микола Васильович, Тагер Лев Рафаілович
МПК: C21C 5/56
Мітки: зливків, заготовок, установка, пдп, шару, поверхневого, оплавлення
Формула / Реферат:
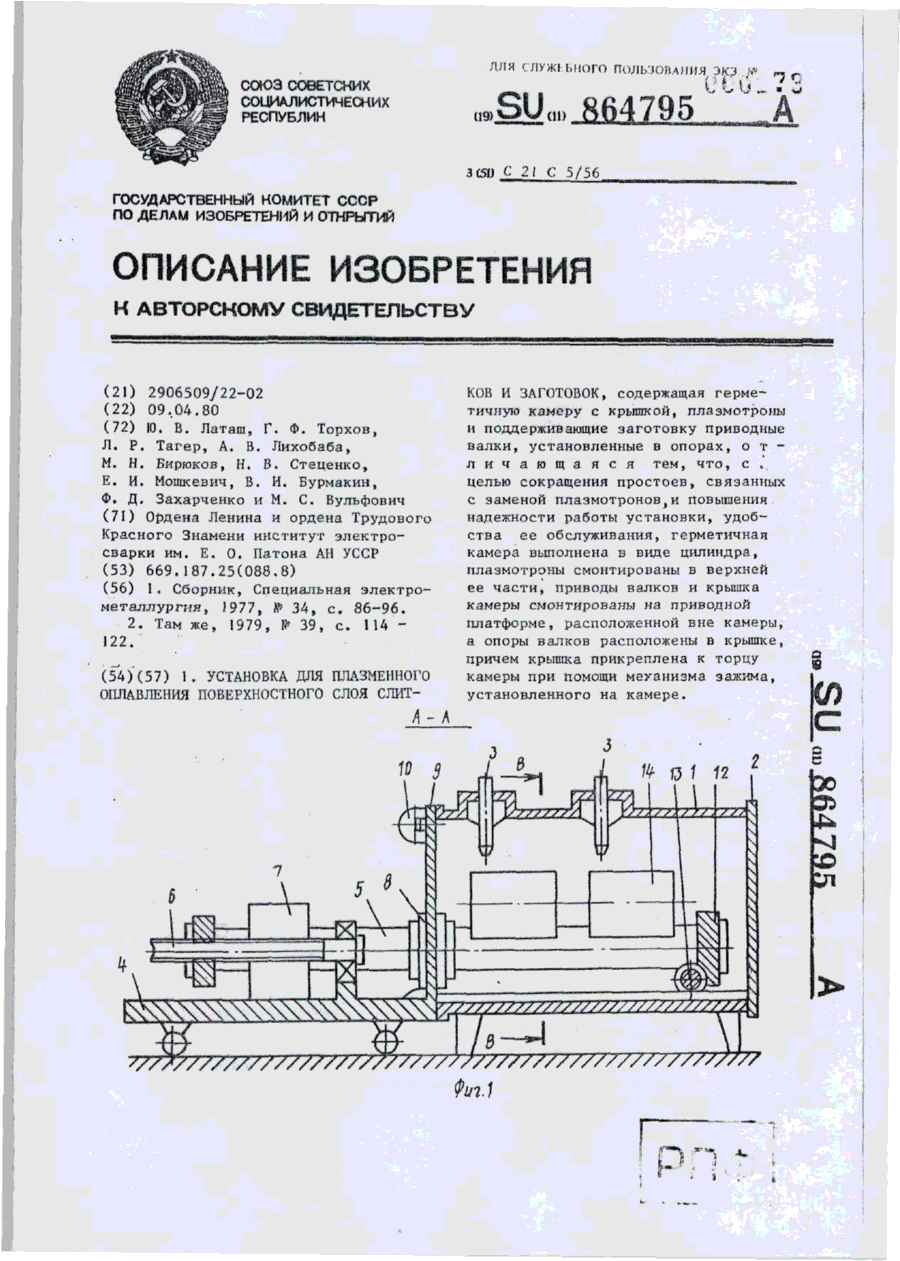
1. Установка для плазменного оплавлення поверхностного слоя слитков и заготовок, содержащая герметичную камеру с крышкой, плазмотроны и поддерживающие заготовку приводные валки, установленные в опорах, отличающаяся тем, что, с целью сокращения простоев, связанных с заменой плазмотронов и повышения надежности работы установки, удобства ее обслуживания, герметичная камера выполнена в виде цилиндра, плазмотроны смонтированы в верхней ее части,...
Установка для індукційної виплавки зливків
Номер патенту: 1287
Опубліковано: 30.12.1993
Автори: Шейко Іван Васильович, Рейда Микола Васильович, Латаш Юрій Вадімович, Кузьменко Геннадій Миколайович, Висоцький Геннадій Андрійович
МПК: C22B 9/16
Мітки: виплавки, зливків, індукційної, установка
Формула / Реферат:
Установка для индукционной выплавки слитков, содержащая секционный охлаждаемый кристаллизатор, секции которого электрически изолированы между собой, поддон и крышку кристаллизатора, индуктор, колонну с механизмом перемещения кристаллизатора и бункер с дозатором для подачи кусковой шихты в кристаллизатор, отличающаяся тем, что, с целью упрощения конструкции установки, повышения удобства обслуживания и улучшения качества выплавляемого слитка,...
Попередній патент: Суміш для гарячого ремонту футерівки теплових агрегатів
Наступний патент: Спосіб виготовлення пустотілих зливків
Випадковий патент: Кутовий облицювальний профіль