Спосіб відновлення опорних плитовин станини прокатного стана
Номер патенту: 70725
Опубліковано: 15.10.2004
Автори: Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович
Формула / Реферат
Спосіб відновлення опорних плитовин станини прокатного стана, який включає попередню підготовку поверхні і нанесення металополімерного матеріалу, який відрізняється тим, що станину виставляють на опорних елементах, висота яких відповідає величині зносу опорної поверхні плитовини, піднімають над ними, закачують у зазор, що утворився, металополімерний матеріал і потім опускають станину.
Текст
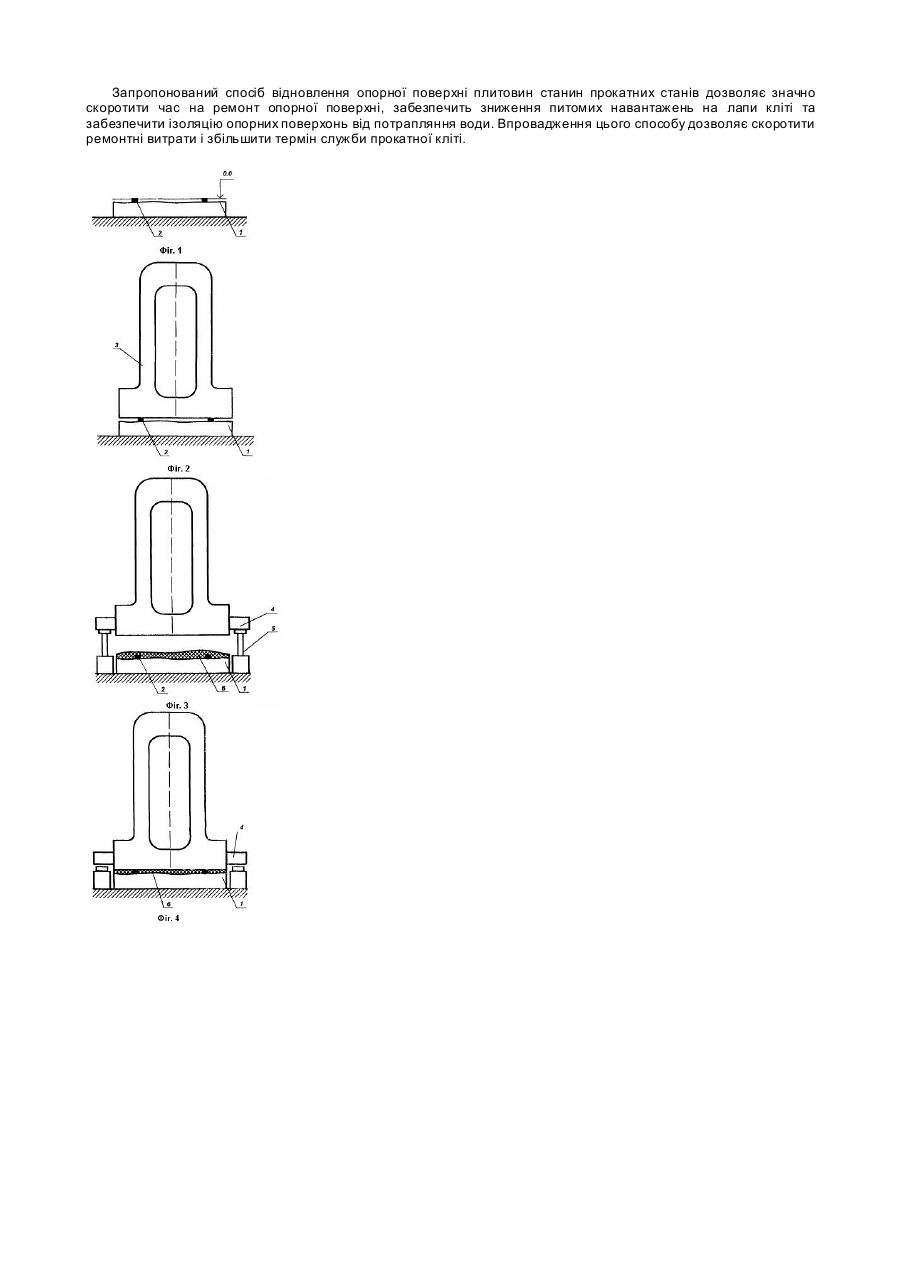
Винахід відноситься до галузі металургійного обладнання, а точніше до прокатного виробництва і може бути використаний в ковальсько-пресовому виробництві. Відомий спосіб відновлення опорної плитовини станини прокатного стана, який включає очищення опорної поверхні від окалини і наступне наплавлення всієї поверхні до необхідного рівня (див. С.Я. Шехтер, А.Я.Шварцер, Наплавка деталей металлургического оборудования. Москва, Металлургия. - 1981г.). У відомому те хнічному рішенні напівстанини прокатної кліті монтуються на опорні плитовини після завершення процесу наплавлення, відбувається збирання кліті на місці і наступне її закріплення болтами до плитовин. Збирання великогабаритних прокатних клітей вагою 200т і більше неможливе поза ремонтною площадкою з наступним переміщенням краном у проектне положення, оскільки для такої операції не вистачає вантажопідйомності крана. Такий спосіб відновлення і наступного монтажу кліті призводить до того, що відновлена опорна поверхня плитовини методом наплавлення недостатньо спланована, і тому станина після монтажу на таку опорну плитовину не займає стійкого положення, схильна до хитання під час прокатки, що негативно відбивається як на стані механізмів прокатного стана, так і на якості прокату. Крім того, в зазор між станинами й опорною плитовиною буде потрапляти вода, якою охолоджують прокатні валки. Потрапляння води буде викликати корозію опорної поверхні її інтенсивний корозійний знос в умовах динамічних навантажень на кліть під час прокатки. Відомий також спосіб відновлення опорних плитовий станини прокатних станів шляхом заміни цих опорних деталей (плитовий) на нові, які включають: заливання їх у фундамент, витримку в часі й установку кліті на нові опорні поверхні (Монтаж машин и агрегатов. Т.2. Под ред. B.C. Демина, П.П.Алексеенко. М.: Ма шиностроение. 1983 г., с.308-313). Такий спосіб, безумовно, вирішує проблему відновлення виробленої плитовини, однак при цьому залишаються невирішеними такі питання як тривалість процесу вирубування старого фундаменту, встановлення нових плитовин, заливання бетону та його затвердіння. Враховуючи досить короткі строки відведені на капітальні ремонти прокатних станів (8-15 доби), перераховані вище роботи з заміни плитовин не вписуються в запланований час ремонту і вимагають збільшення термінів ремонту. Іншим негативним фактором розглянутого варіанта вирішення завдання є необхідність точної виставки в горизонтальній площині всіх чотирьох опорних плитовин під чотирма лапами кліті. Для вирішення цього питання застосовуються геодезичні виміри, однак і вони повною мірою забезпечити ідеальне положення плитовин, а отже й ідеальне прилягання лап кліті до опорних поверхонь, не можуть. З відомих способів відновлення опорних плитовин станин прокатних станів найбільш близькими за технологічною сутністю є спосіб, описаний у книзі Цехова В.Й. "Ремонт деталей металлургических машин". Справочник. - М.: Ме таллургия. - 1987г., с.278-287. Цей спосіб припускає наплавлення зношеної поверхні плитовини і наступну обробку цієї поверхні до необхідного рівня, ручними шліфувальними машинками, або за допомогою спеціальних фрезерних верстатів. Однак і цей спосіб, як і вище описані, не дозволяє досягти ідеального контакту поверхні лапи й опорної поверхні плитовини, що в остаточному результаті призводить до надмірних питомих навантажень у місцях контакту, утворення зазорів між лапами станини й опорною поверхнею, в які буде попадати вода, охолоджуюча валки, й погіршувати стан опорних поверхонь плитовин за рахунок їх кородування та руйнування. В основу винаходу поставлене завдання удосконалити спосіб відновлення опорних плитовин станин прокатних станів, у якому за рахунок введення нових прийомів, досягається 100% контакт по опорних поверхнях станини, що дозволяє знизити питомі навантаження і в результаті підвищити надійність роботи прокатних станів. Для вирішення поставленого завдання в способі відновлення опорних плитовин станин прокатних станів, що містять попередню підготовку поверхні та нанесення металополімерного матеріалу відповідно до винаходу, станину виставляють на опорних елементах, висота яких відповідає величині зносу опорної поверхні, плитовини трохи підносять над ними, закачують у зазор, що утворився, металополімерний матеріал і потім опускають станину. Таке виконання способу дозволяє виключити застосування складного металообробного обладнання, скоротити терміни відновлення опорної поверхні, знизити питомі навантаження на опорну поверхню станини і виключити потрапляння на неї води, а отже і її корозії. Таким чином, сукупність названих ознак дозволяє одержати нову технічну властивість - прискорити процес відновлення опорної поверхні станини і знизити питомі навантаження на неї. Нижче описаний приклад конкретного виконання способу відновлення опорних плитовин станин прокатних станів. На фіг.1 представлений спосіб відновлення опорних плитовин станини прокатних станів (формування опорних елементів). На фіг.2 те саме (монтаж станини на опорні елементи). На фіг.3 те саме (підйом станини та нанесення металополімерного матеріалу). На фіг.4 те саме (формування самою станиною площини контакту з опорною плитовиною). Спосіб здійснюється таким чином. На опорній плитовині 1 за допомогою зварювання та ручного підшліфування формуються опорні елементи 2, які за допомогою геодезичної зйомки виводяться в проектне положення. Потім на сформованих опорних елементах починається монтаж станини. По черзі одна і друга половини станини встановлюються на опорні елементи і стягаються траверсами, утворюючи єдину станину 3. Після складання станини на її лапах приварюють упори 4. Між ними й опорною поверхнею 1 установлюють домкрати 5, за допомогою яких станину піднімають над опорними елементами, роблять знежирення опорної поверхні станини й у зазор, що утворився, накачують металополімерний матеріал 6, в обсязі, який перевищує необхідний об'єм заповнення на 20 відсотків. Після нанесення матеріалу, станину 3 на домкратах 5 опускають до зіткнення з опорними елементами 2. Надлишки металополімерного матеріалу при цьому видавлюються, і станина формує ідеальну площину контакту з металополімерним матеріалом. Після полімеризації металополімерного матеріалу, тобто через 16 ¸ 18 16-18 годин (при t°=20-25°С) станина готова до завалки валків і роботи прокатного стану. Запропонований спосіб відновлення опорної поверхні плитовин станин прокатних станів дозволяє значно скоротити час на ремонт опорної поверхні, забезпечить зниження питомих навантажень на лапи кліті та забезпечити ізоляцію опорних поверхонь від потрапляння води. Впровадження цього способу дозволяє скоротити ремонтні витрати і збільшити термін служби прокатної кліті.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for renewal of mill shoes
Автори англійськоюIschenko Anatolii Oleksiiovych
Назва патенту російськоюСпособ восстановления опорных плитовин станины прокатного стана
Автори російськоюИщенко Анатолий Алексеевич
МПК / Мітки
МПК: B21B 13/00
Мітки: опорних, плитовин, прокатного, відновлення, спосіб, станини, стана
Код посилання
<a href="https://ua.patents.su/2-70725-sposib-vidnovlennya-opornikh-plitovin-stanini-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення опорних плитовин станини прокатного стана</a>
Захисна планка станини прокатного стана
Номер патенту: 2787
Опубліковано: 16.08.2004
Автори: Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович
МПК: B21B 13/00
Мітки: стана, прокатного, захисна, планка, станини
Формула / Реферат:
Захисна планка станини прокатного стана, яка містить отвори для кріплення її болтами до станини та штифтові отвори для фіксації, яка відрізняється тим, що на внутрішній поверхні планки, поверненої до станини, виконані западини, рівномірно розподілені по її площі і з'єднані між собою і краєм планки канавками.
Спосіб монтажу захисної планки станини прокатного стана
Номер патенту: 2938
Опубліковано: 15.09.2004
Автори: Іщенко Олена Вікторівна, Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B61B 13/00
Мітки: спосіб, захисної, прокатного, монтажу, станини, планки, стана
Формула / Реферат:
Спосіб монтажу захисної планки станини прокатного стана, що включає підйом, встановлення її у вертикальне положення й фіксацію до станини кліті, який відрізняється тим, що встановлення планки у вертикальне положення здійснюють з можливістю її повороту, після чого фіксують на станині, коректують її положення шляхом відтискування від станини, знімають фіксацію, повертають і наносять на неї металополімерний матеріал, потім знову встановлюють у...
Спосіб відновлення робочої поверхні валків прокатного стана
Номер патенту: 27378
Опубліковано: 15.09.2000
Автори: Кулагін Григорій Федорович, Григоренко Микола Дмитрович, Карлов Ігор Анатольєвич, Онушкевич Генадій Федорович, Малий Юрій Георгійович, Кокін Володимир Михайлович, Цимбал Володимир Данилович, Рева Юрій Миколайович
МПК: B21B 13/00, B21B 28/00
Мітки: відновлення, стана, поверхні, спосіб, валків, робочої, прокатного
Текст:
...известного способа восстановления рабочей поверхности валков признаками являются: - верхний валок при наличии нижнего давле• ния (или нижний валок при наличии верхнего давления) растачивают на величину естественного износа и в очередную завалку в клеть ставят вниз (вверх); - нижний валок при наличии нижнего давления (или верхний валок при наличии верхнего давления) растачивают на величину, являющуюся суммой съема металла по диаметру верхнего...
Спосіб відновлення опорних поверхонь важко навантажених металургійних машин
Номер патенту: 43031
Опубліковано: 15.12.2003
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B05D 3/12
Мітки: спосіб, навантажених, важкої, опорних, відновлення, поверхонь, машин, металургійних
Формула / Реферат:
1. Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає зачищення, обезжирювання і нанесення полімерного матеріалу, який відрізняється тим, що на одній з опорних контактних поверхонь виконують заглиблення, які заповнюють із надлишком полімерним матеріалом та притискають до другої контактної поверхні.2. Спосіб по п. 1, який відрізняється тим, що співвідношення між площею заглиблень і загальною площею...
Спосіб відновлення опорних поверхонь тяжко навантажених металургійних машин
Номер патенту: 43031
Опубліковано: 15.11.2001
Автори: Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович
МПК: B05D 3/12
Мітки: відновлення, поверхонь, навантажених, машин, спосіб, опорних, тяжкої, металургійних
Формула / Реферат:
1. Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає зачищення, обезжирювання і нанесення полімерного матеріалу, який відрізняється тим, що на одній з опорних контактних поверхонь виконують заглиблення, які заповнюють із надлишком полімерним матеріалом та притискають до другої контактної поверхні.2. Спосіб по п. 1, який відрізняється тим, що співвідношення між площею заглиблень і загальною площею...
Попередній патент: Радіометрична головка
Наступний патент: Ортопедичний сплав на основі нікелю
Випадковий патент: Електромеханічний пристрій перетворення кінетичної енергії в електричну з мультиплікатором