Спосіб виготовлення пустотілих зливків
Номер патенту: 6938
Опубліковано: 16.05.2005
Автори: Клюєв Сергій Петрович, Шпаковскій Вадім, Клюєв Андрій Петрович
Формула / Реферат
1. Спосіб виготовлення пустотілих зливків, що включає уведення дорна (який складається із приймального тигля та наконечника) і запалу до водоохолоджуваного кристалізатора з мідною охолоджувальною сорочкою, подачу рідкого металу до простору між дорном і стінками кристалізатора через приймальний тигель дорна, подачу флюсу, формування кірки на стінках кристалізатора і поверхні дорна, охолодження заготовки і її видалення з кристалізатора, у процесі лиття розплав з тигля подають у кристалізатор із трьох отворів тигля, радіально розташованих по його діаметру під кутом 120° один відносно одного, при цьому за допомогою, наприклад, розливного пристрою печі розплав подають так, щоб вихідні отвори приймального тигля знаходилися нижче рівня металу в кристалізаторі, під час лиття підтримують температуру робочої частини графітового дорна нижче температури плавлення розплаву за рахунок відводу тепла від закристалізованого металу через мідну водоохолоджувану сорочку кристалізатора шляхом подачі охолоджувальної води через відповідні труби та вторинного охолодження зливка за допомогою води, яку подають на нього безпосередньо через отвори в нижньому перерізі мідної сорочки кристалізатора, який відрізняється тим, що використовують мідний водоохолоджуваний кристалізатор, у якому мідна сорочка одночасно є його корпусом, та цільний дорн, в якому наконечник та приймальний тигель є нероздільними частинами, після введення запалу зачеканюють простір між стінками кристалізатора і запалом, розплав з тигля подають у кристалізатор під кутом 45°, заготовку видаляють шляхом витягування з постійною швидкістю запалу зі сформованою на ньому заготовкою, прикріпленого до витяжного пристрою.
2. Спосіб за п. 1, який відрізняється тим, що дорн перед введенням до кристалізатора укріплюють на насадці, яку, у свою чергу, фіксують на верхній частині кристалізатора.
3. Спосіб за пп. 1, 2, який відрізняється тим, що температуру робочої частини дорна підтримують під час лиття нижче температури розплаву на 1-5 °С.
4. Спосіб за пп. 1, 2, 3, який відрізняється тим, що зачеканюють простір між стінками кристалізатора і запалом азбестовим шнуром.
Текст
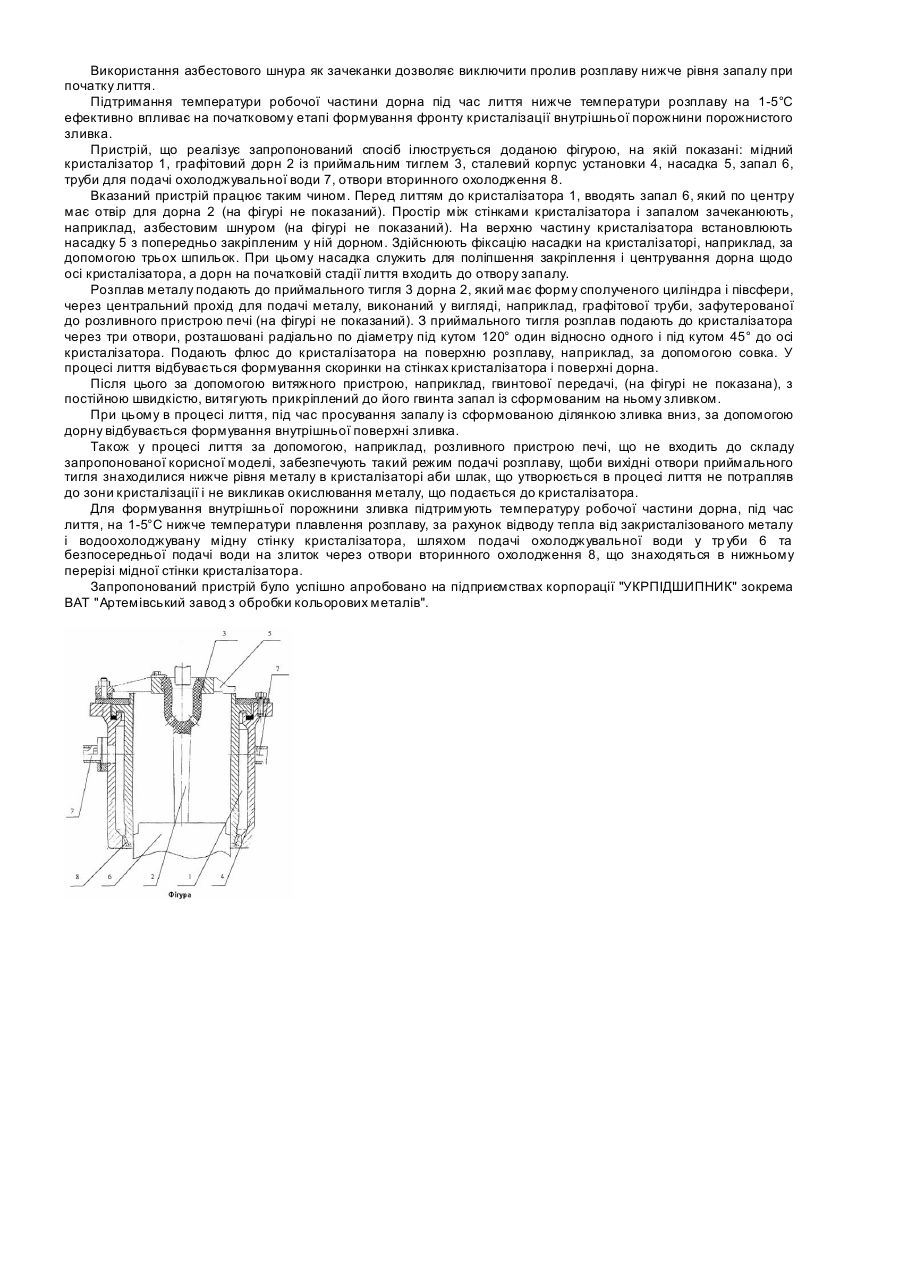
Запропонована корисна модель відноситься до області ливарного виробництва зокрема до способу виготовлення пустотілих зливків, що можуть надалі бути використані, наприклад, для одержання трубних заготовок, наприклад, шляхом обробки тиском. За найближчий аналог запропонованої корисної моделі узятий відомий з рівня техніки спосіб для безперервного литися пустотілих зливків реалізований пристроєм відповідно до Патенту США №3678990. Зазначений спосіб включає, уведення дорна (який складається із з'єднаних за допомогою болту приймального тигля та наконечника) і запалу до графітового водоохолоджуваного кристалізатора з мідною охолоджувальною сорочкою, подачу рідкого металу до простору між дорном, і стінками кристалізатора через приймальний тигель дорна, подачу флюсу, формування скоринки на стінках кристалізатора і поверхні дорна, охолодження заготовки і її видалення з кристалізатора шляхом виштовхування. У процесі лиття розплав з тигля подають у кристалізатор під кутом 90° із трьох отворів тигля, радіально розташованих по його діаметру під кутом 120° один відносно одного. При цьому за допомогою, наприклад, розливного пристрою печі, розплав подають, щоби вихідні отвори приймального тигля знаходилися нижче рівня металу в кристалізаторі. Під час лиття підтримують температур у робочої частини дорна нижче температури плавлення розплаву за рахунок відводу тепла від закристалізованого металу через графітову стінку і мідну водоохолоджувану сорочку кристалізатора, шляхом подачі охолоджувальної води через відповідні труби та вторинного охолодження злитка за допомогою води, яку подають на нього безпосередньо через отвори в нижньому переріз мідної сорочки кристалізатора. До істотних недоліків зазначеного способу можна віднести зокрема: - низьку якість поверхні пустотілих зливків, що виготовляються, через наявність слідів які утворюються під час виштовхування; - неможливість одержання пустотілих зливків широкого діапазону діаметрів, що зумовлено значною товщиною та обмеженою тепловіддачею стінок графітового кристалізатора, який охолоджується за допомогою мідної охолоджувальної сорочки; - високий знос графітової гільзи кристалізатора, що робить необхідним її часту заміну і призводить до подорожчання виготовленого продукту. Задачею запропонованої корисної моделі є створення способу виготовлення пустотілих зливків, що забезпечує виробництво продукції широкого діапазону діаметрів при порівняно низькій вартості. Зазначену задачу вирішують шляхом створення способу виготовлення пустотілих зливків, що включає уведення дорна (який складається із приймального тигля та наконечника) і запалу до водоохолоджуваного кристалізатора з мідною охолоджувальною сорочкою, подачу рідкого металу до простору між дорном, і стінками кристалізатора через приймальний тигель дорна, подачу флюсу, формування скоринки на стінках кристалізатора і поверхні дорна, охолодження заготовки і її видалення з кристалізатора. У процесі лиття розплав з тигля подають у кристалізатор із трьох отворів тигля, радіально розташованих по його діаметру під кутом 120° один відносно одного. При цьому за допомогою, наприклад, розливного пристрою печі, розплав подають так, щоби вихідні отвори приймального тигля знаходилися нижче рівня металу в кристалізаторі. Під час лиття підтримують температуру робочої частини дорна нижче температури плавлення розплаву за рахунок відводу тепла від закристалізованого металу через мідну водоохолоджувану сорочку кристалізатора, шляхом подачі охолоджувальної води через відповідні труби та вторинного охолодження злитка за допомогою води, яку подають на нього безпосередньо через отвори в нижньому переріз мідної сорочки кристалізатора. При цьому відповідно до корисної моделі використовують мідний водоохолоджуваний кристалізатор у якому мідна сорочка одночасно є його корпусом та цільний дорн, в якому наконечник та приймальний тигель є нероздільними частинами. Після введення запалу зачеканюють простір між стінками кристалізатора і запалом, розплав з тигля подають у кристалізатор під кутом 45°. Видаляють заготовку При цьому заготовку видаляють шляхом витягування з постійною швидкістю запалу зі сформованою на ньому заготовкою, прикріпленого до витяжного пристрою. При цьому відповідно до корисної моделі дорн перед введенням до кристалізатора укріплюють на насадці, яку у свою чергу фіксують на верхній частині кристалізатора. При цьому відповідно до корисної моделі, температуру робочої частини дорна підтримують під час лиття нижче температури розплаву на 1-5°С. При цьому, відповідно до корисної моделі, зачеканюють простір між стінками кристалізатора і запалом азбестовим шнуром. Технічний результат, одержуваний при здійсненні запропонованого способу, полягає у: підвищенні продуктивності процесу одержання заготовок; забезпеченні виробництва продукції з широким діапазоном діаметрів та більш якісною поверхнею і поліпшеною структурою; зниженні собівартості продукції. Причинно-наслідковий зв'язок між сукупністю істотних ознак способу, що заявляється, і технічним результатом, що досягається, полягає в наступному. Використання мідного кристалізатора замість графітового дозволяє збільшити теплопровідність його стінок, що у свою чергу збільшує зносостійкість цієї деталі і дозволяє розширити діапазон діаметрів пустотілих зливків, що відпиваються на запропонованій установці. Виготовлення дорна у вигляді цільної конструкції, без з'єднань, разом з використанням насадки дає змогу виключити можливість його зсуву від осі кристалізатора, дозволяє підвищити стійкість даної деталі і запобігти її руйнуванню. Запропонована форма приймального тигля і розташування отворів для подачі розплаву в кристалізатор, забезпечує у процесі лиття утворення ламінарного потоку розплаву, який, в свою чергу, стабілізує характеристики лиття, дозволяє подрібнювати структур у п устотіли х зливків, що відпиваються, виключає можливість розмивання утвореної в процесі кристалізації скоринки металу. Видалення зливку з кристалізатора шляхом витягування з постійною швидкістю дозволяє одержувати продукцію з більш якісною поверхнею. Використання азбестового шнура як зачеканки дозволяє виключити пролив розплаву нижче рівня запалу при початку лиття. Підтримання температури робочої частини дорна під час лиття нижче температури розплаву на 1-5°С ефективно впливає на початковому етапі формування фронту кристалізації внутрішньої порожнини порожнистого зливка. Пристрій, що реалізує запропонований спосіб ілюструється доданою фігурою, на якій показані: мідний кристалізатор 1, графітовий дорн 2 із приймальним тиглем 3, сталевий корпус установки 4, насадка 5, запал 6, труби для подачі охолоджувальної води 7, отвори вторинного охолодження 8. Вказаний пристрій працює таким чином. Перед литтям до кристалізатора 1, вводять запал 6, який по центру має отвір для дорна 2 (на фігурі не показаний). Простір між стінками кристалізатора і запалом зачеканюють, наприклад, азбестовим шнуром (на фігурі не показаний). На верхню частину кристалізатора встановлюють насадку 5 з попередньо закріпленим у ній дорном. Здійснюють фіксацію насадки на кристалізаторі, наприклад, за допомогою трьох шпильок. При цьому насадка служить для поліпшення закріплення і центрування дорна щодо осі кристалізатора, а дорн на початковій стадії лиття входить до отвору запалу. Розплав металу подають до приймального тигля 3 дорна 2, який має форму сполученого циліндра і півсфери, через центральний прохід для подачі металу, виконаний у вигляді, наприклад, графітової труби, зафутерованої до розливного пристрою печі (на фігурі не показаний). З приймального тигля розплав подають до кристалізатора через три отвори, розташовані радіально по діаметру під кутом 120° один відносно одного і під кутом 45° до осі кристалізатора. Подають флюс до кристалізатора на поверхню розплаву, наприклад, за допомогою совка. У процесі лиття відбувається формування скоринки на стінках кристалізатора і поверхні дорна. Після цього за допомогою витяжного пристрою, наприклад, гвинтової передачі, (на фігурі не показана), з постійною швидкістю, витягують прикріплений до його гвинта запал із сформованим на ньому зливком. При цьому в процесі лиття, під час просування запалу із сформованою ділянкою зливка вниз, за допомогою дорну відбувається формування внутрішньої поверхні зливка. Також у процесі лиття за допомогою, наприклад, розливного пристрою печі, що не входить до складу запропонованої корисної моделі, забезпечують такий режим подачі розплаву, щоби вихідні отвори приймального тигля знаходилися нижче рівня металу в кристалізаторі аби шлак, що утворюється в процесі лиття не потрапляв до зони кристалізації і не викликав окислювання металу, що подається до кристалізатора. Для формування внутрішньої порожнини зливка підтримують температуру робочої частини дорна, під час лиття, на 1-5°С нижче температури плавлення розплаву, за рахунок відводу тепла від закристалізованого металуі водоохолоджувану мідну стінку кристалізатора, шляхом подачі охолоджувальної води у тр уби 6 та безпосередньої подачі води на злиток через отвори вторинного охолодження 8, що знаходяться в нижньому перерізі мідної стінки кристалізатора. Запропонований пристрій було успішно апробовано на підприємствах корпорації "УКРПІДШИПНИК" зокрема ВАТ "Артемівський завод з обробки кольорових металів".
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of hollow ingots
Автори англійськоюKliuiev Andrii Petrovych, Kliuiev Serhii Petrovych, Shpakovskii Vadim, Shpakovskiy Vadim
Назва патенту російськоюСпособ изготовления пустотелых отливок
Автори російськоюКлюев Андрей Петрович, Клюев Сергей Петрович, Шпаковский Вадим
МПК / Мітки
МПК: B22D 11/08
Мітки: зливків, пустотілих, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/2-6938-sposib-vigotovlennya-pustotilikh-zlivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пустотілих зливків</a>
Установка для виготовлення пустотілих зливків
Номер патенту: 6937
Опубліковано: 16.05.2005
Автори: Шпаковскій Вадім, Клюєв Сергій Петрович, Клюєв Андрій Петрович
МПК: B22D 11/00
Мітки: зливків, пустотілих, установка, виготовлення
Формула / Реферат:
1. Установка для виготовлення пустотілих зливків, що складається зі сталевого корпусу установки, запалу, водоохолоджуваного кристалізатора з мідною сорочкою, в нижньому перерізі якої розміщені отвори вторинного охолодження зливка, дорна, що складається з приймального тигля і наконечника, труб для подачі охолоджувальної води, у верхній частині приймального тигля розташований центральний прохід для подачі розплаву, а в нижній частині радіально...
Пристрій для отримання плоских зливків
Номер патенту: 56281
Опубліковано: 15.05.2003
Автори: Пікулін Олександр Миколайович, Пап Петро Аркадійович, Жук Генадій Віліорович, ТРИГУБ Микола Петрович
Мітки: пристрій, отримання, зливків, плоских
Формула / Реферат:
Пристрій для отримання плоских зливків, що складається з розрізного водоохолоджуваного кристалізатора, встановленого з можливістю повороту, піддона, механізмів обертання та переміщення, який відрізняється тим, що розріз кристалізатора виконано по його довгій складовій в площині, паралельній короткій, причому його коротка складова з зовнішньої сторони має вісь обертання, а з сторони розплаву металу вона в своїй нижній та верхній частині має...
Пристрій для виготовлення труб
Номер патенту: 5946
Опубліковано: 15.03.2005
Автори: Шпаковскій Вадім, Клюєв Андрій Петрович, Клюєв Сергій Петрович
МПК: B22D 11/04
Мітки: пристрій, виготовлення, труб
Формула / Реферат:
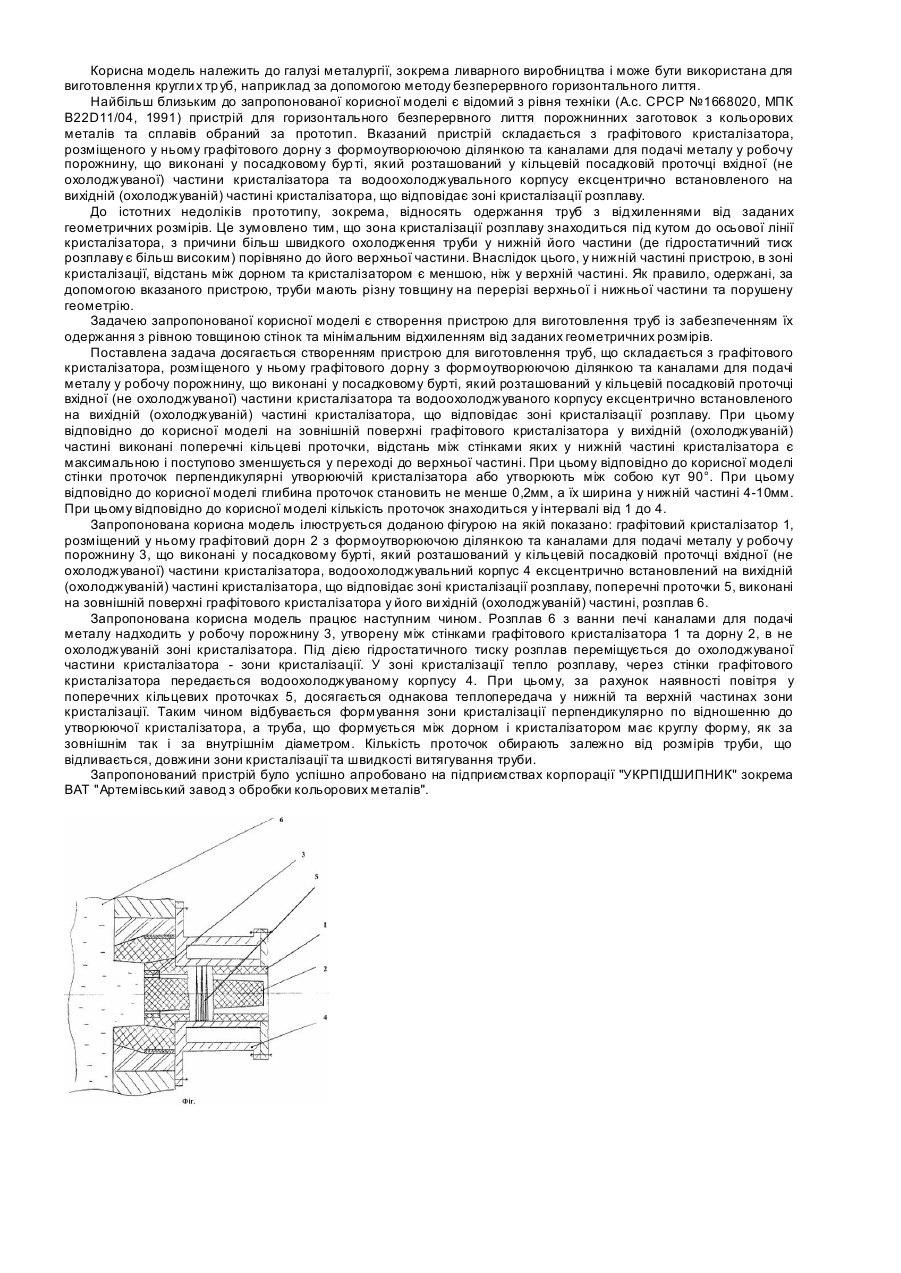
1. Пристрій для виготовлення труб, що складається з графітового кристалізатора, розміщеного у ньому графітового дорна з формоутворювальною ділянкою та каналами для подачі металу у робочу порожнину, що виконані у посадковому бурті, який розташований у кільцевій посадковій проточці вхідної (неохолоджуваної) частини кристалізатора та водоохолоджуваного корпуса, ексцентрично встановленого на вихідній (охолоджуваній) частині кристалізатора, що...
Спосіб одержання зливків в електронно-променевій установці

Номер патенту: 44741
Опубліковано: 15.03.2002
Автори: Цибань Ігор Володимирович, ДЕРЕЧА Олександр Якович, Жук Генадій Віліорович, ТРИГУБ Микола Петрович
Мітки: одержання, електронно-променевий, спосіб, зливків, установці
Формула / Реферат:
Спосіб отримання злитків в електронно-променевій установці, що включає подачу рідкого металу з проміжного тиглю в кристалізатор та обігрівання металу в проміжному тиглі та кристалізаторі електронними променями, який відрізняється тим, що одночасно з подачею металу в кристалізатор здійснюють обертання злитку під кутом 15...45° до вертикалі в бік місця подачі рідкого металу з проміжного тигля в кристалізатор, при цьому ванну металу в...
Спосіб виготовлення пустотілих бетонних і залізобетонних виробів
Номер патенту: 31506
Опубліковано: 15.12.2000
Автор: Мельник Ігор Володимирович
Мітки: виготовлення, залізобетонних, пустотілих, спосіб, бетонних, виробів
Текст:
...вони можуть бути пустотілими. Збільшення пустотності та зменшення тонкостінності виробів сприяє швидшому їх твердінню і зменшує енерговитрати при тепловій обробці. Для масивних виробів зменшуються внутрішні напруження від усадки бетону. Пустоутворювачі - вставки, які залишають в тілі бетону, виготовляють з відносно легких і дешевих матеріалів, в т.ч. з відходів виробництва. При цьому в певній мірі вирішують інше актуальне питання...
Попередній патент: Установка для виготовлення пустотілих зливків
Наступний патент: Переливний клапан гідророзподільника
Випадковий патент: Плоский електронагрівник