Спосіб відновлення опорних поверхонь важко навантажених металургійних машин
Номер патенту: 43031
Опубліковано: 15.12.2003
Автори: Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович
Формула / Реферат
1. Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає зачищення, обезжирювання і нанесення полімерного матеріалу, який відрізняється тим, що на одній з опорних контактних поверхонь виконують заглиблення, які заповнюють із надлишком полімерним матеріалом та притискають до другої контактної поверхні.
2. Спосіб по п. 1, який відрізняється тим, що співвідношення між площею заглиблень і загальною площею контактних поверхонь встановлюють:
![]()
де S1 - площа заглиблень;
S2 - загальна площа контактних поверхонь.
Текст
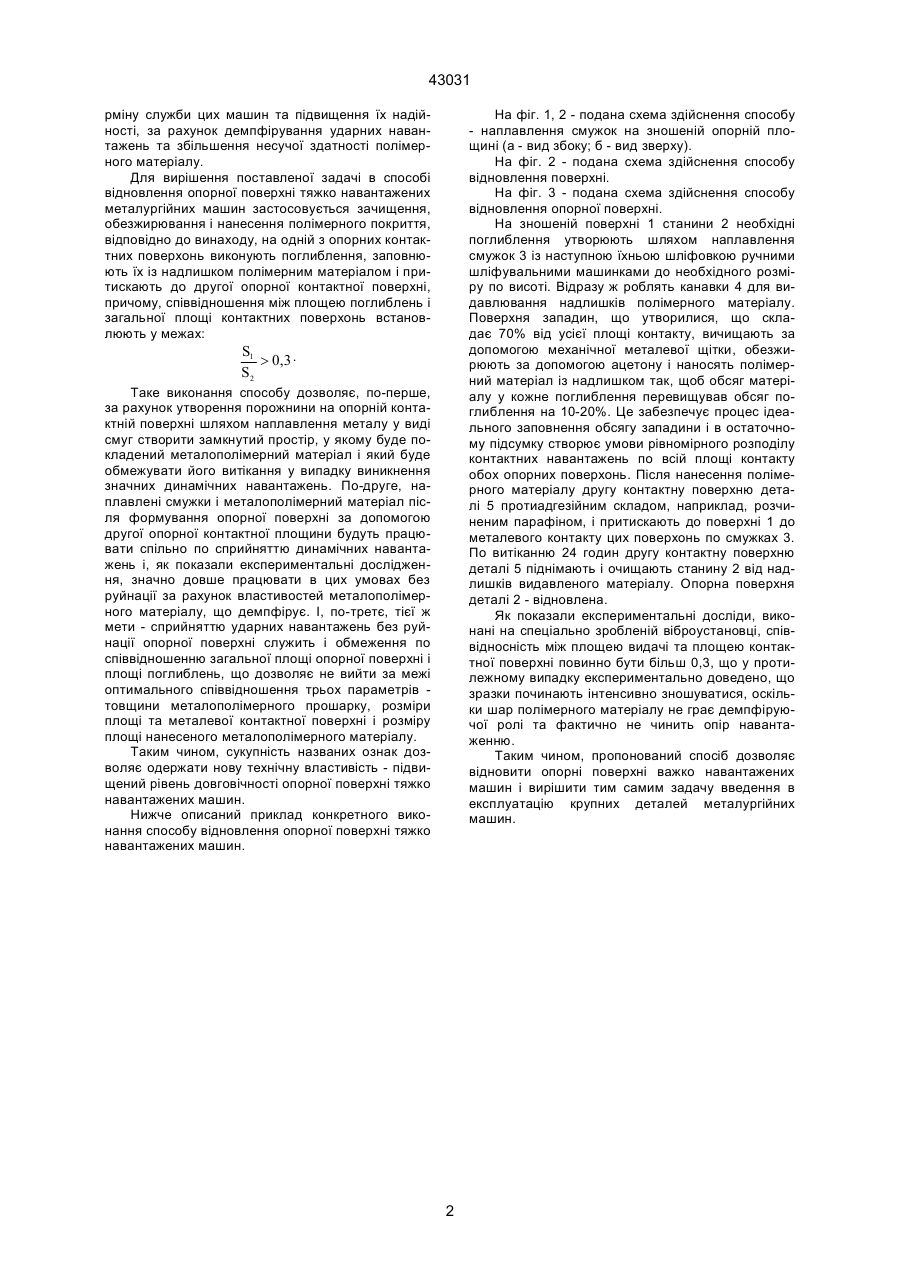
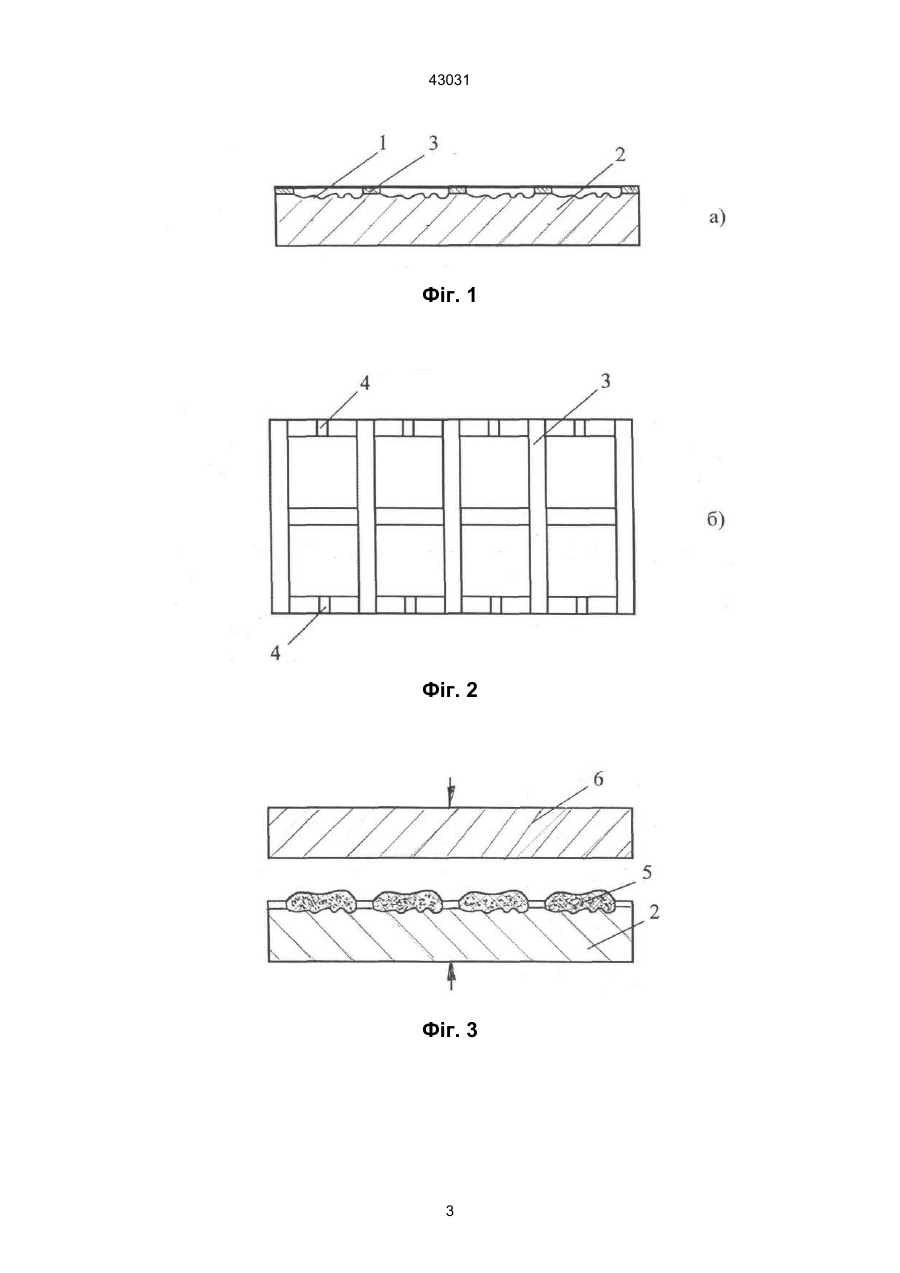
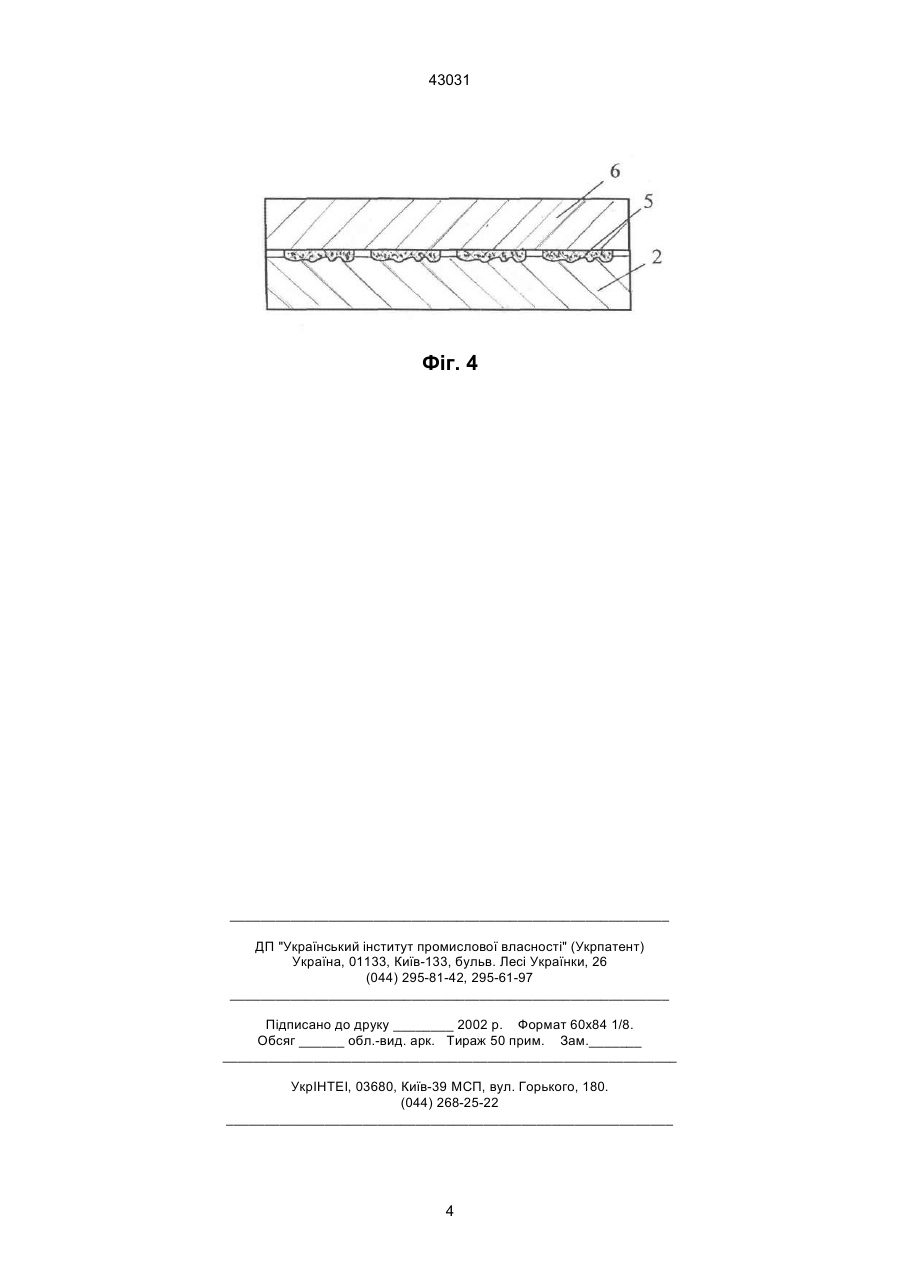
1. Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає зачищення, обезжирювання і нанесення полімерного матеріалу, який відрізняється тим, що на одній з опорних контактних поверхонь виконують поглиблення, які заповнюють із надлишком полімерним матеріалом та притискають до другої контактної поверхні. 2. Спосіб по п. 1, який відрізняється тим, що співвідношення між площею поглиблень і загальною площею контактних поверхонь повинно бути: Винахід відноситься до галузі металургії, а точніше до тяжко навантажених машин прокатного виробництва. Винахід також може бути використаний в машинобудуванні та інших галузях промисловості. Відомий спосіб відновлення опорної контактної поверхні тяжко навантажених машин шляхом наплавлення і наступної механічної обробки, за допомогою фрезерного верстата або шліфувального кола (див. С.Я. Шехтер, А.Я. Шварцер. Наплавлення деталей металургійного устаткування. - Довідник. - М.: Металургія, 1981). У відомому способі важко відновити поверхні базових деталей металургійних машин через те, що вони бувають чавунними і немає можливості виконати наплавлення. Крім того, такі деталі, як правило, демонтувати не можна і вони відновляються безпосередньо на місці експлуатації. У цьому випадку важко виконати механічну обробку поверхонь. Для цього потрібні спеціальні верстати і т.п. Ще одним недоліком такого способу є відсутність часу на виконання операцій по наплавленню і механічній обробці, оскільки операції виконуються у стислий термін поточних або капітальних ремонтів металургійних агрегатів, що працюють, як правило, у безупинному режимі. Відомий спосіб наплавлення порошкоподібного металевого матеріалу на опорну поверхню тяжко навантажених металургійних машин із наступною механічною обробкою напиляної поверхні (Борисов Ю.С. і ін. Газо-термічне покриття з поро шкових матеріалів. Довідник. - К.: Наукова думка, 1987. - 544 с.). Цей спосіб має ті ж недоліки, що і спосіб із наплавленням поверхні. З відомих способів відновлення опорних поверхонь тяжко навантажених металургійних машин найбільше близьким по технічній суті є спосіб одержання полімерного покриття (див. а.с. № 1623787, клас 5В05Д3/12, бюлетень винаходів № 4, 1991). У цьому способі, що включає попереднє зачищення та механічну обробку поверхні, пропонується захищати і відновлювати металеві поверхні за допомогою полімерного покриття, створюючи спеціальні умови для поліпшення адгезійної тривкості з'єднання пари "метал-полімер". Спосіб дозволяє відновити зношену поверхню тяжко навантажених металургійних машин. При цьому не враховується вплив великих навантажень, у тому числі і динамічних, що можуть виникати в зоні контакту взаємодіючих деталей на опорних поверхнях металургійних машин. Відсутність такого урахування приводить, насамперед, до руйнації полімерного прошарку і повторного виходу з ладу машини або окремих фрагментів відновленої поверхні, що в остаточному підсумку перешкоджає нормальному функціонуванню металургійного агрегату. За основу винаходу поставлена задача розробити спосіб відновлювання опорних поверхонь тяжко навантажених металургійних машин, в якому за рахунок нових дій досягається - збільшення те S1 > 0,3 ; S2 де (19) UA (11) 43031 (13) A S1 - площа поглиблень; S2 - загальна площа контактних поверхонь. 43031 На фіг. 1, 2 - подана схема здійснення способу - наплавлення смужок на зношеній опорній площині (а - вид збоку; б - вид зверху). На фіг. 2 - подана схема здійснення способу відновлення поверхні. На фіг. 3 - подана схема здійснення способу відновлення опорної поверхні. На зношеній поверхні 1 станини 2 необхідні поглиблення утворюють шляхом наплавлення смужок 3 із наступною їхньою шліфовкою ручними шліфувальними машинками до необхідного розміру по висоті. Відразу ж роблять канавки 4 для видавлювання надлишків полімерного матеріалу. Поверхня западин, що утворилися, що складає 70% від усієї площі контакту, вичищають за допомогою механічної металевої щітки, обезжирюють за допомогою ацетону і наносять полімерний матеріал із надлишком так, щоб обсяг матеріалу у кожне поглиблення перевищував обсяг поглиблення на 10-20%. Це забезпечує процес ідеального заповнення обсягу западини і в остаточному підсумку створює умови рівномірного розподілу контактних навантажень по всій площі контакту обох опорних поверхонь. Після нанесення полімерного матеріалу другу контактну поверхню деталі 5 протиадгезійним складом, наприклад, розчиненим парафіном, і притискають до поверхні 1 до металевого контакту цих поверхонь по смужках 3. По витіканню 24 годин другу контактну поверхню деталі 5 піднімають і очищають станину 2 від надлишків видавленого матеріалу. Опорна поверхня деталі 2 - відновлена. Як показали експериментальні досліди, виконані на спеціально зробленій віброустановці, співвідносність між площею видачі та площею контактної поверхні повинно бути більш 0,3, що у протилежному випадку експериментально доведено, що зразки починають інтенсивно зношуватися, оскільки шар полімерного матеріалу не грає демпфіруючої ролі та фактично не чинить опір навантаженню. Таким чином, пропонований спосіб дозволяє відновити опорні поверхні важко навантажених машин і вирішити тим самим задачу введення в експлуатацію крупних деталей металургійних машин. рміну служби цих машин та підвищення їх надійності, за рахунок демпфірування ударних навантажень та збільшення несучої здатності полімерного матеріалу. Для вирішення поставленої задачі в способі відновлення опорної поверхні тяжко навантажених металургійних машин застосовується зачищення, обезжирювання і нанесення полімерного покриття, відповідно до винаходу, на одній з опорних контактних поверхонь виконують поглиблення, заповнюють їх із надлишком полімерним матеріалом і притискають до другої опорної контактної поверхні, причому, співвідношення між площею поглиблень і загальної площі контактних поверхонь встановлюють у межах: S1 > 0,3 . S2 Таке виконання способу дозволяє, по-перше, за рахунок утворення порожнини на опорній контактній поверхні шляхом наплавлення металу у виді смуг створити замкнутий простір, у якому буде покладений металополімерний матеріал і який буде обмежувати його витікання у випадку виникнення значних динамічних навантажень. По-друге, наплавлені смужки і металополімерний матеріал після формування опорної поверхні за допомогою другої опорної контактної площини будуть працювати спільно по сприйняттю динамічних навантажень і, як показали експериментальні дослідження, значно довше працювати в цих умовах без руйнації за рахунок властивостей металополімерного матеріалу, що демпфірує. І, по-третє, тієї ж мети - сприйняттю ударних навантажень без руйнації опорної поверхні служить і обмеження по співвідношенню загальної площі опорної поверхні і площі поглиблень, що дозволяє не вийти за межі оптимального співвідношення трьох параметрів товщини металополімерного прошарку, розміри площі та металевої контактної поверхні і розміру площі нанесеного металополімерного матеріалу. Таким чином, сукупність названих ознак дозволяє одержати нову технічну властивість - підвищений рівень довговічності опорної поверхні тяжко навантажених машин. Нижче описаний приклад конкретного виконання способу відновлення опорної поверхні тяжко навантажених машин. 2 43031 Фіг. 1 Фіг. 2 Фіг. 3 3 43031 Фіг. 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for restoration of bearing areas of heavy-loaded metallurgical machines
Автори англійськоюIschenko Anatolii Oleksiiovych
Назва патенту російськоюСпособ восстановления опорных поверхностей тяжело нагруженных металлургических машин
Автори російськоюИщенко Анатолий Алексеевич
МПК / Мітки
МПК: B05D 3/12
Мітки: поверхонь, спосіб, опорних, металургійних, відновлення, машин, важкої, навантажених
Код посилання
<a href="https://ua.patents.su/4-43031-sposib-vidnovlennya-opornikh-poverkhon-vazhko-navantazhenikh-metalurgijjnikh-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення опорних поверхонь важко навантажених металургійних машин</a>
Спосіб відновлення опорних поверхонь тяжко навантажених металургійних машин
Номер патенту: 43031
Опубліковано: 15.11.2001
Автори: Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович
МПК: B05D 3/12
Мітки: навантажених, металургійних, опорних, відновлення, спосіб, машин, поверхонь, тяжкої
Формула / Реферат:
1. Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає зачищення, обезжирювання і нанесення полімерного матеріалу, який відрізняється тим, що на одній з опорних контактних поверхонь виконують заглиблення, які заповнюють із надлишком полімерним матеріалом та притискають до другої контактної поверхні.2. Спосіб по п. 1, який відрізняється тим, що співвідношення між площею заглиблень і загальною площею...
Спосіб відновлення опорних поверхонь важковантажних машин
Номер патенту: 41759
Опубліковано: 17.09.2001
Автори: Іщенко Олена Вікторівна, Іщенко Анатолій Олексійович
МПК: B05D 3/12
Мітки: машин, опорних, поверхонь, спосіб, відновлення, важковантажних
Формула / Реферат:
Спосіб відновлення опорної поверхні важковантажних машин, що включає зачищення поверхні виробу, обезжирювання і нанесення на неї полімерного матеріалу, який відрізняється тим, що як поверхню виробу використовують опорну поверхню важковантажних машин, а при нанесенні полімерного матеріалу встановлюють граничне значення температури опорної поверхні, що визначається співвідношенням:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Хітров Ігор Олександрович, Гринько Павло Васильович, Молодик Микола Володимирович, Кононогов Юрій Андрійович
МПК: B23P 6/00
Мітки: деталей, внутрішніх, спосіб, спрацьованих, циліндричних, поверхонь, відновлення
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Спосіб відновлення та попереднього зміцнення деталей машин
Номер патенту: 59935
Опубліковано: 15.09.2003
Автори: Глущак Генадій Степанович, Горбатюк Єремей Олександрович, Безносов Анатолій Єгорович, Гончар Віталій Вітальович
МПК: C23C 18/00
Мітки: зміцнення, відновлення, спосіб, попереднього, машин, деталей
Формула / Реферат:
Спосіб відновлення та поверхневого зміцнення деталей машин шляхом нанесення зміцнювального покриття, який відрізняється тим, що на зруйновану поверхню виробу наноситься гальванічний шар заліза, на який електроіскровим способом наноситься тонкий шар твердого сплаву, який утворює сітку лунок, після чого отримана поверхня обробляється тонким шліфуванням, залишаючи пори, які утримують мастило в зоні контакту поверхонь тертя ковзання.
Спосіб обробки металевих поверхонь деталей машин
Номер патенту: 17782
Опубліковано: 20.05.1997
Автори: Хом'як Йосип Васильович, Тесленко Анатолій Григорович, Березовецький Андрій Петрович, Пістун Ігор Павлович
МПК: B21D 26/06
Мітки: обробки, поверхонь, металевих, деталей, машин, спосіб
Формула / Реферат:
Спосіб обробки металічних поверхонь деталей машин шляхом механічного впливу на них енергії ударної хвилі, який відрізняється тим, що з метою усунення сульфідної, крихкості, деталі попередньо піддаються хімічній обробці мастильним концентратом з емульсола на основі лужних відходів нафтопродуктів і мил органічних кислот на протязі 1-2 хвилин.
Попередній патент: Пристрій для виготовлення розгорток картонних упаковок
Наступний патент: Протизапальний, репаративний та протирадіаційний засіб “ліпохромін” у формі супозиторіїв
Випадковий патент: Швидкорозчинна таблетка трамадолу або солі трамадолу