Спосіб для електрохімічного маркування циліндричних деталей
Номер патенту: 70180
Опубліковано: 15.09.2004
Формула / Реферат
Спосіб електрохімічного маркування циліндричних деталей у середовищі проточного електроліту в зоні обробки, що включає застосування трафарету, накладання на нього електрода-інструмента, робоча поверхня якого виконана за формою поверхні деталі, що маркують, який відрізняється тим, що маркування циліндричних деталей різних діаметрів виконують одним електродом-інструментом, що має ущільнювальний елемент на робочій поверхні, яка відповідає максимальному діаметру деталі, причому процес електрохімічного маркування виконують при постійній щільності струму.
Текст
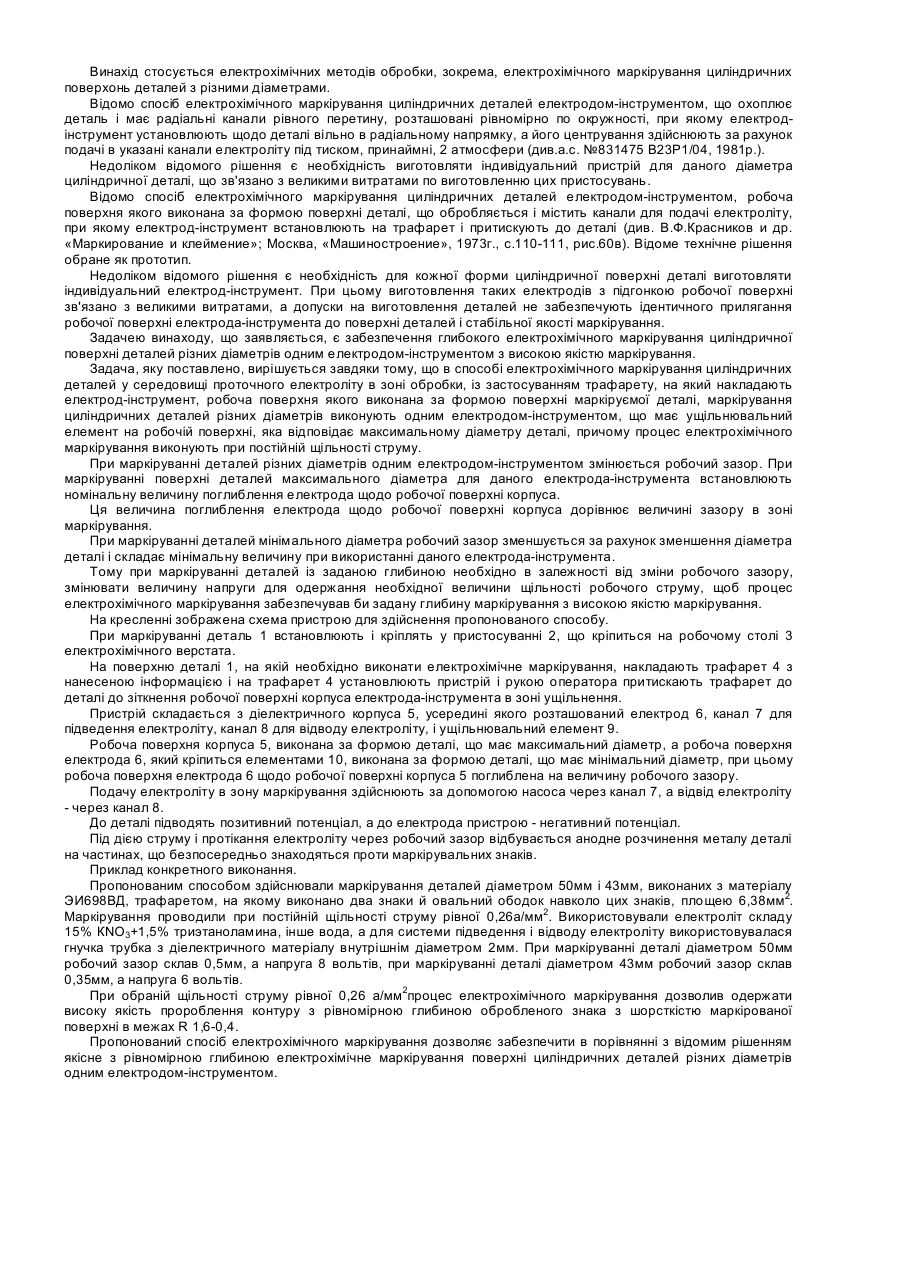
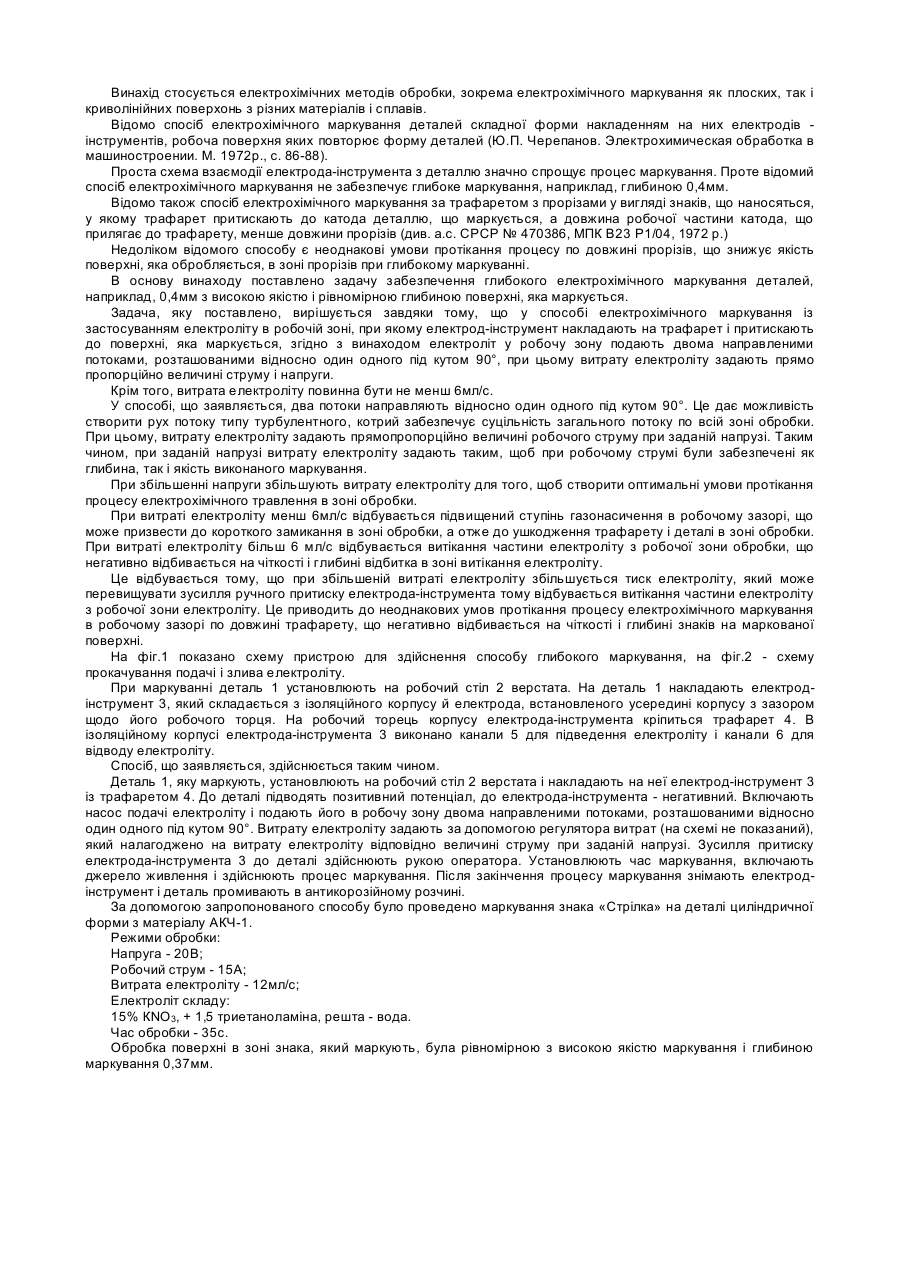
Винахід стосується електрохімічних методів обробки, зокрема, електрохімічного маркірування циліндричних поверхонь деталей з різними діаметрами. Відомо спосіб електрохімічного маркірування циліндричних деталей електродом-інструментом, що охоплює деталь і має радіальні канали рівного перетину, розташовані рівномірно по окружності, при якому електродінструмент установлюють щодо деталі вільно в радіальному напрямку, а його центрування здійснюють за рахунок подачі в указані канали електроліту під тиском, принаймні, 2 атмосфери (див.а.с. №831475 В23Р1/04, 1981р.). Недоліком відомого рішення є необхідність виготовляти індивідуальний пристрій для даного діаметра циліндричної деталі, що зв'язано з великими витратами по виготовленню цих пристосувань. Відомо спосіб електрохімічного маркірування циліндричних деталей електродом-інструментом, робоча поверхня якого виконана за формою поверхні деталі, що обробляється і містить канали для подачі електроліту, при якому електрод-інструмент встановлюють на трафарет і притискують до деталі (див. В.Ф.Красников и др. «Маркирование и клеймение»; Москва, «Машиностроение», 1973г., с.110-111, рис.60в). Відоме технічне рішення обране як прототип. Недоліком відомого рішення є необхідність для кожної форми циліндричної поверхні деталі виготовляти індивідуальний електрод-інструмент. При цьому виготовлення таких електродів з підгонкою робочої поверхні зв'язано з великими витратами, а допуски на виготовлення деталей не забезпечують ідентичного прилягання робочої поверхні електрода-інструмента до поверхні деталей і стабільної якості маркірування. Задачею винаходу, що заявляється, є забезпечення глибокого електрохімічного маркірування циліндричної поверхні деталей різних діаметрів одним електродом-інструментом з високою якістю маркірування. Задача, яку поставлено, вирішується завдяки тому, що в способі електрохімічного маркірування циліндричних деталей у середовищі проточного електроліту в зоні обробки, із застосуванням трафарету, на який накладають електрод-інструмент, робоча поверхня якого виконана за формою поверхні маркіруємої деталі, маркірування циліндричних деталей різних діаметрів виконують одним електродом-інструментом, що має ущільнювальний елемент на робочій поверхні, яка відповідає максимальному діаметру деталі, причому процес електрохімічного маркірування виконують при постійній щільності струму. При маркіруванні деталей різних діаметрів одним електродом-інструментом змінюється робочий зазор. При маркіруванні поверхні деталей максимального діаметра для даного електрода-інструмента встановлюють номінальну величину поглиблення електрода щодо робочої поверхні корпуса. Ця величина поглиблення електрода щодо робочої поверхні корпуса дорівнює величині зазору в зоні маркірування. При маркіруванні деталей мінімального діаметра робочий зазор зменшується за рахунок зменшення діаметра деталі і складає мінімальну величину при використанні даного електрода-інструмента. Тому при маркіруванні деталей із заданою глибиною необхідно в залежності від зміни робочого зазору, змінювати величину напруги для одержання необхідної величини щільності робочого струму, щоб процес електрохімічного маркірування забезпечував би задану глибину маркірування з високою якістю маркірування. На кресленні зображена схема пристрою для здійснення пропонованого способу. При маркіруванні деталь 1 встановлюють і кріплять у пристосуванні 2, що кріпиться на робочому столі 3 електрохімічного верстата. На поверхню деталі 1, на якій необхідно виконати електрохімічне маркірування, накладають трафарет 4 з нанесеною інформацією і на трафарет 4 установлюють пристрій і рукою оператора притискають трафарет до деталі до зіткнення робочої поверхні корпуса електрода-інструмента в зоні ущільнення. Пристрій складається з діелектричного корпуса 5, усередині якого розташований електрод 6, канал 7 для підведення електроліту, канал 8 для відводу електроліту, і ущільнювальний елемент 9. Робоча поверхня корпуса 5, виконана за формою деталі, що має максимальний діаметр, а робоча поверхня електрода 6, який кріпиться елементами 10, виконана за формою деталі, що має мінімальний діаметр, при цьому робоча поверхня електрода 6 щодо робочої поверхні корпуса 5 поглиблена на величину робочого зазору. Подачу електроліту в зону маркірування здійснюють за допомогою насоса через канал 7, а відвід електроліту - через канал 8. До деталі підводять позитивний потенціал, а до електрода пристрою - негативний потенціал. Під дією струму і протікання електроліту через робочий зазор відбувається анодне розчинення металу деталі на частинах, що безпосередньо знаходяться проти маркірувальних знаків. Приклад конкретного виконання. Пропонованим способом здійснювали маркірування деталей діаметром 50мм і 43мм, виконаних з матеріалу ЭИ698ВД, трафаретом, на якому виконано два знаки й овальний ободок навколо цих знаків, площею 6,38мм2. Маркірування проводили при постійній щільності струму рівної 0,26а/мм2. Використовували електроліт складу 15% КNO3+1,5% триэтаноламина, інше вода, а для системи підведення і відводу електроліту використовувалася гнучка трубка з діелектричного матеріалу внутрішнім діаметром 2мм. При маркіруванні деталі діаметром 50мм робочий зазор склав 0,5мм, а напруга 8 вольтів, при маркіруванні деталі діаметром 43мм робочий зазор склав 0,35мм, а напруга 6 вольтів. При обраній щільності струму рівної 0,26 а/мм2процес електрохімічного маркірування дозволив одержати високу якість пророблення контуру з рівномірною глибиною обробленого знака з шорсткістю маркірованої поверхні в межах R 1,6-0,4. Пропонований спосіб електрохімічного маркірування дозволяє забезпечити в порівнянні з відомим рішенням якісне з рівномірною глибиною електрохімічне маркірування поверхні циліндричних деталей різних діаметрів одним електродом-інструментом.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electrochemical marking of cylindrical part
Автори англійськоюVelykyi Viktor Ivanovych, Pasko Yurii Tykhonovych
Назва патенту російськоюСпособ для электрохимической маркировки цилиндрических деталей
Автори російськоюВеликий Виктор Иванович, Пасько Юрій Тихонович
МПК / Мітки
МПК: B23H 9/06
Мітки: спосіб, циліндричних, деталей, електрохімічного, маркування
Код посилання
<a href="https://ua.patents.su/2-70180-sposib-dlya-elektrokhimichnogo-markuvannya-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб для електрохімічного маркування циліндричних деталей</a>
Пристрій для електрохімічного маркування циліндричних деталей
Номер патенту: 70179
Опубліковано: 15.09.2004
Автори: Пасько Юрій Тихонович, Великий Віктор Іванович
МПК: B23H 9/06
Мітки: пристрій, деталей, циліндричних, електрохімічного, маркування
Формула / Реферат:
1. Пристрій для електрохімічного маркування циліндричних деталей, що містить діелектричний корпус, усередині глухого паза якого встановлений електрод, канали для прокачування електроліту, трафарет, який відрізняється тим, що на робочій поверхні корпуса, виконаного у формі дуги, що визначає максимальний діаметр маркованої поверхні деталі, виконана замкнута вибірка для ущільнювального елемента, яка розташована на 2-2,5 мм від крайки глухого...
Пристрій для електрохімічного маркування
Номер патенту: 65281
Опубліковано: 15.03.2004
Автори: Пасько Юрій Тихонович, Великий Віктор Іванович, Мудрик Ігор Миколайович
МПК: B23H 7/00
Мітки: пристрій, маркування, електрохімічного
Формула / Реферат:
Пристрій для електрохімічного маркування, що містить електрод, на поверхні якого виконано вибірки, які сполучені з каналами для прокачування електроліту, трафарет, який відрізняється тим, що вибірки розташовано на бічних поверхнях електрода під кутом 90° відносно одна одної, причому кількість каналів для зливу електроліту прямо пропорційна кількості знаків на трафареті і обернено пропорційна прохідному перерізу каналів.
Спосіб електрохімічного маркування
Номер патенту: 63411
Опубліковано: 15.01.2004
Автори: Великий Віктор Іванович, Пасько Юрій Тихонович
МПК: B23H 7/00
Мітки: маркування, електрохімічного, спосіб
Формула / Реферат:
1. Спосіб електрохімічного маркування з застосуванням електроліту у робочій зоні, при якому електрод-інструмент накладають на трафарет і притискають до поверхні, що маркується, який відрізняється тим, що електроліт подають двома направленими потоками, розташованими відносно один одного під кутом 90°, при цьому витрату електроліту задають прямо пропорційно величині струму і напруги.2. Спосіб за п. 1, який відрізняється тим, що витрата...
Спосіб електрохімічного маркування металів, що легко пасивуються

Номер патенту: 38673
Опубліковано: 15.05.2001
Автори: Грицик Володимир Володимирович, Камінський Роман Миколайович, Кунтий Орест Іванович, Мерцало Іванна Павлівна
МПК: B23H 9/06
Мітки: електрохімічного, пасивуються, спосіб, легко, маркування, металів
Формула / Реферат:
Спосіб електрохімічного маркування металів, що легко пасивуються, що включає анодування постійним струмом у водному електроліті, який відрізняється тим, що анодування металів проводять в умовах мікродугового розряду в гідродинамічному режимі роботи електроліту.
Спосіб електрохімічного маркування
Номер патенту: 40338
Опубліковано: 16.07.2001
Автори: Кунтий Орест Іванович, Мерцало Іванна Павлівна, Грицик Володимир Володимирович, Камінський Роман Миколайович, Лотиш Богдан Іванович
МПК: B23H 9/06
Мітки: електрохімічного, маркування, спосіб
Формула / Реферат:
1.Спосіб електрохімічного маркування, що включає нанесення на металеву основу шару покриття, електрохімічне травлення в проточному електроліті місць нанесення інформації з одержанням маркуючих знаків, який відрізняється тим, що як покриття використовують метал, забарвлення якого відрізняється від забарвлення металу основи.2. Спосіб по п.1, який відрізняється тим, що при використанні металевої основи з вентильного металу, після...
Попередній патент: Пристрій для електрохімічного маркування циліндричних деталей
Наступний патент: Спосіб лазерного лікування гострих порушень венозного кровообігу в сітківці
Випадковий патент: Помножувач індуктивності на l-негатроні