Спосіб з’єднання конвеєрних стрічок
Номер патенту: 41552
Опубліковано: 17.09.2001
Автори: Доброногова Вікторія Юріївна, Кузьменко Володимир Іванович
Формула / Реферат
Спосіб з'єднання конвеєрних стрічок, при якому з'єднувані кромки спочатку викладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них, чергуючи по ширині, кромки западин і виступів, з одночасним зрізом бокових граней виступів двох кромок під кутом 30 - 60° до поверхні стрічки вздовж площин, які перетинаються упродовж лінії сполучення, яка розташована під кутом до поверхні стрічки у площині, перпендикулярній її поздовжній осі, з'єднують кромки почерговим з'єднанням зрізаних граней виступів однієї кромки з відповідними гранями виступів другої, і обкладають місце стику тканиною з подальшим його опресовуванням, який відрізняється тим, що виступи виконують зі зрізаними гранями різної довжини, яка зменшується у напрямку від поздовжньої осі стрічки до її бортів, з шириною виступів, яка зменшується пропорційно їх довжині, при цьому бокові грані центральних виступів і западини зрізають упродовж площин, що перетинаються у вершині виступу вздовж лінії, проекція якої лежить на поздовжній осі стрічки, а збирання стику здійснюють у напрямку від поздовжньої осі стрічки до її бортів
Текст
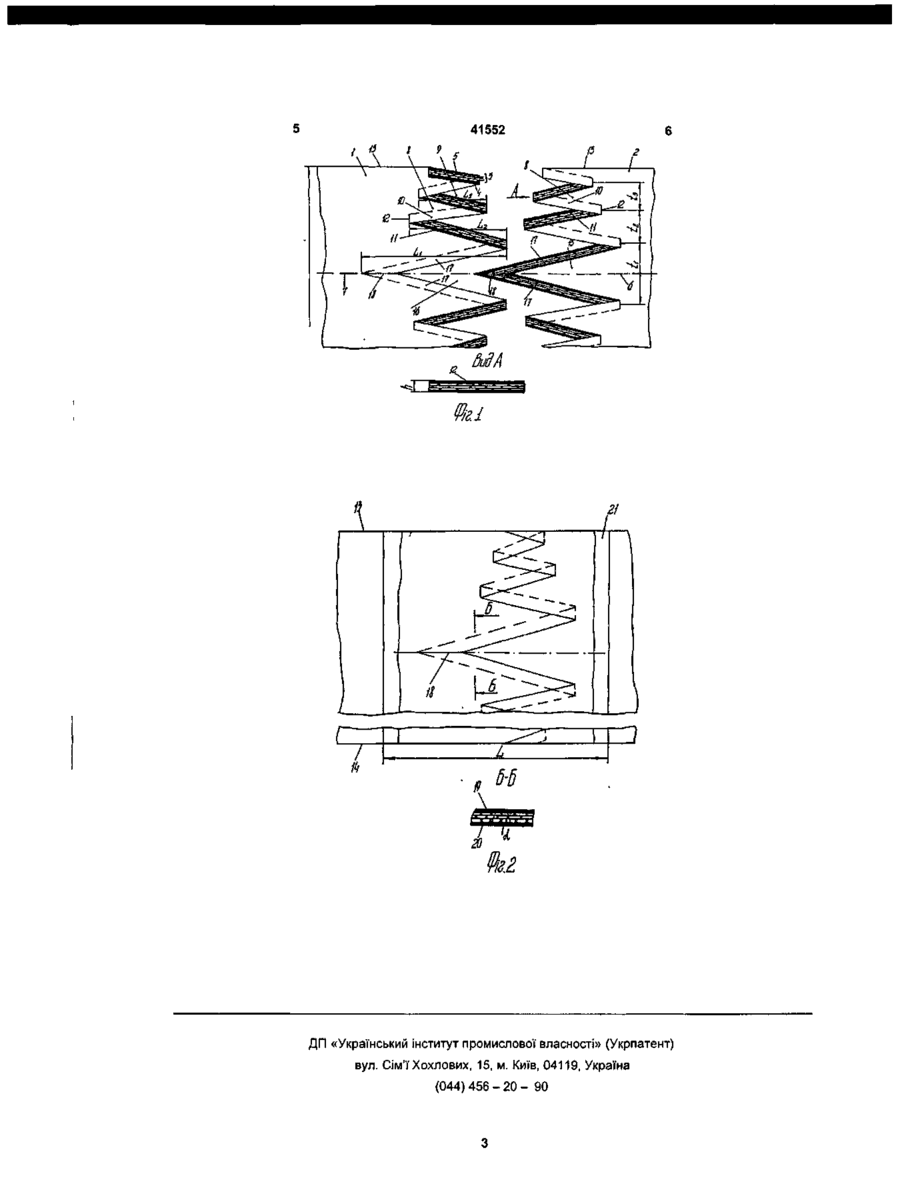
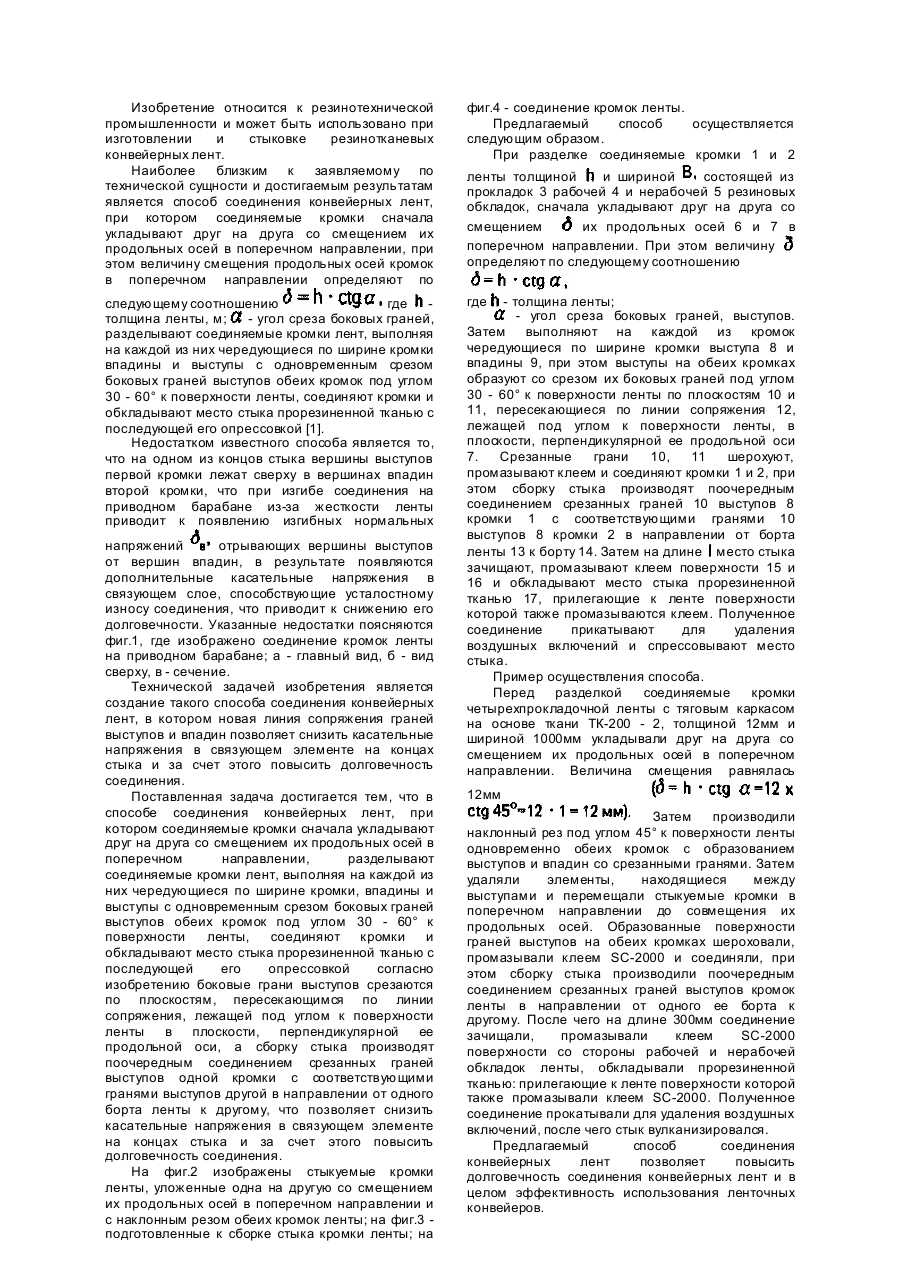
Спосіб з'єднання конвеєрних стрічок, при якому з'єднувані кромки спочатку викладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них, чергуючи по ширині, кромки западин і виступів, з одночасним зрізом бокових граней виступів двох кромок під кутом ЗО - 60° до поверхні стрічки вздовж площин, які перетинаються упродовж лінії' сполучення, яка розташована під кутом до поверхні стрічки у площині, перпендикулярній її поздовжній осі, з'єднують кромки почерговим з'єднанням зрізаних граней виступів однієї кромки з відповідними гранями виступів другої, і обкладають місце стику тканиною з подальшим його опресовуванням, який відрізняється тим, що виступи виконують зі зрізаними гранями різної довжини, яка зменшується у напрямку від поздовжньої осі стрічки до "її бортів, з шириною виступів, яка зменшується пропорційно їх довжині, при цьому бокові грані центральних виступів і западини зрізають упродовж площин, що перетинаються у вершині виступу вздовж лінії, проекція якої лежить на поздовжній осі стрічки, а збирання стику здійснюють у напрямку від поздовжньої осі стрічки до її бортів Винахід належить до резинотехнічної' промисловості і може бути використаний під час виготовлення і стикування резинотканевих конвеєрних стрічок. Найбільш близьким по технічній суті і досягаємим результатам є спосіб з'єднання конвеєрних стрічок, при якому кромки, які з'єднуються, спочатку викладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднуємиє кромки стрічок, виконуючи на кожній з них чергуючи по ширині кромки западини і виступу з одночасним зрізом бокових граней виступів двох кромок під кутом 30° - 60° до поверхні стрічки. При цьому бокові грані виступів зрізають вздовж площин, які перетинаються упродовж лінії сполучення, яка розташована під кутом до поверхні стрічки у площині, перпендикулярної її поздовжній осі. Збирання стику здійснюють черговим з'єднанням зрізаних граней виступів однієї кромки з відповідними гранями виступів другої, і обкладають місце стику тканиною з подальшим його опресуванням. /Патент України. № 22126, кл. В29Д29/06, опубліковано Бюл. Промислова власність. - № 2 , 1998р./ Недоліком звісного способу є те, що, виступи зі зрізаними гранями виконують однакової довжини та ширини, а це приводить до неоднакового навантаження елементів з'єднання розтягуючими зусиллями, які обумовлені у значній мірі складаючою ваги вантажу, який транспортується нерівномірно, розташованого упродовж ширини стрічки, при цьому збирання стику можливо зробити тільки від одного борту стрічки до другого, на що затрачується значний час. Технічною задачею винаходу є створення такого спосіба з'єднання конвеєрних стрічок, у якому нова конструкція стикового з'єднання, а також новий порядок його збирання дозволяють реалізувати умову рівнонавантаження елементів з'єднання конвеєрної стрічки і у результаті підвищити міцність та довговічність стику, і скоротити час на виготовлення з'єднання. Поставлена задача, досягається тим, що у способі з'єднання конвеєрних стрічок, при якому з'єднувані кромки спочатку викладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них чергуючи по ширині кромки западин і виступів з одночасним зрізом бокових граней виступів двох кромок під CM Ю Ю кутом 30° - 60° до поверхні стрічки вздовж площин, які перетинаються вздовж лінії сполучення, яка розташована під кутом до поверхні стрічки у площині, перпендикулярній її поздовжній осі, з'єднують кромки почерговим з'єднанням зрізаних граней виступів однієї кромки з відповідними гранями виступів другої, і обкладають місце стику тканиною з подальшим його опресовуванням, згідно винаходу виступи виконують зі зрізаними гранями різної довжини, яка зменшується у напрямку від поздовжньої осі стрічки до її борту, з шириною виступів, яка зменшується пропорційно їх довжині, при цьому бокові грані центральних виступів западини зрізають упродовж площин, що перетинаються у вершиш виступу вздовж лінії, проекція якої лежить на поздовжній осі стрічки, а збирання стику здійснюють у напрямку від поздовжньої осі стрічки до її бортів, що дозволяє реалізувати умову рівнонавантаження елементів з'єднання конвеєрної стрічки і у результаті підвищити міцність та довговічність стику, а також скоротити час на виготовлення з'єднання. На фіг. 1 зображені підготовлені до збирання стику кромки стрічки; на фіг. 2 - з'єднання кромок стрічок. Запропонований спосіб здійснюють таким чином. При обробці з'єднувані кромки 1 і 2 стрічки товщиною h і шириною В, яка складається з прокладок 3, резинових обкладок робочої 4 і неробочої 5, спочатку викладають одна на одну зі зміщенням 5 їх поздовжніх осей 6 і 7 у поперечному напрямку. При цьому величину 5 визначають за таким співвідношенням 5 = h • ctg a, де h - товщина стрічки; а - кут зрізу бокових граней виступів. Далі виконують на кожній з кромок виступи 8 і западини 9, що чергуються по ширині кромки з одночасним зрізом бокових граней виступів двох кромок під кутом 30° - 60° до поверхні стрічки упродовж площин 10 і 11, які перетинаються по лінії сполучення 12, яка розташована під кутом до поверхні стрічки, у площині, перпендикулярній її поздовжній осі 7, при цьому виступи роблять зі зрізаними гранями різної довжини Ц, L.2, l-з..., яка зменшується у напрямку від поздовжньої осі 7 до її бортів 13, 14 (Li > L2 > L3) , з шириною t i , І2, ta... виступів 8, що зменшується (ti > t2 > t3 ) пропорційно їх довжині І_1, І_2, і-з. Бокові грані центрального виступу 15 і западини 16 зрізають по площинам зрізаних граней 17, які перетинаються у вершині виступу і западини вздовж лінії 18, проекція якої лежить на поздовжній осі 6 кромки 2 та поздовжній осі 7 кромки 1 стрічки . Площини 10, 11 і 17 шерехають, промазують клеєм і з'єднують кромки 1 і 2, при цьому 41552 збірку стику починають від поздовжньої осі стрічки з'єднанням площин зрізаних граней 17 центрального виступу 15 кромки 2 і западини 16 кромки 1, а потім по черзі з'єднують площину 11 кромки 1 з площиною 10 кромки 2, після чого з'єднують площину 11 кромки 2 з площиною 10 кромки 1 у напрямку від поздовжньої осі 7 стрічки до її бортів 13 і 14. Далі на довжині L місце стику зачищають, промазують клеєм поверхні 19 і 20 і обкладають місце стику прорезиненою тканиною 21, прилягаючі до стрічки поверхні якої також промазують клеєм. Отримане з'єднання накочують заради віддалення повітряних включень та опресовують місце стику. Приклад здійснення способу. Перед розділом з'єднувані кромки чотирьохпрокладочної стрічки з тяговим каркасом на основі тканини ТК - 200 - 2, товщиною 12мм і ширшою 100мм укладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку. Величина зміщення дорівнювала 12мм (5 = h • ctg a = 12ctg45=12MM). Далі робили похилий різ під кутом 45° до поверхні стрічки одночасно обох кромок з утворенням виступів і западин зі зрізаними гранями різної довжини і ширини, які зменшувались пропорційно їх довжині, у напрямку від поздовжньої осі стрічки до її бортів, а також бокові грані центральних виступів і западини зрізали по площинам, які перетинаються у вершині виступу по лінії, проекція якої лежить на поздовжній осі стрічки. Потім виймали елементи, розташовані поміж виступів і переміщували з'єднувані кромки у поперечному напрямку до суміщення їх поздовжніх осей. Утворені поверхні зрізаних граней виступів ва обох кромках шерехували, промазували клеєм SC - 2000 і з'єднували, при цьому збирання стику починали від поздовжньої осі стрічки з'єднанням зрізаних граней центрального виступу однієї кромки і западини іншої кромки, а потім по черзі з'єднували зрізану грань однієї кромки зі зрізаною гранню іншої кромки, у напрямку від поздовжньої осі стрічки до її бортів. Після чого на довжині 300мм з'єднання зачищали, промазували клеєм SC - 2000 поверхні зі сторони робочої і неробочої обкладок стрічки, обкладали прорезиненою тканиною, прилеглі до стрічки поверхні якої також промазували клеєм SC - 2000, отримане з'єднання прокатували заради вилучення повітряних включень, після чого стик вулканізувався. Запропонований спосіб з'єднання конвеєрних стрічок дозволяє підвищити довговічність з'єднання конвеєрних стрічок і у цілому ефективність використання стрічкових конвеєрі. Р/г.1 til П ДП «Український інститут промислової власності» (Укрпатент) вул. Сім'ї Хохлових, 15, м. Київ, 04119, Україна (044) 456 - 20 - 90
ДивитисяДодаткова інформація
Автори англійськоюKuzmenko Volodymyr Ivanovych, Dobronohova Viktoria Yuriivna
Автори російськоюКузьменко Владимир Иванович, Доброногова Виктория Юрьевна
МПК / Мітки
МПК: B22D 29/00
Мітки: спосіб, конвеєрних, стрічок, з'єднання
Код посилання
<a href="https://ua.patents.su/4-41552-sposib-zehdnannya-konveehrnikh-strichok.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання конвеєрних стрічок</a>
Спосіб з’єднання конвеєрних стрічок
Номер патенту: 22126
Опубліковано: 30.04.1998
Автор: Кузьменко Володимир Іванович
МПК: B29D 29/00
Мітки: конвеєрних, стрічок, спосіб, з'єднання
Формула / Реферат:
Способ соединения конвейерных лент, при котором соединяемые кромки сначала укладывают друг на друга со смещением их продольных осей в поперечном направлении, разделывают соединяемые кромки лент, выполняя на каждой из них чередующиеся по ширине кромки впадины и выступы с одновременным срезом боковых граней выступов обеих кромок под углом 30-60° к поверхности ленты, соединяют кромки и обкладывают место стыка тканью с последующей его...
Спосіб виготовлення конвеєрних стрічок
Номер патенту: 18180
Опубліковано: 01.07.1997
Автори: Панченко Евген Юрийович, Панченко Юрій Микитович, Цикалов Володимир Михайлович
МПК: B29C 43/04, B29D 29/00
Мітки: стрічок, спосіб, виготовлення, конвеєрних
Формула / Реферат:
1. Способ изготовления конвейерных лент, состоящих из цельнотканого каркаса и пластмасс, при котором цельнотканый каркас пропитывают пропиточными пастами, подвергают предварительной желатинизации, накладывают армированные прокладки и резинопластовые слои, подвергают вторичной желатинизации и формованию в непрерывном устройстве для формования, отличающийся тем, что раздельные операции пропитки цельнотканых каркасов, наложения армированных...
Стик гумотросових конвеєрних стрічок
Номер патенту: 35622
Опубліковано: 16.04.2001
Автор: Боровльов Володимир Іванович
МПК: B65G 15/30
Мітки: стик, конвеєрних, гумотросових, стрічок
Формула / Реферат:
Стык резинотросовых конвейерных лент, включающий уложенные вдоль продольной оси ленты попеременно друг за другом с совмещением на длину стыка, стальные тросы каркаса стыкуемых лент, отличающийся тем, что каркас оснащен отрезками тросов длиной, равной ширине каркаса и установленными перпердикулярно продольной оси ленты с зазором между собой, а тросы стыкуемых лент встречно вплетены между отрезками стальных тросов, образуя соединение в виде...
Полімерна паста для виробництва важкозаймистих конвеєрних стрічок
Номер патенту: 3791
Опубліковано: 27.12.1994
Автори: Бушуєва Наталія Кирилівна, Козловський Вадім Васильович, Карант Леонід Симонович
МПК: C08K 5/51, C08K 5/02, C08K 3/04, C08L 27/06, C08K 5/10, C08K 13/02
Мітки: важкозаймистих, конвеєрних, полімерна, виробництва, стрічок, паста
Формула / Реферат:
Полимерная паста для производства трудновоспламеняющихся конвейерных лент, включающая поливинилхлорид, эмульсионный, триксиленилфосфат, дибутилфталат, хлорпарафин, стабилизатор и технический углерод, отличающаяся тем, что в качестве стабилизатора она содержит бариевую соль модифицированной -аминокапроновой кислотой полиметилен-мочевины при следующем соотношении компонентов,...
Верстат для оброблення кінців гумовотканинних конвеєрних стрічок
Номер патенту: 6199
Опубліковано: 29.12.1994
Автори: Черська Ганна Сергіївна, Єнтеліс Марк Давидович, Носко Євген Михайлович, Ткаченко Олексій Іванович, КУЗНЕЦОВ ОЛЕКСАНДР СТЕПАНОВИЧ, Хмелєвцов Володимир Володимирович
МПК: B29B 11/00, B29D 29/00
Мітки: верстат, оброблення, гумовотканинних, конвеєрних, стрічок, кінців
Формула / Реферат:
(57) 1. Станок для разделки концов резинотканевых конвейерных лент, содержащий стол, прижимную балку, эксцентриковые валы, связанные с направляющими, на которых установлена фрезерная головка, отличающийся тем, что он снабжен дополнительной прижимной балкой и каретками, установленными с возможностью перемещения и фиксации на балках, которые рас положены по концам стола напротив друг друга, при этом направляющие надеты на эксцентриковые...
Попередній патент: Cпосіб лікування незлоякісної гіперплазії простати та фармацевтична композиція для його здійснення
Випадковий патент: Спосіб лікування персистувальної герпетичної інфекції