Спосіб одержання заготовок з порошкових матеріалів
Номер патенту: 70206
Опубліковано: 15.09.2004
Автори: Баглюк Генадій Анатолійович, Коротнєв Олександр Валерійович
Формула / Реферат
Спосіб одержання заготовок з порошкових матеріалів, що включає засипання порошку в тонкостінну капсулу, герметизацію, нагрів до температури гарячої деформації і обробку тиском, який відрізняється тим, що гарячу обробку тиском здійснюють у закритому або відкритому штампі, ширина робочої порожнини якого складає 1,02-1,05 діаметра капсули, шляхом передачі деформуючого зусилля в напрямку, перпендикулярному до центральної повздовжньої осі капсули.
Текст
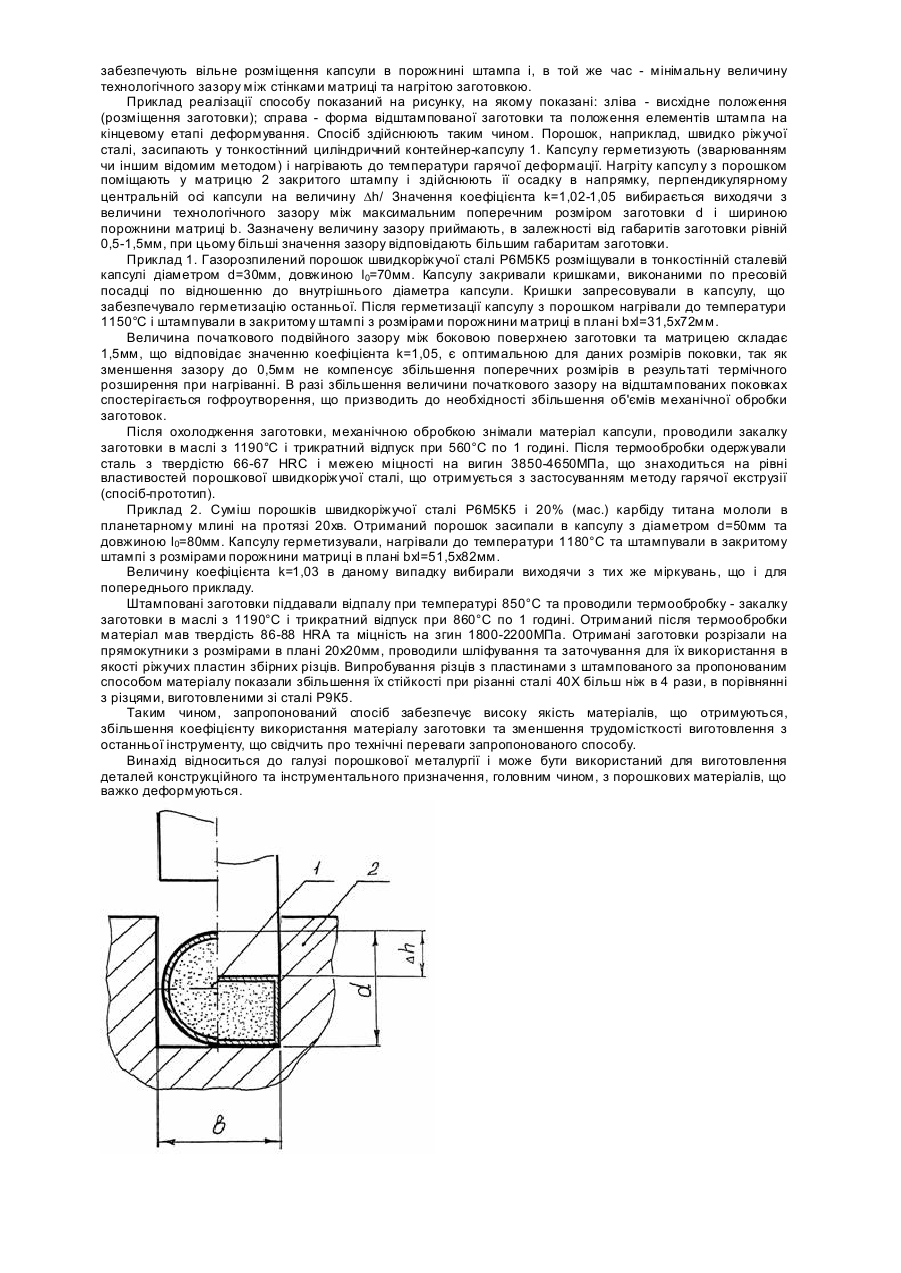
Винахід відноситься до галузі порошкової металургії, зокрема - до способів одержання високощільних, головним чином пласких та циліндричних, заготовок з порошків мало пластичних матеріалів, наприклад інструментальних сталей, карбідосталей, твердих сплавів, і може бути використаний для виготовлення заготовок типу ножів металло- чи деревообробного інструмента, пластин збірних різців та інших. Відомий спосіб одержання виробів з порошків швидкоріжучої сталі, що включає пресування пористих заготовок у закритій матриці і спікання у вакуумі при температурі вище температури солідус для даного складу матеріалу (а. с. СРСР №1537706; 1990р.; Бюл. №3 от 1990р.). Недоліком відомого способу є необхідність наявності в процесі спікання для одержання щільних заготовок рідкої фази. У результаті появи рідкої фази при спіканні структура матеріалу, що одержується, значно огрублюється, що викликає різке зниження його механічних і експлуатаційних властивостей. Відомий спосіб одержання заготовок з порошків швидкоріжучої сталі, що включає пресування заготовок, твердофазне спікання і їх гаряче штампування (Баглюк Г.А. и др. Разработка технологии изготовления плашек из порошка быстрорежущей стали. - В сб. "Порошковые быстрорежущие стали. Киев. ИПМ. - 1990. - C. 119-126). Недоліком відомого способу є складність захисту пористих спечених заготовок від окислення при нагріванні під гарячу штамповку. Підвищений вміст кисню (більш 0,2%мас.) у гарячештампованих поковках різко знижує механічні властивості матеріалів. Відомий спосіб одержання порошкових інструментальних сталей, що включає заповнення порошком тонкостінних капсул, їх вакуумування, герметизацію, гаряче газостатичне пресування і наступний переділ пресовок на сорт традиційними металургійними методами (а. с. СРСР №1191182, 1985р.; Бюл. №42 от 1985р.). Недоліком відомого способу є необхідність використання для одержання заготовок газостата. Висока вартість і складність цього виду уста ткування обумовлює обмеження широкого промислового використання зазначеного способу. Найбільш близьким до заявленого технічного рішення є спосіб одержання прутків з порошків інструментальних сталей, що включає засипання порошку в тонкостінні сталеві капсули, їх віброущільнення, вакуум ування і герметизацію, нагрів до температури гарячої деформації і гарячу деформацію шляхом екструзії (Спусканюк В.З. і ін. // Физика и техника высоких давлений. - 1983. - вып. 11. - С. 59-63). Зазначений спосіб передбачає використання для передачі тиску від пуансона до заготовки змащувальної шайби із суміші порошку графіту і склопорошку, що встановлюють на верхній торець капсули з порошком. Недоліком відомого способу є необхідність використання для одержання якісного матеріалу змащувальної шайби, а також додаткової сталевої шайби, що приварюється до переднього торця капсули для запобігання розриву оболонки при екструзії за рахунок створення додаткового підбора в початковий період деформації. Засоби, що використовуються, викликають значне збільшення витрат матеріалів для одержання прутків швидкоріжучої сталі, підвищують трудомісткість виготовлення заготовок. До недоліків відомого способу відноситься також схильність довгомірних капсул з порошком до гофроутворення внаслідок втрати стійкості при осьовому навантаженні. Наявність гофр на бічній поверхні заготовки викликає необхідність збільшення глибини механічної обробки після екструзії для зняття дефектного шару, що також знижує коефіцієнт використання матеріалу і підвищує трудомісткість процесу. Істотне зниження коефіцієнта використання матеріалу у відомому способі проявляється також внаслідок утворення пресутяжини при екструзії капсули, довжина якої може складати до 10-30% від загальної довжини екструдованого прутка і йде в обрізку після його обробки. В основу винаходу "Способу одержання заготовок з порошкових матеріалів" поставлено задачу шляхом того, що висхідний порошок засипають у тонкостінну сталеву циліндричну капсулу, проводять її герметизацію, нагрів і наступну гарячу обробку тиском, що здійснюють шляхом деформації капсули з порошком у закритому або відкритому штампі, ширина робочої порожнини якого складає 1,02-1,05 діаметра капсули, шляхом передачі деформуючого зусилля в напрямку, перпендикулярному до центральної повздовжньої осі капсули, забезпечити підвищення коефіцієнту використання матеріалу, що одержується після гарячої обробки тиском, а також зниження трудомісткості виготовлення заготовок за рахунок того, що в запропонованому технічному рішенні усувається необхідність використання додаткових спеціальної змащувальної шайби і шайби підпору, усувається можливість одержання прес-утяжини і гофроутворення капсули, що забезпечує зменшення товщини дефектного шару заготовки, внаслідок чого різко зменшується обсяг подальшої механічної обробки матеріалу і трудомісткість виготовлення заготовок, підвищується коефіцієнт використання матеріалу. В результаті деформування заготовки в штампі в напрямку, перпендикулярному до центральної осі капсули (на відміну від осьової деформації в способі-прототипі) усувається необхідність використання спеціальної змащувальної шайби, через яку в способі-прототипі передається тиск від пуансона до заготовки. Використання запропонованої схеми штампування в закритому штампі, крім того, забезпечує умови всебічного стискання заготовки протягом всього циклу деформації, що дає можливість відмовитися від додаткової технологічної сталевої шайби-підпору, а також усуває можливість появи прес-утяжини в процесі деформації по способу-прототипу. Це істотно підвищує (на 15-30%) коефіцієнт використання матеріалу в порівнянні зі способом-прототипом. Перевагою запропонованого способу є також те, що через мінімальне значення технологічного зазору між заготовкою і стінками матриці, що визначається величиною коефіцієнта k=1,02-1,05, вже на початковій стадії деформування створюється бічний підпор, величина якого зростає зі збільшенням ступеня деформації. Наявність постійного жорстокого бічного підпору усуває можливість гофроутворення стінок капсули, що підвищує якість штампованих заготовок і зменшує товщину де фектного шару, що знімається з заготовок після гарячої деформації. Розрахункова величина коефіцієнта k, що знаходиться в межах 1,02-1,05, вибирається експериментально з урахуванням коефіцієнту термічного розширення матеріалу капсули при нагріві під деформацію; при цьому розміри нагрітої до температури штамповки капсули повинні бути такими, що забезпечують вільне розміщення капсули в порожнині штампа і, в той же час - мінімальну величину технологічного зазору між стінками матриці та нагрітою заготовкою. Приклад реалізації способу показаний на рисунку, на якому показані: зліва - висхідне положення (розміщення заготовки); справа - форма відштампованої заготовки та положення елементів штампа на кінцевому етапі деформування. Спосіб здійснюють таким чином. Порошок, наприклад, швидко ріжучої сталі, засипають у тонкостінний циліндричний контейнер-капсулу 1. Капсулу герметизують (зварюванням чи іншим відомим методом) і нагрівають до температури гарячої деформації. Нагріту капсулу з порошком поміщають у матрицю 2 закритого штампу і здійснюють її осадку в напрямку, перпендикулярному центральній осі капсули на величину Dh/ Значення коефіцієнта k=1,02-1,05 вибирається виходячи з величини технологічного зазору між максимальним поперечним розміром заготовки d і шириною порожнини матриці b. Зазначену величину зазору приймають, в залежності від габаритів заготовки рівній 0,5-1,5мм, при цьому більші значення зазору відповідають більшим габаритам заготовки. Приклад 1. Газорозпилений порошок швидкоріжучої сталі Р6М5К5 розміщували в тонкостінній сталевій капсулі діаметром d=30мм, довжиною l0=70мм. Капсулу закривали кришками, виконаними по пресовій посадці по відношенню до внутрішнього діаметра капсули. Кришки запресовували в капсулу, що забезпечувало герметизацію останньої. Після герметизації капсулу з порошком нагрівали до температури 1150°С і штампували в закритому штампі з розмірами порожнини матриці в плані bхl=31,5х72мм. Величина початкового подвійного зазору між боковою поверхнею заготовки та матрицею складає 1,5мм, що відповідає значенню коефіцієнта k=1,05, є оптимальною для даних розмірів поковки, так як зменшення зазору до 0,5мм не компенсує збільшення поперечних розмірів в результаті термічного розширення при нагріванні. В разі збільшення величини початкового зазору на відштампованих поковках спостерігається гофроутворення, що призводить до необхідності збільшення об'ємів механічної обробки заготовок. Після охолодження заготовки, механічною обробкою знімали матеріал капсули, проводили закалку заготовки в маслі з 1190°С і трикратний відпуск при 560°С по 1 годині. Після термообробки одержували сталь з твердістю 66-67 HRC і межею міцності на вигин 3850-4650МПа, що знаходиться на рівні властивостей порошкової швидкоріжучої сталі, що отримується з застосуванням методу гарячої екструзії (спосіб-прототип). Приклад 2. Суміш порошків швидкоріжучої сталі Р6М5К5 і 20% (мас.) карбіду титана мололи в планетарному млині на протязі 20хв. Отриманий порошок засипали в капсулу з діаметром d=50мм та довжиною l0=80мм. Капсулу герметизували, нагрівали до температури 1180°С та штампували в закритому штампі з розмірами порожнини матриці в плані bхl=51,5х82мм. Величину коефіцієнта k=1,03 в даному випадку вибирали виходячи з тих же міркувань, що і для попереднього прикладу. Штамповані заготовки піддавали відпалу при температурі 850°С та проводили термообробку - закалку заготовки в маслі з 1190°С і трикратний відпуск при 860°С по 1 годині. Отриманий після термообробки матеріал мав твердість 86-88 HRA та міцність на згин 1800-2200МПа. Отримані заготовки розрізали на прямокутники з розмірами в плані 20х20мм, проводили шліфування та заточування для їх використання в якості ріжучих пластин збірних різців. Випробування різців з пластинами з штампованого за пропонованим способом матеріалу показали збільшення їх стійкості при різанні сталі 40Х більш ніж в 4 рази, в порівнянні з різцями, виготовленими зі сталі Р9К5. Таким чином, запропонований спосіб забезпечує високу якість матеріалів, що отримуються, збільшення коефіцієнту використання матеріалу заготовки та зменшення трудомісткості виготовлення з останньої інструменту, що свідчить про технічні переваги запропонованого способу. Винахід відноситься до галузі порошкової металургії і може бути використаний для виготовлення деталей конструкційного та інструментального призначення, головним чином, з порошкових матеріалів, що важко деформуються.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of billets of powder materials
Автори англійськоюBahliuk Henadii Anatoliiovych
Назва патенту російськоюСпособ получения заготовок из порошковых материалов
Автори російськоюБаглюк Геннадий Анатольевич
МПК / Мітки
МПК: B22F 3/00
Мітки: порошкових, заготовок, одержання, спосіб, матеріалів
Код посилання
<a href="https://ua.patents.su/2-70206-sposib-oderzhannya-zagotovok-z-poroshkovikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання заготовок з порошкових матеріалів</a>
Пристрій для пресування порошкових заготовок
Номер патенту: 39448
Опубліковано: 15.06.2001
Автори: Лазоркін Віктор Андрійович, Безкровний Михайло Григорович, Бедросова Лариса Василівна, Артамонов Юрій Вікторович, Терновий Юрій Федорович
МПК: B22F 3/02
Мітки: заготовок, порошкових, пристрій, пресування
Формула / Реферат:
Пристрій для пресування порошкових заготовок, що складається з двох утримувачів, верхнього та нижнього інструменту, кінематично поєднаних між собою, який відрізняється тим, що утримувачі верхнього та нижнього інструменту кінематично пов'язані між собою через утримувачі бічних інструментів, виконані з похилими поверхнями та спряжені з похилими поверхнями утримувачів верхнього та нижнього інструменту, кут нахилу спряжених похилих поверхонь...
Спосіб одержання безперервнолитих заготовок
Номер патенту: 67307
Опубліковано: 15.06.2004
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B22D 11/00
Мітки: одержання, заготовок, спосіб, безперервнолитих
Формула / Реферат:
Спосіб одержання безперервнолитих заготовок, переважно з легованих сталей, що включає подачу металу в кристалізатор, його затвердіння, витягування з кристалізатора злитка, його охолодження, вирівнювання температури по перерізу злитка шляхом витримки в термостаті і наступну пластичну деформацію радіальним куванням, який відрізняється тим, що охолодження злитка здійснюють до температури його поверхні:Тпов.=(0,9-1,1)Тн,де Тн -...
Спосіб одержання порошкових кераміко-металевих матеріалів на основі ренію
Номер патенту: 17183
Опубліковано: 18.03.1997
Автори: Черненко Олексій Георгійович, Штеменко Олександр Васильович, Бовикін Борис Олександрович, Кожура Олег Вікторович
МПК: C22C 23/00, C22C 27/00
Мітки: порошкових, кераміко-металевих, основі, ренію, спосіб, одержання, матеріалів
Формула / Реферат:
Способ получения порошковых керамико-металлических материалов на основе рения, путем прессования, восстановления и спекания исходных компонентов, отличающийся тем, что в качестве исходных компонентов используют оксиды металлов общей формулы MO2 (где M - Ti, Zr, Hf, Th, U, Pu) и биядерные кластерные галогенокарбоксилаты рения общей формулы цис-Re2X4(RCOO)2 × 2H2O (где X - Cl, Br; R - CH3-; C2H5-; C3H7-; (CH3)2CH-; (CH3)3C-), взятых в...
Спосіб виготовлення виробів із порошкових композиційних матеріалів
Номер патенту: 47662
Опубліковано: 15.07.2002
Автори: Тихомиров Сергій Володимирович, Позняк Леонід Олександрович, Баглюк Геннадій Анатолійович
МПК: B22F 3/16
Мітки: спосіб, порошкових, виробів, матеріалів, композиційних, виготовлення
Формула / Реферат:
Спосіб виготовлення виробів із порошкових композиційних матеріалів, що включає розмол та змішування шихти з порошків легованої сталі та титановмісного матеріалу, пресування пористих заготовок, їх спікання та наступну гарячу деформацію, який відрізняється тим, що титановмісний матеріал вводиться в шихту у вигляді механічної суміші порошків титану та вуглецю, причому вуглецю у кількості 16-20 мас. % по відношенню до титану, а спікання...
Штамп для гарячої штамповки порошкових заготовок
Номер патенту: 29502
Опубліковано: 15.11.2000
Автори: Позняк Леонід Олександрович, Мажарова Галина Юхимівна, Капля Сергій Миколайович, Баглюк Генадій Анатолійович
МПК: B22F 3/02
Мітки: заготовок, штамповки, гарячої, штамп, порошкових
Текст:
...Значение верхнего предела угла (< 89о) ограничивается тем, что при a< 89о (в частности, при a - 90о), форма верхнего пуансона вырождается из конической в плоскую, что не соответствует доотличительным признакам изобретения. При такой форме пуансона облой при штамповке вытесняется на верхнюю плоскость матрицы, а вертикальная составляющая сил трения, препятствующая при конусном пуансоне выдавливанию металла в облой, исчезает. Таким...
Попередній патент: Спосіб формування заряду гаряченаливної водонаповненої вибухової речовини в обводненій свердловині і водонаповнена вибухова речовина
Наступний патент: Глушник шуму для двигунів внутрішнього згоряння
Випадковий патент: Система маркування, що персоналізується, з захистом