Спосіб з’єднання конвеєрних стрічок
Формула / Реферат
Спосіб з'єднання конвеєрних стрічок, при якому на кінцях кромок гумотканевої стрічки, що з'єднують, виконують поперечне різання до тканевих шарів зі ступінчастим зрізанням для утворення східців, середні з яких зрізають по довжині менш крайніх східців, які потім шерохують, укладають на східці шар сирої гуми, передчасно оброблену розчинником, потім виконують збирання стику, укладають на зовнішні поверхні крайніх східців по ширині стрічки невулканізовані смуги погумованої тканини та гуми і з'єднують у процесі вулканізації, який відрізняється тим, що східці виконують у вигляді виступів і западин, які чергуються як у поперечному напрямку стрічки вздовж її ширини, так і у поздовжньому напрямку від східця до східця по довжині кромок, які з'єднують, крайні східці яких виконують у вигляді параболи, при цьому на одному крайньому східці виконують виступи у вигляді параболи, початок координат якої у вершині виступу, а закінчення вітки параболи у нижній точці западини, на другому крайньому східці виконують западини у вигляді параболи, початок координат якої у нижній точці западини, а закінчення вітки параболи у вершині виступу.
Текст
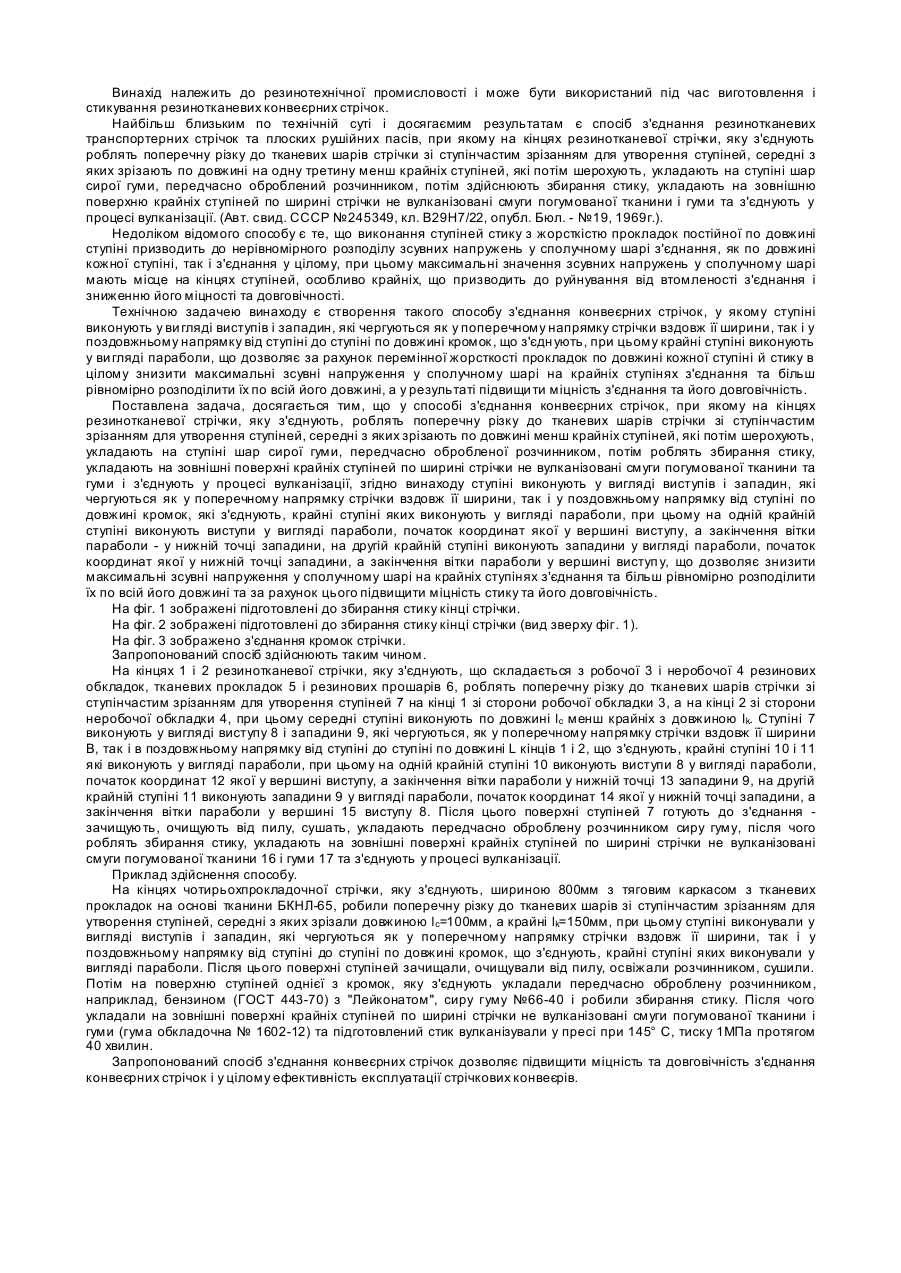
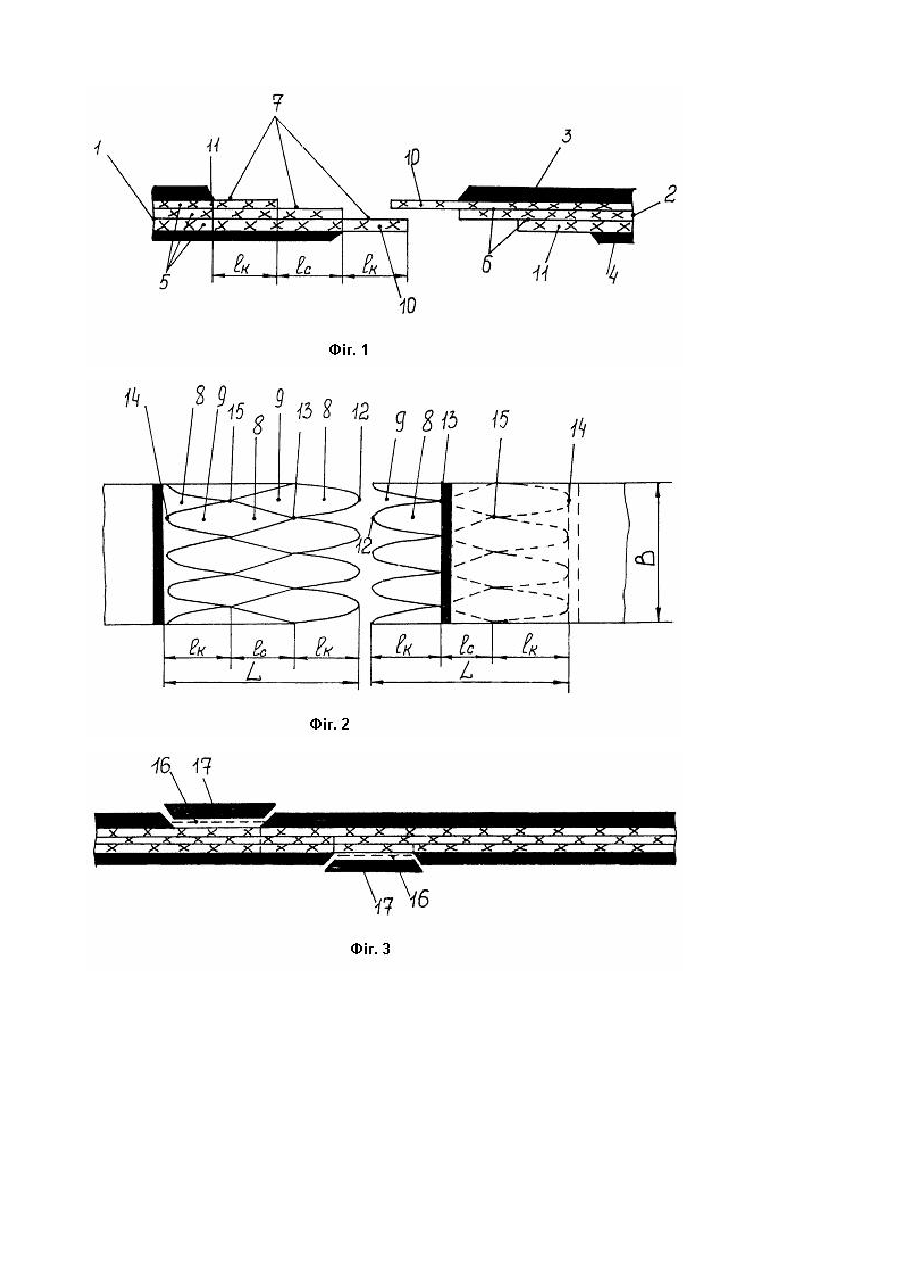
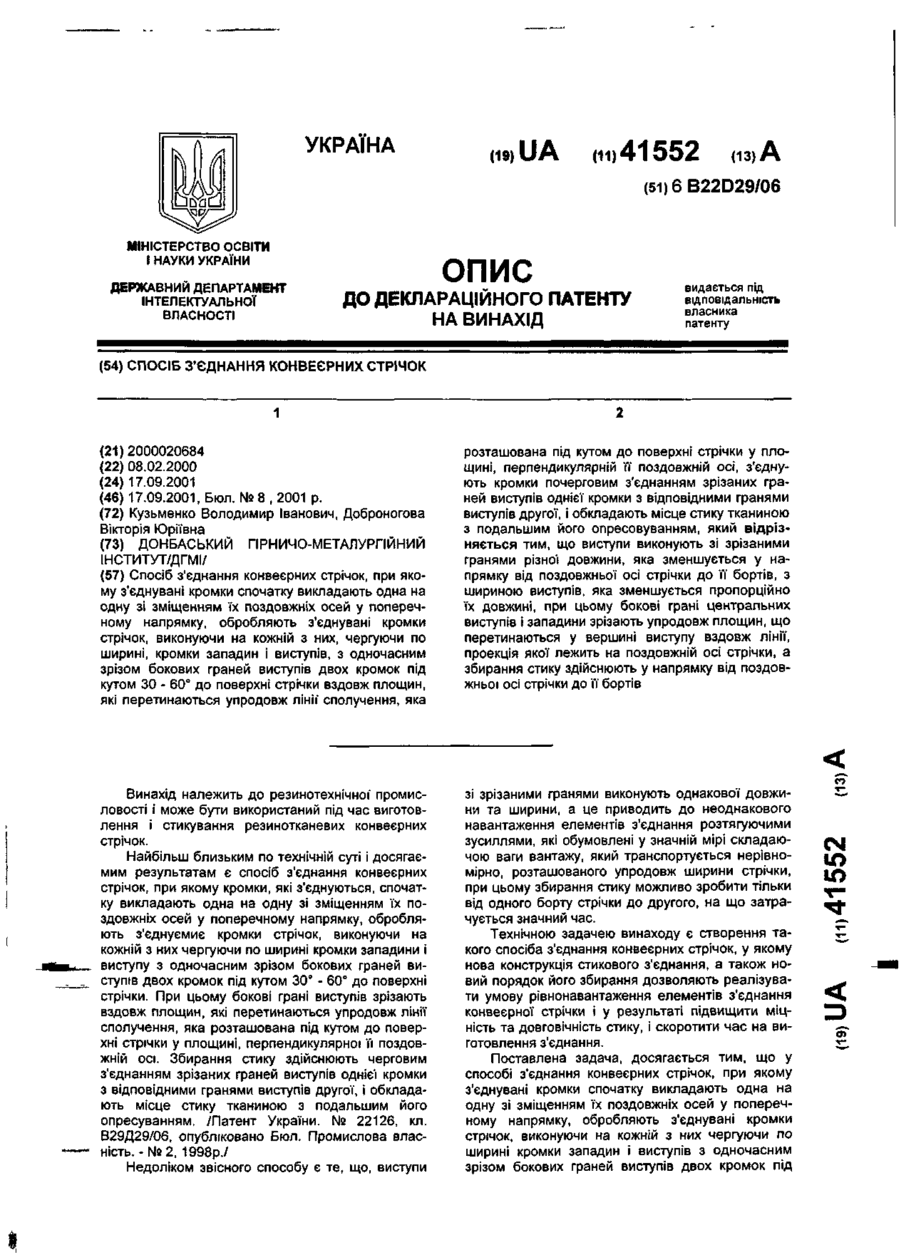
Винахід належить до резинотехнічної промисловості і може бути використаний під час виготовлення і стикування резинотканевих конвеєрних стрічок. Найбільш близьким по технічній суті і досягаємим результатам є спосіб з'єднання резинотканевих транспортерних стрічок та плоских рушійних пасів, при якому на кінцях резинотканевої стрічки, яку з'єднують роблять поперечну різку до тканевих шарів стрічки зі ступінчастим зрізанням для утворення ступіней, середні з яких зрізають по довжині на одну третину менш крайніх ступіней, які потім шерохують, укладають на ступіні шар сирої гуми, передчасно оброблений розчинником, потім здійснюють збирання стику, укладають на зовнішню поверхню крайніх ступіней по ширині стрічки не вулканізовані смуги погумованої тканини і гуми та з'єднують у процесі вулканізації. (Авт. свид. СССР №245349, кл. В29Н7/22, опубл. Бюл. - №19, 1969г.). Недоліком відомого способу є те, що виконання ступіней стику з жорсткістю прокладок постійної по довжині ступіні призводить до нерівномірного розподілу зсувних напружень у сполучному шарі з'єднання, як по довжині кожної ступіні, так і з'єднання у цілому, при цьому максимальні значення зсувних напружень у сполучному шарі мають місце на кінцях ступіней, особливо крайніх, що призводить до руйнування від втомленості з'єднання і зниженню його міцності та довговічності. Технічною задачею винаходу є створення такого способу з'єднання конвеєрних стрічок, у якому ступіні виконують у ви гляді виступів і западин, які чергуються як у поперечному напрямку стрічки вздовж її ширини, так і у поздовжньому напрямку від ступіні до ступіні по довжині кромок , що з'єдн ують, при цьому крайні ступіні виконують у ви гляді параболи, що дозволяє за рахунок перемінної жорсткості прокладок по довжині кожної ступіні й стику в цілому знизити максимальні зсувні напруження у сполучному шарі на крайніх ступінях з'єднання та більш рівномірно розподілити їх по всій його довжині, а у результаті підвищи ти міцність з'єднання та його довговічність. Поставлена задача, досягається тим, що у способі з'єднання конвеєрних стрічок, при якому на кінцях резинотканевої стрічки, яку з'єднують, роблять поперечну різку до тканевих шарів стрічки зі ступінчастим зрізанням для утворення ступіней, середні з яких зрізають по довжині менш крайніх ступіней, які потім шерохують, укладають на ступіні шар сирої гуми, передчасно обробленої розчинником, потім роблять збирання стику, укладають на зовнішні поверхні крайніх ступіней по ширині стрічки не вулканізовані смуги погумованої тканини та гуми і з'єднують у процесі вулканізації, згідно винаходу ступіні виконують у вигляді виступів і западин, які чергуються як у поперечному напрямку стрічки вздовж її ширини, так і у поздовжньому напрямку від ступіні по довжині кромок, які з'єднують, крайні ступіні яких виконують у вигляді параболи, при цьому на одній крайній ступіні виконують виступи у вигляді параболи, початок координат якої у вершині виступу, а закінчення вітки параболи - у нижній точці западини, на другій крайній ступіні виконують западини у вигляді параболи, початок координат якої у нижній точці западини, а закінчення вітки параболи у вершині виступ у, що дозволяє знизити максимальні зсувні напруження у сполучному шарі на крайніх ступінях з'єднання та більш рівномірно розподілити їх по всій його довжині та за рахунок цього підвищити міцність стику та його довговічність. На фіг. 1 зображені підготовлені до збирання стику кінці стрічки. На фіг. 2 зображені підготовлені до збирання стику кінці стрічки (вид зверху фіг. 1). На фіг. 3 зображено з'єднання кромок стрічки. Запропонований спосіб здійснюють таким чином. На кінцях 1 і 2 резинотканевої стрічки, яку з'єднують, що складається з робочої 3 і неробочої 4 резинових обкладок, тканевих прокладок 5 і резинових прошарів 6, роблять поперечну різку до тканевих шарів стрічки зі ступінчастим зрізанням для утворення ступіней 7 на кінці 1 зі сторони робочої обкладки 3, а на кінці 2 зі сторони неробочої обкладки 4, при цьому середні ступіні виконують по довжині lc менш крайніх з довжиною lk. Ступіні 7 виконують у вигляді виступу 8 і западини 9, які чергуються, як у поперечному напрямку стрічки вздовж її ширини В, так і в поздовжньому напрямку від ступіні до ступіні по довжині L кінців 1 і 2, що з'єднують, крайні ступіні 10 і 11 які виконують у вигляді параболи, при цьому на одній крайній ступіні 10 виконують виступи 8 у вигляді параболи, початок координат 12 якої у вершині виступу, а закінчення вітки параболи у нижній точці 13 западини 9, на другій крайній ступіні 11 виконують западини 9 у вигляді параболи, початок координат 14 якої у нижній точці западини, а закінчення вітки параболи у вершині 15 виступу 8. Після цього поверхні ступіней 7 готують до з'єднання зачищують, очищують від пилу, сушать, укладають передчасно оброблену розчинником сиру гуму, після чого роблять збирання стику, укладають на зовнішні поверхні крайніх ступіней по ширині стрічки не вулканізовані смуги погумованої тканини 16 і гуми 17 та з'єднують у процесі вулканізації. Приклад здійснення способу. На кінцях чотирьохпрокладочної стрічки, яку з'єднують, шириною 800мм з тяговим каркасом з тканевих прокладок на основі тканини БКНЛ-65, робили поперечну різку до тканевих шарів зі ступінчастим зрізанням для утворення ступіней, середні з яких зрізали довжиною l с=100мм, а крайні lk=150мм, при цьому ступіні виконували у вигляді виступів і западин, які чергуються як у поперечному напрямку стрічки вздовж її ширини, так і у поздовжньому напрямку від ступіні до ступіні по довжині кромок, що з'єднують, крайні ступіні яких виконували у вигляді параболи. Після цього поверхні ступіней зачищали, очищували від пилу, освіжали розчинником, сушили. Потім на поверхню ступіней однієї з кромок, яку з'єднують укладали передчасно оброблену розчинником, наприклад, бензином (ГОСТ 443-70) з "Лейконатом", сиру гуму №66-40 і робили збирання стику. Після чого укладали на зовнішні поверхні крайніх ступіней по ширині стрічки не вулканізовані смуги погумованої тканини і гуми (гума обкладочна № 1602-12) та підготовлений стик вулканізували у пресі при 145° С, тиску 1МПа протягом 40 хвилин. Запропонований спосіб з'єднання конвеєрних стрічок дозволяє підвищити міцність та довговічність з'єднання конвеєрних стрічок і у цілому ефективність експлуатації стрічкових конвеєрів.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connecting conveyer belts
Автори англійськоюKuzmenko Volodymyr Ivanovych
Назва патенту російськоюСпособ соединения конвейерных лент
Автори російськоюКузьменко Владимир Иванович
МПК / Мітки
МПК: B65G 15/30
Мітки: стрічок, спосіб, конвеєрних, з'єднання
Код посилання
<a href="https://ua.patents.su/2-70666-sposib-zehdnannya-konveehrnikh-strichok.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання конвеєрних стрічок</a>
Спосіб з’єднання конвеєрних стрічок
Номер патенту: 41552
Опубліковано: 17.09.2001
Автори: Кузьменко Володимир Іванович, Доброногова Вікторія Юріївна
МПК: B22D 29/00
Мітки: стрічок, конвеєрних, спосіб, з'єднання
Формула / Реферат:
Спосіб з'єднання конвеєрних стрічок, при якому з'єднувані кромки спочатку викладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них, чергуючи по ширині, кромки западин і виступів, з одночасним зрізом бокових граней виступів двох кромок під кутом 30 - 60° до поверхні стрічки вздовж площин, які перетинаються упродовж лінії сполучення, яка розташована під кутом...
Спосіб з’єднання конвеєрних стрічок
Номер патенту: 64344
Опубліковано: 16.02.2004
Автор: Кузьменко Володимир Іванович
МПК: B29D 29/00
Мітки: з'єднання, конвеєрних, стрічок, спосіб
Формула / Реферат:
Спосіб з'єднання конвеєрних стрічок, при якому з'єднувані кромки спочатку викладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них, чергуючи по ширині, кромки западин і виступів, з одночасним зрізом бокових граней виступів двох кромок під кутом до поверхні стрічки вздовж площин, які перетинаються упродовж лінії сполучення, яка розташована під кутом...
Спосіб з’єднання конвеєрних стрічок
Номер патенту: 51459
Опубліковано: 15.11.2002
Автори: Доброногова Вікторія Юріївна, Кузьменко Володимир Іванович
МПК: B29D 29/00
Мітки: стрічок, з'єднання, спосіб, конвеєрних
Формула / Реферат:
Спосіб з'єднання конвеєрних стрічок, при якому з'єднувані кромки спочатку накладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них поперемінні по ширині кромки заглибини і виступи з одночасним зрізом бокових граней виступів двох кромок під кутом до поверхні стрічки вздовж площин, що перетинаються упродовж лінії сполучення, яка розташована під кутом до...
Переносний пристрій ударного типу для механічного шарнірного з’єднання кінців конвеєрних стрічок із тканинним кордом, вузол механічного шарнірного з’єднання кінців конвеєрних стрічок і механічний шарнірний з’єд
Номер патенту: 60497
Опубліковано: 15.10.2003
Автори: КУЗНЕЦОВА ГАННА ОЛЕКСАНДРІВНА, КУЗНЕЦОВ ОЛЕКСАНДР СТЕПАНОВИЧ
МПК: F16G 3/00
Мітки: пристрій, тканинним, переносний, з'єднання, з'єд, механічний, конвеєрних, механічного, кінців, типу, стрічок, кордом, шарнірного, ударного, шарнірний, вузол
Формула / Реферат:
1. Переносний пристрій ударного типу для механічного шарнірного з'єднання кінців конвеєрних стрічок із тканинним кордом, що має корпус, на якому встановлені притискачі для закріплення конвеєрної стрічки при запресовуванні скоб, опорна плита, у пазах якої розміщені і зафіксовані касети U-подібних з'єднувачів для кріплення їх П-подібними скобами до кінців конвеєрної стрічки, напрямну плиту, що має наскрізні напрямні в нижній частині для...
Спосіб складання гумотросових конвеєрних стрічок
Номер патенту: 30136
Опубліковано: 15.11.2002
Автори: Колосов Дмитро Леонідович, Ропай Валерій Андрійович, Савицький Віктор Іванович, Колосов Леонід Вікторович, Шидо Микола Миколайович
МПК: B65G 15/32, B29D 29/00
Мітки: гумотросових, складання, конвеєрних, спосіб, стрічок
Формула / Реферат:
Спосіб складання гумотросових конвеєрних стрічок, що включає розміщення тросів по ширині стрічки, натяг їх, обкладання тросового полотна гумою, вулканізацію в пресі, який відрізняється тим, що до вулканізації в пресі встановлюють попередні величини відносних укорочень тросів, знімають натяг тросів, кожний трос закручують на кут, пропорційний заданій величині відносного укорочення троса, далі включають натяг тросів, і в такому стані...
Попередній патент: Спосіб виплавки силікомарганцю в доменній печі
Наступний патент: Спосіб розділення насіннєвих сумішей у нахиленому повітряному потоці та пристрій для його здійснення
Випадковий патент: Теплоакумуляційний елемент