Пристрій для пресування порошкових заготовок
Номер патенту: 39448
Опубліковано: 15.06.2001
Автори: Безкровний Михайло Григорович, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Бедросова Лариса Василівна, Терновий Юрій Федорович


Формула / Реферат
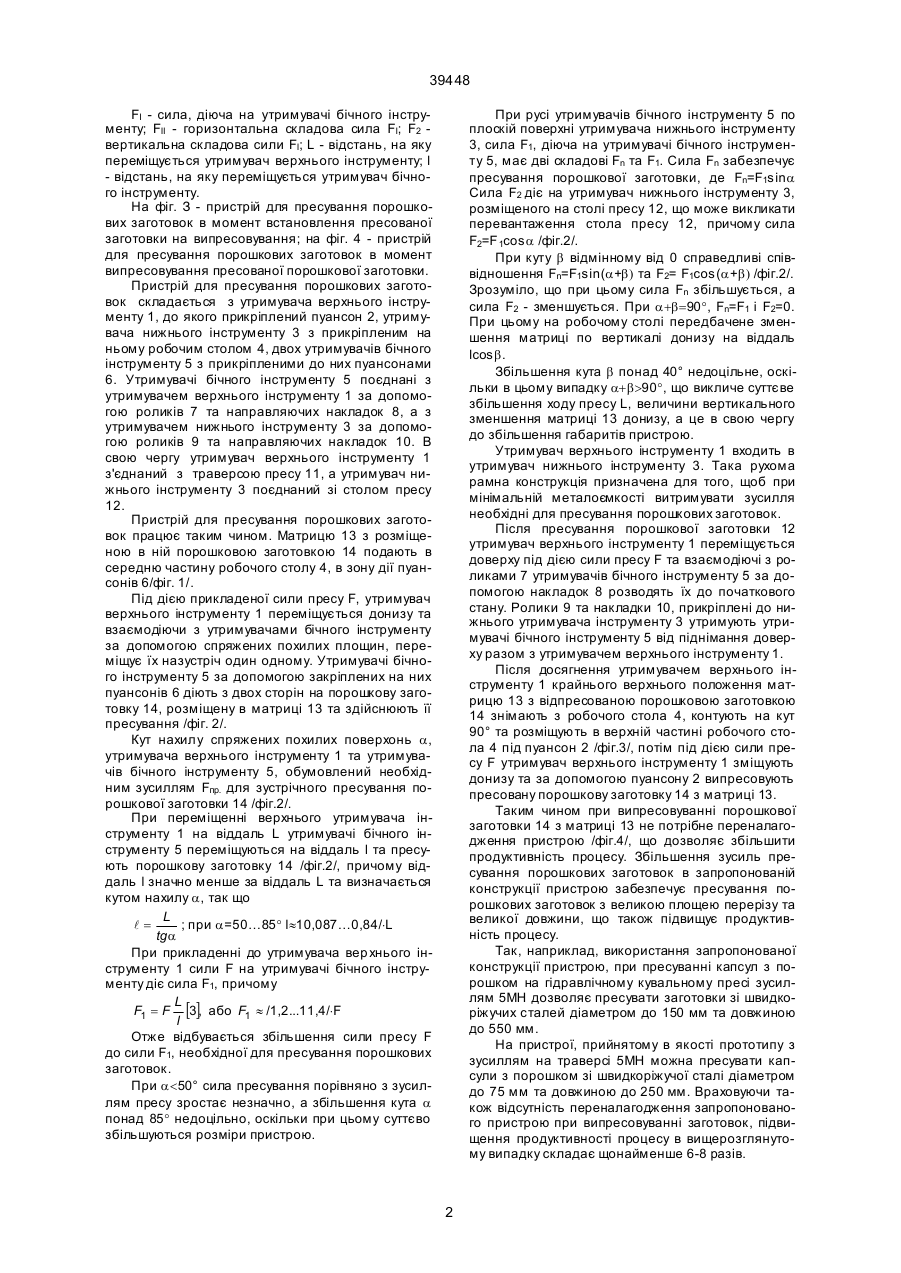
Пристрій для пресування порошкових заготовок, що складається з двох утримувачів, верхнього та нижнього інструменту, кінематично поєднаних між собою, який відрізняється тим, що утримувачі верхнього та нижнього інструменту кінематично пов'язані між собою через утримувачі бічних інструментів, виконані з похилими поверхнями та спряжені з похилими поверхнями утримувачів верхнього та нижнього інструменту, кут нахилу спряжених похилих поверхонь утримувача верхнього інструменту з похилими поверхнями утримувачів бічних інструментів α складає 50-85°, кут нахилу спряжених похилих поверхонь утримувача нижнього інструменту з похилими поверхнями утримувачів бічних інструментів β складає 0-40°, причому сума кутів α та β не перевищує 90°, а утримувачі верхнього інструменту заходить в утримувач нижнього інструменту так, що бічні поверхні утримувача верхнього інструменту творять рухомі контакти з внутрішніми поверхнями утримувача нижнього інструменту.
Текст
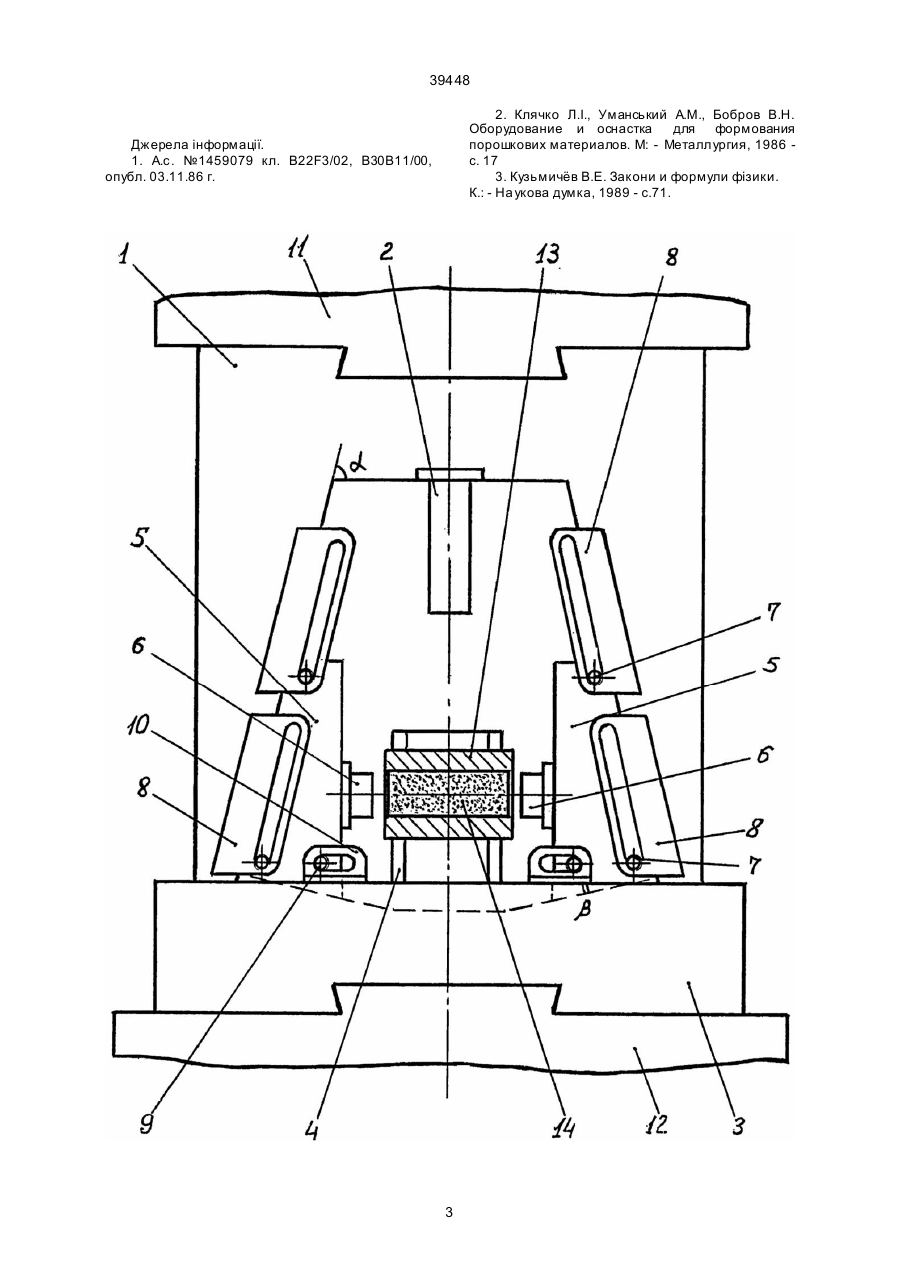
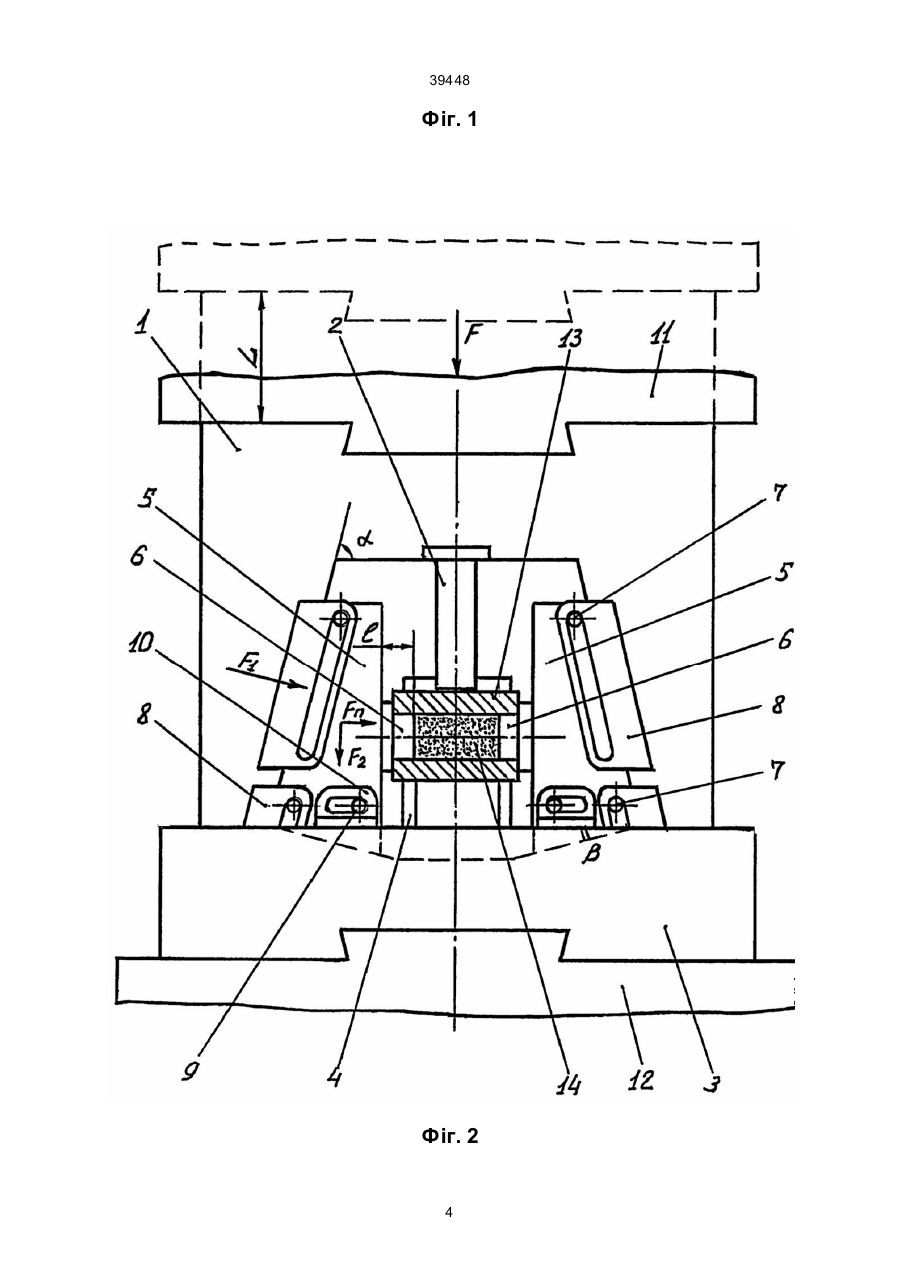
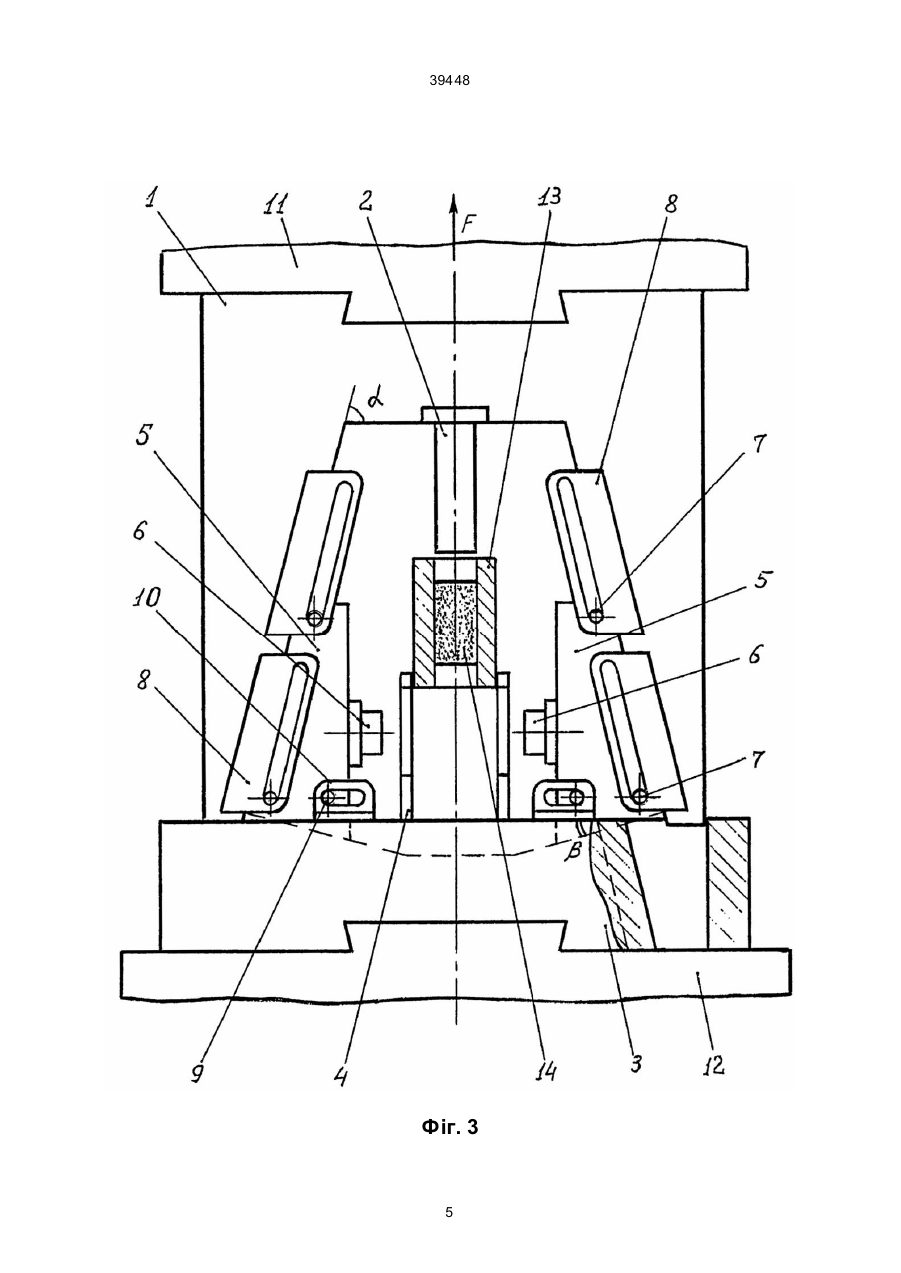
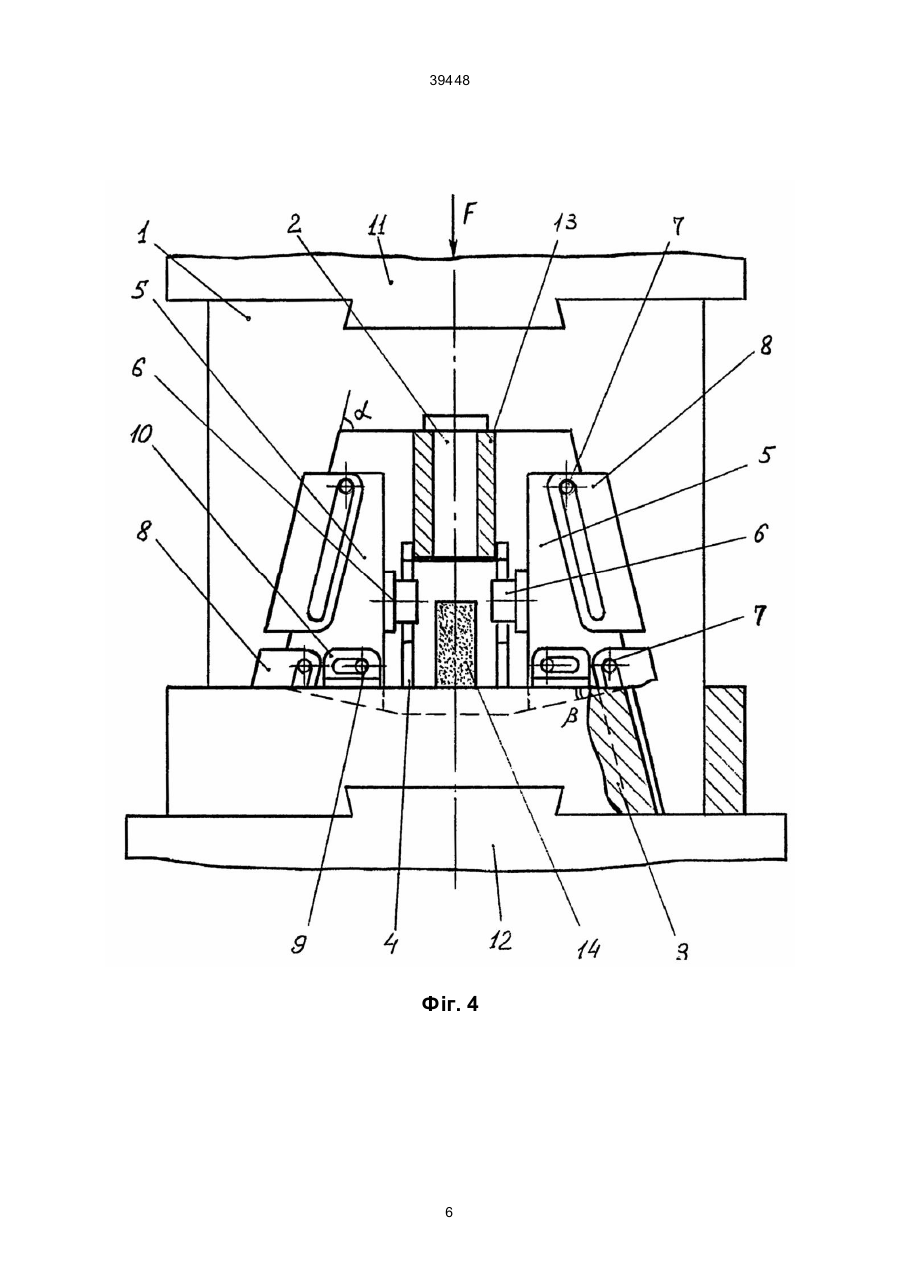
Пристрій для пресування порошкових заготовок, що складається з двох утримувачів, вер хнього та нижнього інструменту, кінематично поєднаних між собою, який відрізняється тим, що утримувачі верхнього та нижнього інструменту кінематично пов'язані між собою через утримувачі бічних ін 39448 FІ - сила, діюча на утримувачі бічного інструменту; FІІ - горизонтальна складова сила FІ; F2 вертикальна складова сили FІ; L - відстань, на яку переміщується утримувач верхнього інструменту; l - відстань, на яку переміщується утримувач бічного інструменту. На фіг. З - пристрій для пресування порошкових заготовок в момент встановлення пресованої заготовки на випресовування; на фіг. 4 - пристрій для пресування порошкових заготовок в момент випресовування пресованої порошкової заготовки. Пристрій для пресування порошкових заготовок складається з утримувача верхнього інструменту 1, до якого прикріплений пуансон 2, утримувача нижнього інструменту 3 з прикріпленим на ньому робочим столом 4, двох утримувачів бічного інструменту 5 з прикріпленими до них пуансонами 6. Утримувачі бічного інструменту 5 поєднані з утримувачем верхнього інструменту 1 за допомогою роликів 7 та направляючих накладок 8, а з утримувачем нижнього інструменту 3 за допомогою роликів 9 та направляючих накладок 10. В свою чергу утримувач верхнього інструменту 1 з'єднаний з траверсою пресу 11, а утримувач нижнього інструменту 3 поєднаний зі столом пресу 12. Пристрій для пресування порошкових заготовок працює таким чином. Матрицю 13 з розміщеною в ній порошковою заготовкою 14 подають в середню частину робочого столу 4, в зону дії пуансонів 6/фіг. 1/. Під дією прикладеної сили пресу F, утримувач верхнього інструменту 1 переміщується донизу та взаємодіючи з утримувачами бічного інструменту за допомогою спряжених похилих площин, переміщує їх назустріч один одному. Утримувачі бічного інструменту 5 за допомогою закріплених на них пуансонів 6 діють з двох сторін на порошкову заготовку 14, розміщену в матриці 13 та здійснюють її пресування /фіг. 2/. Кут нахилу спряжених похилих поверхонь a, утримувача верхнього інструменту 1 та утримувачів бічного інструменту 5, обумовлений необхідним зусиллям Fпр. для зустрічного пресування порошкової заготовки 14 /фіг.2/. При переміщенні верхнього утримувача інструменту 1 на віддаль L утримувачі бічного інструменту 5 переміщуються на віддаль l та пресують порошкову заготовку 14 /фіг.2/, причому віддаль l значно менше за віддаль L та визначається кутом нахилу a, так що L l= ; при a=50…85° l»10,087…0,84/×L tga При прикладенні до утримувача вер хнього інструменту 1 сили F на утримувачі бічного інструменту діє сила F1, причому L F1 = F [3], або F1 » /1,2...11,4/×F l Отже відбувається збільшення сили пресу F до сили F1, необхідної для пресування порошкових заготовок. При a90°, що викличе суттєве збільшення ходу пресу L, величини вертикального зменшення матриці 13 донизу, а це в свою чергу до збільшення габаритів пристрою. Утримувач верхнього інструменту 1 входить в утримувач нижнього інструменту 3. Така рухома рамна конструкція призначена для того, щоб при мінімальній металоємкості витримувати зусилля необхідні для пресування порошкових заготовок. Після пресування порошкової заготовки 12 утримувач верхнього інструменту 1 переміщується доверху під дією сили пресу F та взаємодіючі з роликами 7 утримувачів бічного інструменту 5 за допомогою накладок 8 розводять їх до початкового стану. Ролики 9 та накладки 10, прикріплені до нижнього утримувача інструменту 3 утримують утримувачі бічного інструменту 5 від піднімання доверху разом з утримувачем верхнього інструменту 1. Після досягнення утримувачем верхнього інструменту 1 крайнього верхнього положення матрицю 13 з відпресованою порошковою заготовкою 14 знімають з робочого стола 4, контують на кут 90° та розміщують в верхній частині робочого стола 4 під пуансон 2 /фіг.3/, потім під дією сили пресу F утримувач верхнього інструменту 1 зміщують донизу та за допомогою пуансону 2 випресовують пресовану порошкову заготовку 14 з матриці 13. Таким чином при випресовуванні порошкової заготовки 14 з матриці 13 не потрібне переналагодження пристрою /фіг.4/, що дозволяє збільшити продуктивність процесу. Збільшення зусиль пресування порошкових заготовок в запропонованій конструкції пристрою забезпечує пресування порошкових заготовок з великою площею перерізу та великої довжини, що також підвищує продуктивність процесу. Так, наприклад, використання запропонованої конструкції пристрою, при пресуванні капсул з порошком на гідравлічному кувальному пресі зусиллям 5МН дозволяє пресувати заготовки зі швидкоріжучих сталей діаметром до 150 мм та довжиною до 550 мм. На пристрої, прийнятому в якості прототипу з зусиллям на траверсі 5МН можна пресувати капсули з порошком зі швидкоріжучої сталі діаметром до 75 мм та довжиною до 250 мм. Враховуючи також відсутність переналагодження запропонованого пристрою при випресовуванні заготовок, підвищення продуктивності процесу в вищерозглянутому випадку складає щонайменше 6-8 разів. 2 39448 2. Клячко Л.І., Уманський А.М., Бобров В.Н. Оборудование и оснастка для формования порошкових материалов. М: - Металлургия, 1986 с. 17 3. Кузьмичёв В.Е. Закони и формули фізики. К.: - На укова думка, 1989 - с.71. Джерела інформації. 1. A.с. №1459079 кл. B22F3/02, В30В11/00, опубл. 03.11.86 г. 3 39448 Фіг. 1 Фіг. 2 4 39448 Фіг. 3 5 39448 Фіг. 4 6 39448 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 7 39448 ___________________________________________________________ 8
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for pressing powder billets
Автори англійськоюLazorkin Viktor Andriovych, Lazorkin Viktor Andriiovych, Ternovyi Yurii Fedorovych, Artamonov Yurii Viktorovych, Bezkrovnyi Mykhailo Hryhorovych, Bedrosova Larysa Vasylivna
Назва патенту російськоюУстройство для прессования порошковых заготовок
Автори російськоюЛазоркин Виктор Андреевич, Терновый Юрий Федорович, Артамонов Юрий Викторович, Безкровный Михаил Григорьевич, Бедросова Лариса Васильевна
МПК / Мітки
МПК: B22F 3/02
Мітки: порошкових, пресування, пристрій, заготовок
Код посилання
<a href="https://ua.patents.su/8-39448-pristrijj-dlya-presuvannya-poroshkovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для пресування порошкових заготовок</a>
Пристрій для пресування заготовок верху взуття у плоскому вигляді
Номер патенту: 39666
Опубліковано: 15.06.2001
Автори: Горященко Сергій Леонідович, Драпак Георгій Мефодіович
МПК: A43D 111/00
Мітки: взуття, пристрій, заготовок, верху, вигляді, пресування, плоскому
Формула / Реферат:
Пристрій для пресування заготовки верху взуття у плоскому вигляді, що включає опорну поверхню та жорсткий пуансон з плоскою пресуючою поверхнею, який відрізняється тим, що до пресуючої поверхні пуансона нерухомо приєднана еластична прокладка, яка утворює замкнену параболічну поверхню і складається не менше, ніж з двох нерухомо з'єднаних між собою окремих шарів еластичних матеріалів з різними деформаційними властивостями, при чому нижній шар...
Чотирьохбойковий кувальний пристрій
Номер патенту: 29183
Опубліковано: 16.10.2000
Автор: Лазоркін Віктор Андрійович
МПК: B21J 13/02
Мітки: пристрій, кувальний, чотирьохбойковий
Формула / Реферат:
1. Чотирьохбойковий кувальний пристрій, який складається із двох утримувачів верхнього і нижнього бойків з похилими поверхнями, кінематично пов'язанних з ними двох утримувачів бокових бойків з похилими поверхнями, які відповідають нахилу поверхонь верхнього і нижнього утримувачів і чотирьох бойків, які прікріпленні до відповідних утримувачів і мають заходні і калібруючі ділянки, який відрізняється тим, що похилі поверхні утримувачів бойків...
Пристрій для пресування заготовок, які рухаються поступово

Номер патенту: 4236
Опубліковано: 27.12.1994
Автор: Раульф де Брок
МПК: B27N 3/08
Мітки: заготовок, рухаються, пристрій, пресування, поступово
Формула / Реферат:
1. Устройство для прессования поступательно движущихся заготовок, содержащее верхнюю и нижнюю нажимные плиты, охваченные бесконечными лентами, над которыми установлены тела качения с возможностью перемещения по замкнутой траекторий от выходного конца нажимной плиты к входному концу, отличающееся тем, что, с целью повышения надежности и увеличения срока службы устройства, каждое тело качения выполнено в виде ряда роликов, насаженных с...
Штамп для гарячої штамповки порошкових заготовок
Номер патенту: 29502
Опубліковано: 15.11.2000
Автори: Капля Сергій Миколайович, Позняк Леонід Олександрович, Мажарова Галина Юхимівна, Баглюк Генадій Анатолійович
МПК: B22F 3/02
Мітки: штамповки, штамп, порошкових, заготовок, гарячої
Текст:
...Значение верхнего предела угла (< 89о) ограничивается тем, что при a< 89о (в частности, при a - 90о), форма верхнего пуансона вырождается из конической в плоскую, что не соответствует доотличительным признакам изобретения. При такой форме пуансона облой при штамповке вытесняется на верхнюю плоскость матрицы, а вертикальная составляющая сил трения, препятствующая при конусном пуансоне выдавливанию металла в облой, исчезает. Таким...
Чотирибойковий кувальний пристрій
Номер патенту: 36703
Опубліковано: 16.04.2001
Автори: Артамонов Юрій Вікторович, Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Безкровний Михайло Григорович
МПК: B21J 13/02
Мітки: кувальний, пристрій, чотирибойковий
Текст:
...зовнішніх утримувачів бойків 1 через направляючі планки 5 внутрішні утримувачі бойків 2 також повертаються до вихідного стану (фіг. 3). При переміщенні скоби 7 на відстань L, утримувачі бойків 1, 2, а відповідно і бойки 3 зміщують ся на відстань l (фіг. 3), паралельно площині основи, причому відстань l значно менша відстані L та визначається кутом нахилу поверхонь a, так що L l= і при a=50-85° l» (0,087...О,84)×L. В разі, tga коли основа має...
Попередній патент: Полімерна композиція
Наступний патент: Датчик динамічних перевантажень
Випадковий патент: Термінал "електронний касир"