Спосіб відновлення робочої поверхні валків прокатного стана
Номер патенту: 27378
Опубліковано: 15.09.2000
Автори: Малий Юрій Георгійович, Карлов Ігор Анатольєвич, Кокін Володимир Михайлович, Кулагін Григорій Федорович, Цимбал Володимир Данилович, Онушкевич Генадій Федорович, Рева Юрій Миколайович, Григоренко Микола Дмитрович
Текст
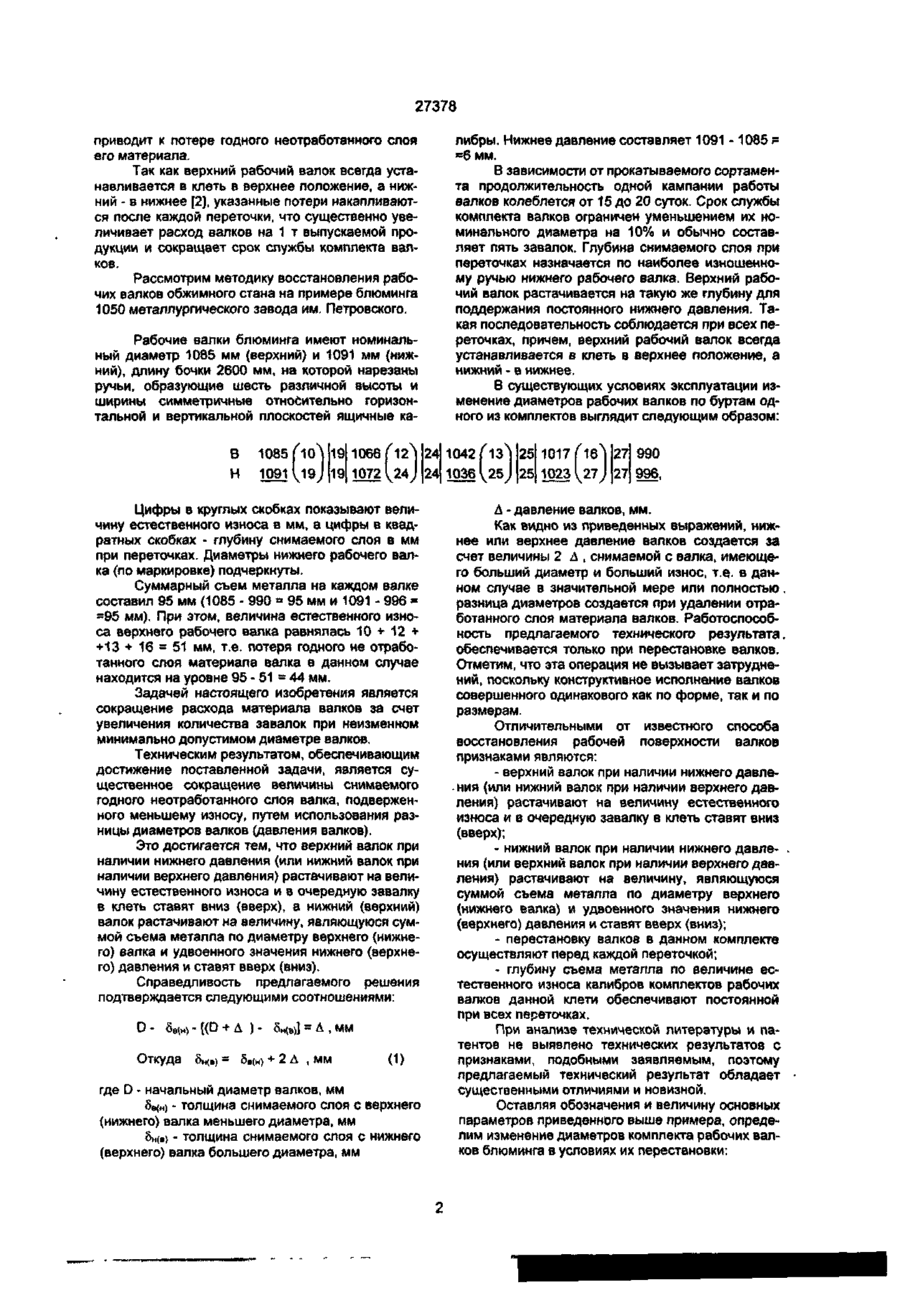
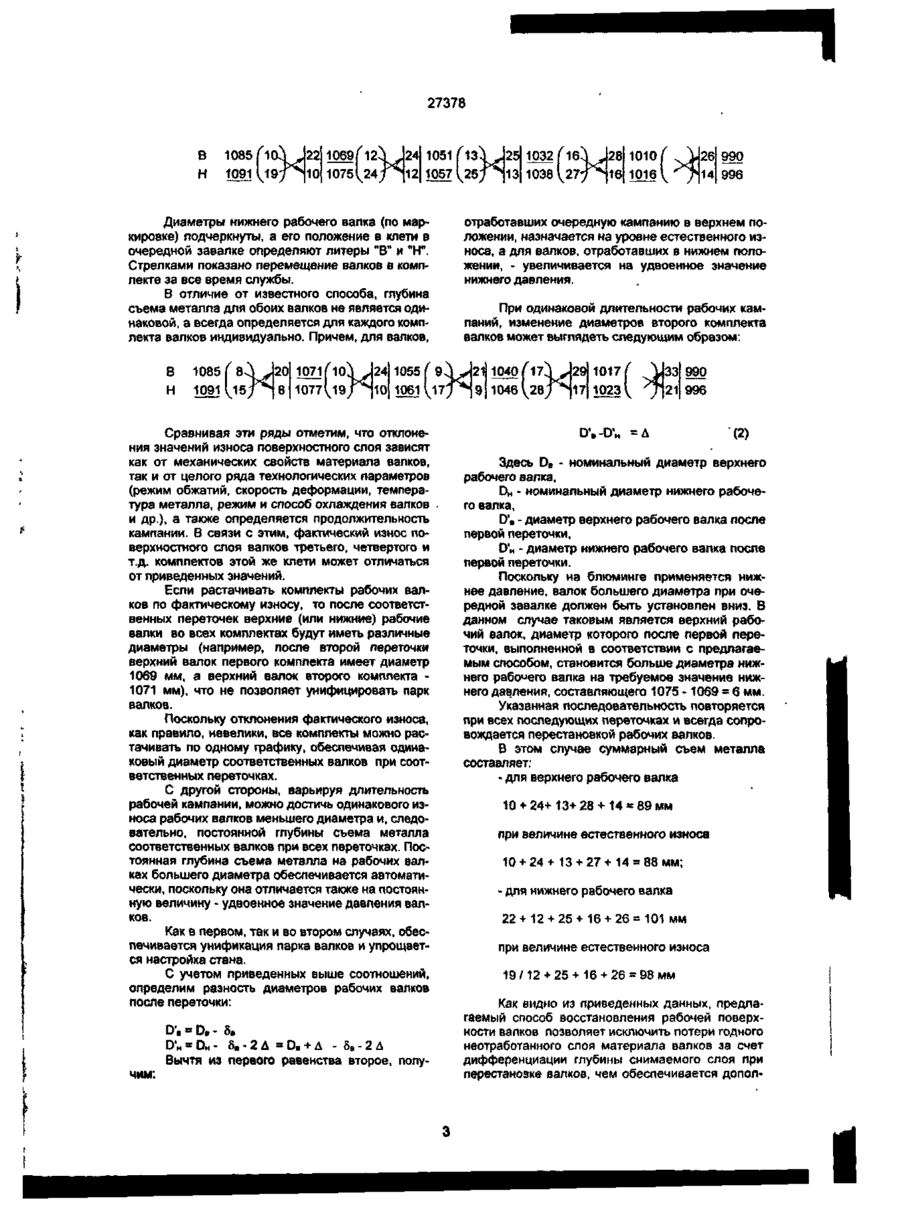
1. Способ восстановления рабочей поверхности валков прокатного стана, имеющего в своем составе клети дуо с верхним и нижним рабочими валками.различающимися по диаметру на величи Изобретение относится к области черной металлургии, а именно, к прокатному производству, и может быть использовано на прокатных станах, имеющих в своем составе кле.и дуо с рабочими валками, различающимися по диаметру на величину нижнего или верхнего давления, с нарезанными ручьями, образующими симметричные относительно горизонтальной и вертикальной плоскостей калибры. Как известно из теории и практики прокатного производства, поверхностный слой материала валков в процессе прокатки испытывает негативные воздействия ряда факторов, вследствие чего нарушается его целостность, сопровождаемая износом, ухудшается геометрия калибров и качество прокатываемой продукции. Это обстоятельство вызывает необходимость замены (перевалки) рабочих валков. В зависимости от типа стана, материала валков и прокатываемого сортамента, длительность одной кампании между перевалками колеблется от нескольких часов до одного месяца, после чего бывший в эксплуатации комплект вал ну нижнего (или верхнего) давления с нарезанными ручьями, образующими симметричные относительно горизонтальной и вертикальной плоскостей калибры, включающий несколько последовательных переточек ручьев обоих валков с большего диаметра на меньший с равномерным съемом металла по длине бочки, отличающийся тем, что верхний (нижний) валок растачивают на величину естественного износа и в очередную завалку в клеть ставят вниз (вверх), а нижний (верхний) валок растачивают на величину, являющуюся суммой съема металла по диаметру верхнего (нижнего) валка и удвоенного значения нижнего (верхнего) давления и ставят вверх (вниз). 2. Способ по п. 1, отличающийся тем, что перестановку валков в комплекте осуществляют перед каждой переточкой. 3. Способ по пп. 1 или 2, отличающийся тем, что глубину съема металла по величине естественного износа калибров комплектов рабочих валков данной клети обеспечивают постоянной при всех переточках. ков подлежит ремонту и используется на стане при последующих перевалках. Одним из основных известных способов ремонта явппется восстановление рабочей поверхности валков, заключающееся в переточке ручьев с большего диаметра на меньший [1J. Переточек может быть несколько, но суммарный съем металла по диаметру обычно не превышает 8-15% его номинального диаметра, после чего валки используются на станах, выпускающих более мелкий сортамент, либо списываются в металлолом Поскольку большему износу подвержен валок большего диаметра за счет воздействия на него повышенных нагрузок и термических напряжений, глубина снимаемого слоя в соответствии с указанным способом назначается по наиболее изношенному его ручью и определяется величиной естественного износа, включающей уменьшение диаметра от абразивного износа и толщину отработанного слоя материала валка, пораженного трещинами от сетки разгара. Валок меньшего диаметра растачивается на такую же глубину для обеспечения нижнего или верхнего давления, что см О 00 со N. СМ 27378 либры. Нижнее давление составляет 1091 -1085 .= -6 мм. В зависимости от прокатываемого сортамента продолжительность одной кампании работы валков колеблется от 15 до 20 суток. Срок службы комплекта валков ограничен уменьшением их номинального диаметра на 10% и обычно составляет пять завалок. Глубина снимаемого слоя при переточках назначается по наиболее изношенному ручью нижнего рабочего валка. Верхний рабочий валок растачивается на такую же глубину для поддержания постоянного нижнего давления. Такая последовательность соблюдается при всех переточках, причем, верхний рабочий валок всегда устанавливается в клеть в верхнее положение, а нижний - в нижнее. В существующих условиях эксплуатации изменение диаметров рабочих валков по буртам одного из комплектов выглядит следующим образом: приводит к потере годного неотработанного слоя его материала. Так как верхний рабочий валок всегда устанавливается в клеть в верхнее положение, а нижний - в нижнее [2], указанные потери накапливаются после каждой переточки, что существенно увеличивает расход валков на 1 т выпускаемой продукции и сокращает срок службы комплекта валков. Рассмотрим методику восстановления рабочих валков обжимного стана на примере блюминга 1050 металлургического завода им. Петровского. Рабочие валки блюминга имеют номинальный диаметр 1085 мм (верхний) и 1091 мм (нижний), длину бочки 2600 мм, на которой нарезаны ручьи, образующие шесть различной высоты и ширины симметричные относительно горизонтальной и вертикальной плоскостей ящичные каВ 1085(10 1066 Г 1 2 Н 1091 j 19 1072 V 24 24 1042 [13 Щ Щ 6 I 25 Цифры в круглых скобках показывают величину естественного износа в мм, а цифры в квадратных скобках - глубину снимаемого слоя в мм при переточках. Диаметры нижнего рабочего валка (по маркировке) подчеркнуты. Суммарный съем металла на каждом валке составил 95 мм (1085 - 990 = 95 мм и 1091 - 996 = =95 мм). При этом, величина естественного износа верхнего рабочего валка равнялась 10 + 12 + • +13 + 16 = 51 мм, т.е. потеря годного не отработанного слоя материала валка в данном случае находится на уровне 9 5 - 5 1 - 44 мм. Задачей настоящего изобретения является сокращение расхода материала валков за счет увеличения количества завалок при неизменном минимально допустимом диаметре валков. Техническим результатом, обеспечивающим достижение поставленной задачи, является существенное сокращение величины снимаемого годного неотработанного слоя валка, подверженного меньшему износу, путем использования разницы диаметров валков (давления валков). Это достигается тем, что верхний валок при наличии нижнего давления (или нижний валок при наличии верхнего давления) растачивают на величину естественного износа и в очередную завалку в клеть ставят вниз (вверх), а нижний (верхний) валок растачивают на величину, являющуюся суммой съема металла по диаметру верхнего (нижнего) валка и удвоенного значения нижнего (верхнего) давления и ставят вверх (вниз). Справедливость предлагаемого решения подтверждается следующими соотношениями: D - [(D + Д ) - 5 HtB) ] = А , м м Откуда 8н(в) = 5в(н) + 2 А , мм (1) где D - начальный диаметр валков, мм бВ(н) - толщина снимаемого слоя с верхнего (нижнего) валка меньшего диаметра, мм 5Н(в) - толщина снимаемого слоя с нижнего (верхнего) валка большего диаметра, мм 1017 [16 27 990 1023 у 27 27 996, А - давление валков, мм. Как видно из приведенных выражений, нижнее или верхнее давление валков создается за счет величины 2 л , снимаемой с валка, имеющего больший диаметр и больший износ, т.е. в данном случае в значительной мере или полностью, разница диаметров создается при удалении отработанного слоя материала валков. Работоспособность предлагаемого технического результата, обеспечивается только при перестановке валков. Отметим, что эта операция не вызывает затруднений, поскольку конструктивное исполнение валков совершенного одинакового как по форме, так и по размерам. Отличительными от известного способа восстановления рабочей поверхности валков признаками являются: - верхний валок при наличии нижнего давле• ния (или нижний валок при наличии верхнего давления) растачивают на величину естественного износа и в очередную завалку в клеть ставят вниз (вверх); - нижний валок при наличии нижнего давления (или верхний валок при наличии верхнего давления) растачивают на величину, являющуюся суммой съема металла по диаметру верхнего (нижнего валка) и удвоенного значения нижнего (верхнего) давления и ставят вверх (вниз); - перестановку валков в данном комплекте осуществляют перед каждой переточкой; - глубину съема металла по величине естественного износа калибров комплектов рабочих валков данной клети обеспечивают постоянной при всех переточках. При анализе технической литературы и патентов не выявлено технических результатов с признаками, подобными заявляемым, поэтому предлагаемый технический результат обладает существенными отличиями и новизной. Оставляя обозначения и величину основных параметров приведенного выше примера, определим изменение диаметров комплекта рабочих валков блюминга в условиях их перестановки: 27378 В Н 1085 Ґ1 І22 1О69Ґ12\ J24 1051 Л з \ J25 оД 1091 11997110 1075^24/712 1057І257Ч|13 1038 Диаметры нижнего рабочего валка (по маркировке) подчеркнуты, а его положение в клети в очередной завалке определяют литеры "В" и "Н". Стрелками показано перемещение валков в комплекте за все время службы. В отличие от известного способа, глубина съема металла для обоих валков не является одинаковой, а всегда определяется для каждого комплекта валков индивидуально. Причем, для валков, В Н и 1085 Г 8 1091I15 1071 1055 1061 Сравнивая эти ряды отметим, что отклонения значений износа поверхностного слоя зависят как от механических свойств материала валков, так и от целого ряда технологических параметров (режим обжатий, скорость деформации, температура металла, режим и способ охлаждения валков и др.), а также определяется продолжительность кампании. В связи с этим, фактический износ поверхностного слоя валков третьего, четвертого и т.д. комплектов этой же клети может отличаться от приведенных значений. Если растачивать комплекты рабочих валков по фактическому износу, то после соответственных переточек верхние (или нижние) рабочие валки во всех комплектах будут иметь различные диаметры (например, после второй переточки верхний валок первого комплекта имеет диаметр 1069 мм, а верхний валок второго комплекта 1071 мм), что не позволяет унифицировать парк валков. Поскольку отклонения фактического износа, как правило, невелики, все комплекты можно растачивать по одному графику, обеспечивая одинаковый диаметр соответственных валков при соответственных переточках. С другой стороны, варьируя длительность рабочей кампании, можно достичь одинакового износа рабочих валков меньшего диаметра и, следовательно, постоянной глубины съема металла соответственных валков при всех переточках. Постоянная глубина съема металла на рабочих валках большего диаметра обеспечивается автоматически, поскольку она отличается также на постоянную величину - удвоенное значение давления валков. Как в первом, так и во втором случаях, обеспечивается унификация парка валков и упрощается настройка стана. С учетом приведенных выше соотношений, определим разность диаметров рабочих валков после переточки: D'a»D. - 8 в D'H * Он - б в - 2 А • DB + Д - 5В - 2 Д Вычтя из первого равенства второе, получим: 1010 1016 ?90 996 отработавших очередную кампанию в верхнем положении, назначается на уровне естественного износа, а для валков, отработавших в нижнем положении, - увеличивается на удвоенное значение нижнего давления. При одинаковой длительности рабочих кампаний, изменение диаметров второго комплекта валков может выглядеть следующим образом: 1040 1017 1023 * 990 996 D'e-D'H = (2) Здесь DB - номинальный диаметр верхнего рабочего валка, DH - номинальный диаметр нижнего рабочего валка, D'B - диаметр верхнего рабочего валка после первой переточки, D'M - диаметр нижнего рабочего валка после первой переточки. Поскольку на блюминге применяется нижнее давление, валок большего диаметра при очередной завалке должен быть установлен вниз. В данном случае таковым является верхний рабочий валок, диаметр которого после первой переточки, выполненной в соответствии с предлагаемым способом, становится больше диаметра нижнего рабочего валка на требуемое значение нижнего давления, составляющего 1075 -1069 = 6 мм. Указанная последовательность повторяется при всех последующих переточках и всегда сопровождается перестановкой рабочих валков. В этом случае суммарный съем металла составляет: - для верхнего рабочего валка 10+ 24+13+28+ 14 « 8 9 мм при величине естественного износа 10 + 24 + 13 + 27+ 14 = 88 мм; - для нижнего рабочего валка 22 + 12 + 25 + 16 + 2 6 - 1 0 1 мм при величине естественного износа 19 /12 + 25 +16 + 26 = 98 мм Как видно из приведенных данных, предлагаемый способ восстановления рабочей поверхности валков позволяет исключить потери годного неотработанного слоя материала валков за счет дифференциации глубины снимаемого слоя при перестановке валков, чем обеспечивается допол I 27378 нительная завалка при неизменном минимально допустимом их диаметре. Сравнивая ряды изменения диаметров валков, отметим, что предлаагемый способ дает возможность увеличения производительности блюминга и улучшения качества выпускаемой продукции, поскольку диаметры рабочих валков после соответственных переточек больше. Приведенные рассуждения справедливы также и для заготовочных, крупносортных, среднесортных, мелкосортных и проволочных станов, с той лишь разницей, что в клетях этих станов применяется верхнее давление, те. верхний валок имеет больший диаметр. В связи с этим нижний валок (как меньше изнашиваемый) растачивают на величину естественного износа и в очередную завалку в клеть ставят вверх, а верхний валок растачивают на величину, являющуюся суммой съема металла по диаметру нижнего валка и удвоенного значения верхнего давления и ставят вниз. Переточка валков меньшего диаметра на глубину, меньшую величины естественного износа, не обеспечивает полного восстановления их рабочей поверхности, а на глубину, большую величины естественного износа, приводит к потере годного неотработанного слоя материала валков. И в том, и в другом случае это сокращает срок службы комплекта валков. Стремление сократить или увеличить глубину съема металла на валках большего диаметра за счет уменьшения или увеличения второго слагаемого (удвоенного значения давления валков) не обеспечивает соблюдение требуемого уровня величины давления валков, что чревато возникновением аварийных ситуаций на стане. Как показывает анализ работы металлургических предприятий, при стабильной работе прокатных цехоз, характеризуемой примерно одинаковыми показателями в течение каждой кампании, естественный износ рабочих валков применительно к их положению в клети практически одинаков. В этих условиях использование предлагаемого способа позволит получать одинаковые диаметры рабочих валков во всех комплектах после соответственных переточек за счет постоянной глубины съема металла применительно к положению рабочего вапка в клети стана. Это позвонит унифицировать парк валков, что существенно упростит подбор работоспособных пар из числа выведенных из эксплуатации комплектов при поломке одного из валков. Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул. Гагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwritermethod for renewal of surface of rolls of rolling mill
Автори англійськоюKulahin Hryhorii Fedorovych, Onushkevych Henadii Fedorovych, Tsymbal Volodymyr Danylovych, Hryhorenko Mykola Dmytrovych, Kokin Volodymyr Mykhailovych, Malyi Yurii Heorhiiovych, Reva Yurii Mykolaiovych, Karlov Ihor Anatoliiovych
Назва патенту російськоюСпособ восстановления поверхности валков прокатного стана
Автори російськоюКулагин Григорий Федорович, Онушкевич Геннадий Федорович, Цимбал Владимир Данилович, Григоренко Николай Дмитриевич, Кокин Владимир Михайлович, Малый Юрий Георгиевич, Рева Юрий Николаевич, Карлов Игорь Анатольевич
МПК / Мітки
МПК: B21B 13/00, B21B 28/00
Мітки: відновлення, поверхні, спосіб, робочої, стана, прокатного, валків
Код посилання
<a href="https://ua.patents.su/4-27378-sposib-vidnovlennya-robocho-poverkhni-valkiv-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення робочої поверхні валків прокатного стана</a>
Вузол робочих валків прокатного стана
Номер патенту: 23379
Опубліковано: 31.08.1998
Автори: Морозов Ігор Олександрович, Потапкін Віктор Федорович, Доброносов Юрій Костянтинович, Федорінов Володимир Анатолійович, Сатонін Олександр Володимирович
МПК: B21B 27/00
Мітки: прокатного, валків, вузол, робочих, стана
Формула / Реферат:
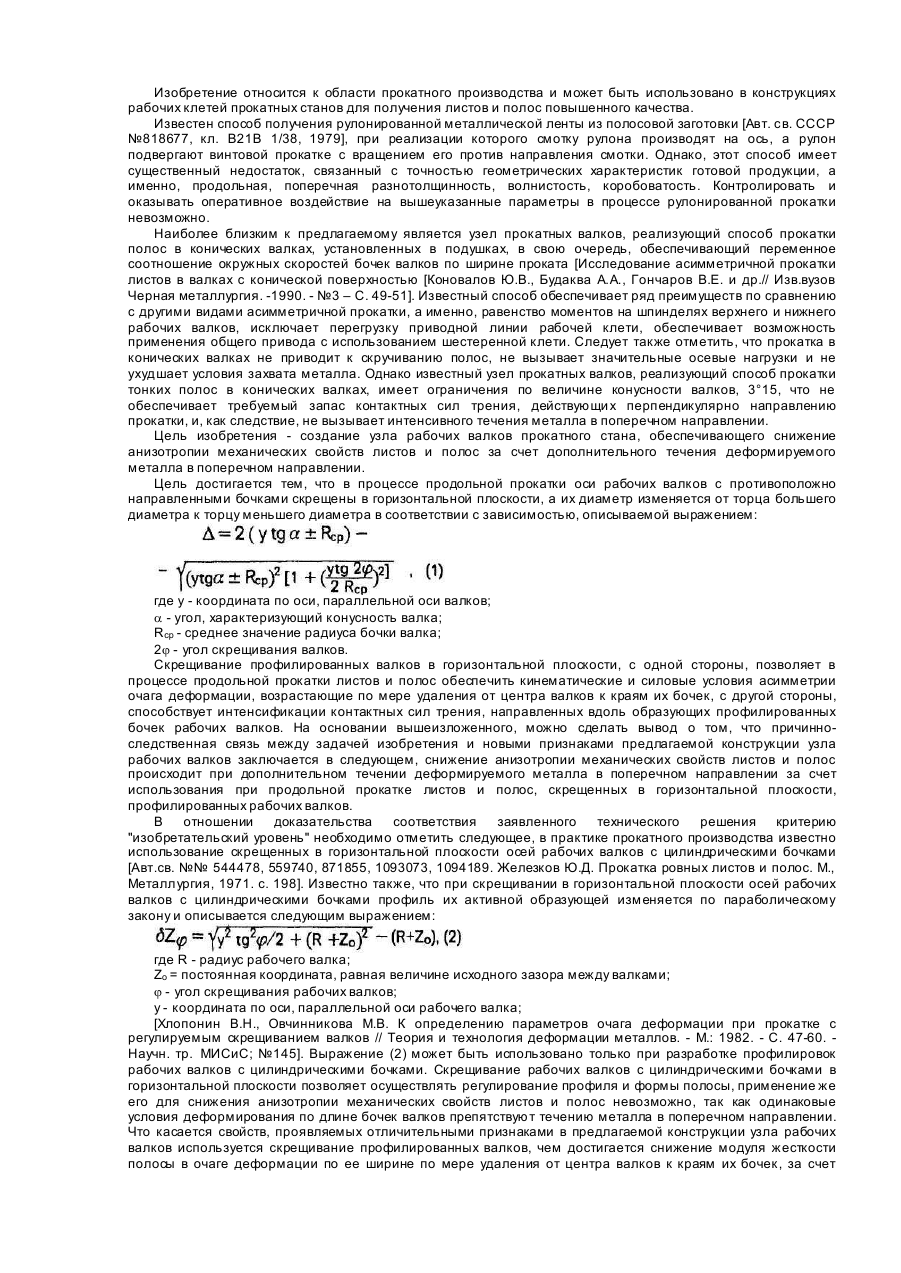
Узел рабочих валков прокатного стана, содержащий установленный в подушках посредством подшипников верхний и нижний рабочие валки с противоположно направленными бочками, диаметр которых изменяется от торца большего диаметра к торцу меньшего диаметра, отличающийся тем, что оси валков скрещены в горизонтальной плоскости, а профиль каждой бочки валков выполнен в соответствии с выражением:где a - угол наклона прямой, лежащей в...
Спосіб експлуатації прокатного стана для виробництва прокату
Номер патенту: 26059
Опубліковано: 30.04.1999
Автори: Гєрд Байземанн, Хуго Фєльдманн, Хорс Гертнєр, Фрідріх Холльманн
Мітки: експлуатації, стана, виробництва, прокату, прокатного, спосіб
Формула / Реферат:
1. Способ эксплуатации прокатного стана для производства проката, в частности, катаной ленты, в котором рабочие валки с криволинейным контуром, в том числе, сужающимся к одному концу бочки и расширяющимся к другому ее концу, установлены с опорой на ответные поверхности опорных и/или промежуточных и опорных валков с возможностью относительного осевого перемещения всех валков в противоположных направлениях, отличающийся тем, что сужающийся...
Вузол подушок робочих та опорних валків кліток кварто
Номер патенту: 14113
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: робочих, опорних, вузол, валків, кварто, подушок, кліток
Формула / Реферат:
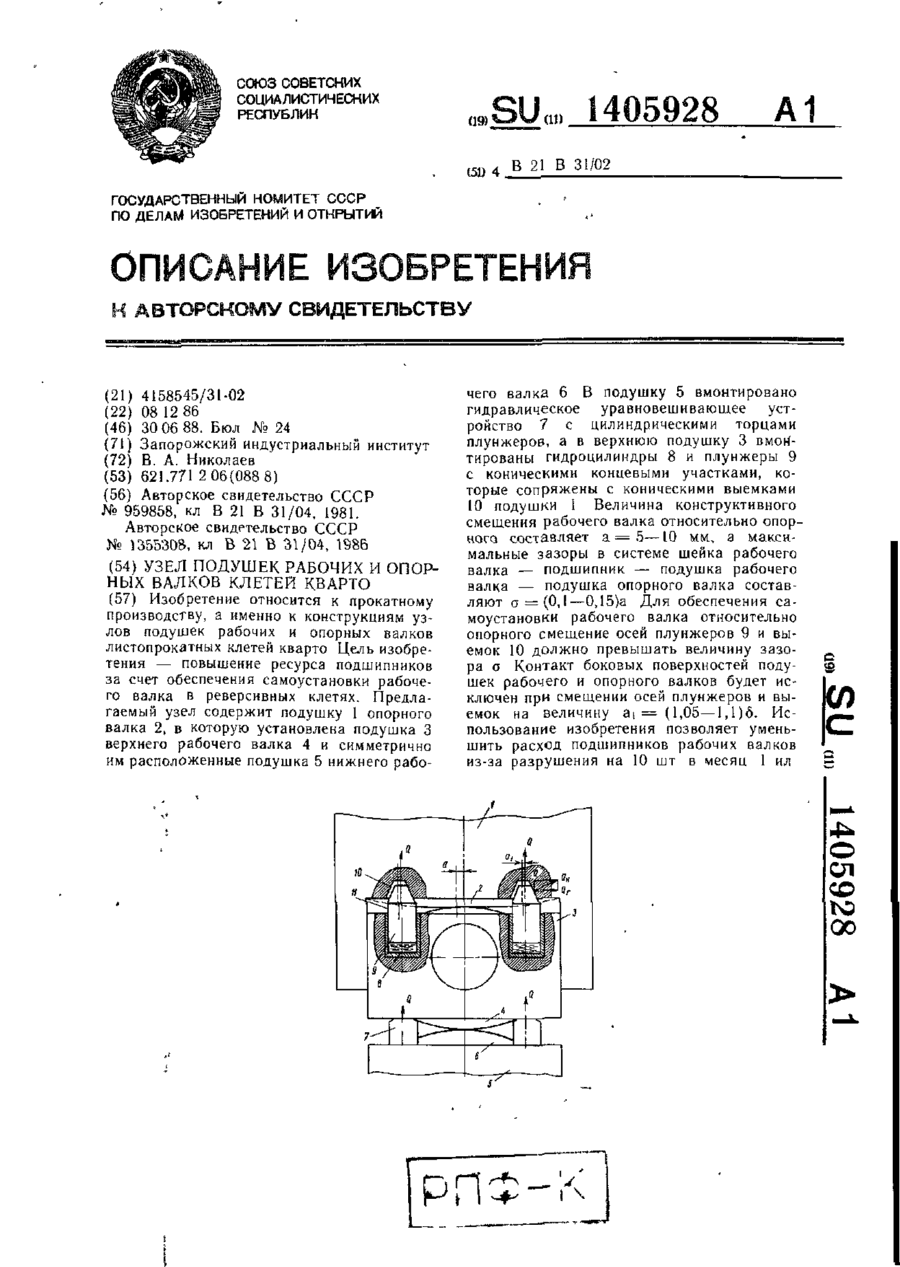
Узел подушек рабочих и опорных валков клетей кварто, содержащий подушки рабочих валков, установленные в расточках подушек опорных валков, подшипниковые опоры, гидравлическое уравновешивающее устройство верхнего рабочего валка и устройство для самоустановки верхнего рабочего валка относительно смежного с ним опорного валка, состоящего из гидроцилиндра, размещенного в подушке рабочего валка со стороны подушки опорного валка, а его ось...
Спосіб відцентрового лиття прокатних валків

Номер патенту: 1640
Опубліковано: 25.10.1994
Автори: Долуда Анатолій Олександрович, Гольдштейн Леонід Борисович, Воронцов Микола Михайлович, Темніков Едуард Михайлович, Токар Галина Миколаївна, Свистунов Ігор Олександрович
МПК: B22D 13/02
Мітки: спосіб, прокатних, відцентрового, лиття, валків
Формула / Реферат:
Способ центробежного литья прокатных валков, включающий заливку жидкого металла в литейную форму, скорость вращения которой соответствует значениям гравитационного коэффициента 50—150, для формообразования рабочего слоя валка и последующую заливку жидкого металла для формообразования сердцевины и шеек валков на затвердевший рабочий слой валка, отличающийся тем, что, с целью улучшения качества литых валков за счет уменьшения разрушения...
Спосіб відновлення робочої поверхні лопатки турбіни теплового двигуна
Номер патенту: 15874
Опубліковано: 30.06.1997
Автори: Швецов Володимир Дмитрович, Швецов Олексій Володимирович, Береснєв Вячеслав Мартинович, Домченко Олексій Олексійович, Толок Володимир Тарасович, Войтов Віктор Анатольович, Лимар Володимир Пилипович
МПК: C23C 14/32
Мітки: теплового, двигуна, турбіни, відновлення, робочої, лопатки, поверхні, спосіб
Формула / Реферат:
(57) Способ восстановления рабочей поверхности лопатки турбины теплового двигателя, включающий удаление отработанного слоя и нанесение жаростойкого покрытия с последующей термообработкой, отличающийся тем, что удаление отработанного слоя и нанесение жаростойкого покрытия осуществляют потоком ионов плазмы вакуумного дугового разряда, причем удаление отработанного слоя проводят при давлении (2—3)* 10-3 Па потоком ускоренных ионов плазмы...
Попередній патент: Шихта для виготовлення сталерозливного вогнетрива
Наступний патент: Спосіб різання стрічок з армуючими прошарками та пристрій для його здійснення
Випадковий патент: Спосіб одержання шоколадної крихти