Спосіб виготовлення моделей, що газифікуються
Формула / Реферат
1. Спосіб виготовлення моделей, що газифікуються, шляхом заповнення порожнини прес-форми пінополістироловими гранулами, остаточного їх спінювання в ній під впливом теплової енергії з наступним сходженням прес-форми, який відрізняється тим, що в порожнину прес-форми вводять герметичну ємність, в першу чергу - із еластичного матеріалу, з'єднану з джерелом підвищеного тиску, ззовні неї, в зазор між внутрішніми стінками прес-форми і ємністю, засипають в порожнину прес-форми певну порцію спінених пінополістиролових гранул, забезпечують подачею повітря в зазор через численні отвори (венти) пінополістиролові гранули, що приводить їх в псевдорозріджений стан, подають в ємність повітря або інший, наприклад інертний газ підвищеного тиску, і після притиснення ємністю гранул пінополістиролу до стінок прес-форми піддають останню дії теплової енергії, а після закінчення остаточного спінювання гранул і спікання моделі тиск знімають, прес-форму охолоджують і видаляють з неї модель.
2. Спосіб за п. 1, який відрізняється тим, що подачу повітря в порожнину прес-форми для псевдорозрідження гранул подають з численних отворів (вент), розміщених в різних місцях внутрішньої поверхні прес-форми.
3. Спосіб за п. 1, який відрізняється тим, що після введення в порожнину прес-форми герметичної еластичної ємності в неї спочатку подають надлишковий тиск невеликої величини, достатній для попереднього розширення ємності і утворення з внутрішньою поверхнею прес-форми зазору для вільного переміщення в ньому псевдорозріджених гранул.
4. Спосіб за п. 1, який відрізняється тим, що герметичну еластичну ємність виконують по формі внутрішньої порожнини прес-форми зменшених розмірів для можливості створення між ними зазору певної величини.
Текст
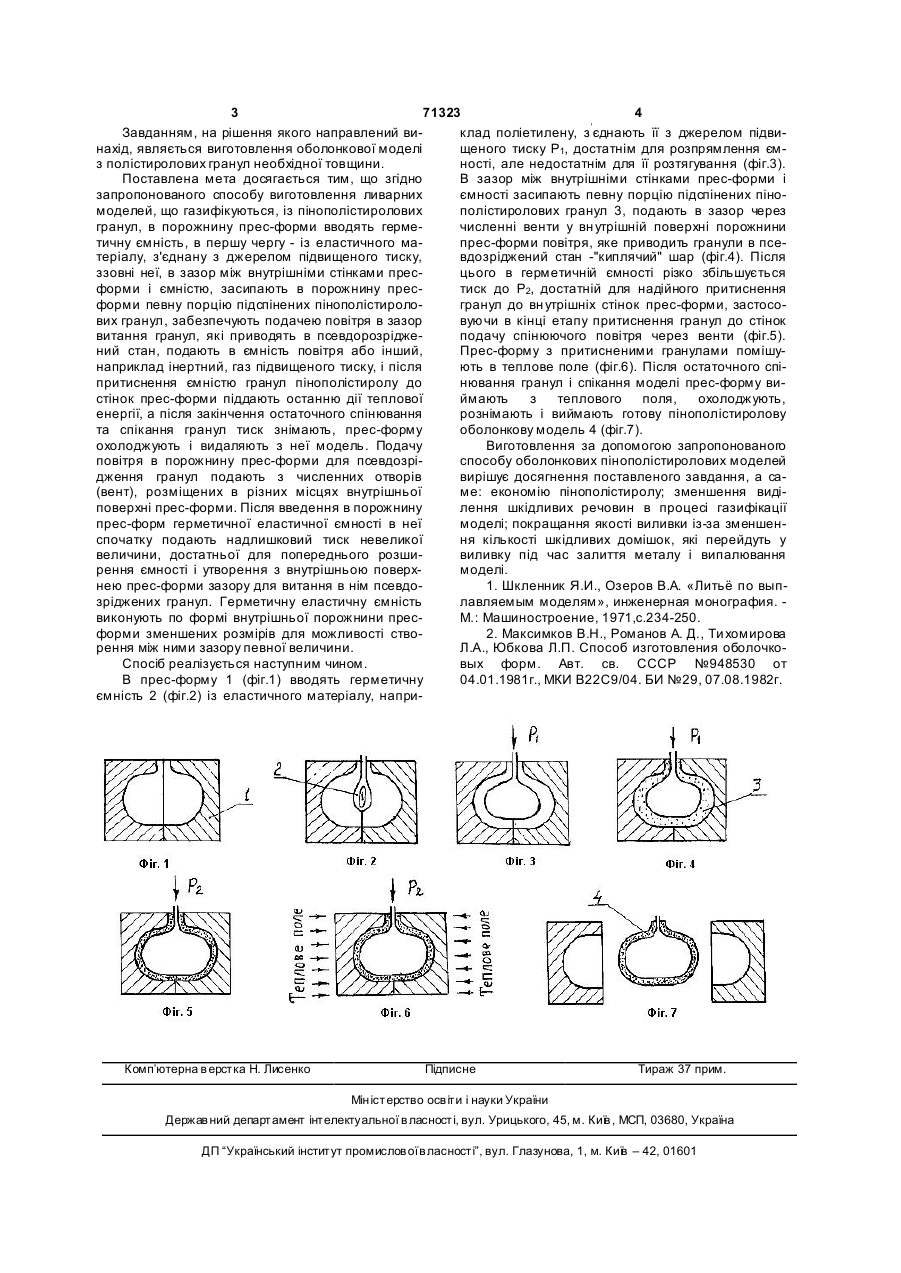
1. Спосіб виготовлення моделей, що газифікуються, шляхом заповнення порожнини пресформи пінополістироловими гранулами, остаточного їх спінювання в ній під впливом теплової енергії з наступним сходженням прес-форми, який відрізняє ться тим, що в порожнину прес-форми вводять герметичну ємність, в першу чергу - із еластичного матеріалу, з'єднану з джерелом підвищеного тиску, ззовні неї, в зазор між внутрішніми стінками прес-форми і ємністю, засипають в порожнину прес-форми певну порцію спінених пінополістиролових гранул, забезпечують подачею повітря в зазор через численні отвори (венти) пінополістиролові гранули, що приводить їх в псевдорозріджений стан, подають в ємність повітря або інший, наприклад інертний газ підвищеного A 2 (19) 1 3 71323 4 Завданням, на рішення якого направлений виклад поліетилену, з ’єднають її з джерелом підвинахід, являється виготовлення оболонкової моделі щеного тиску P1, достатнім для розпрямлення ємз полістиролових гранул необхідної товщини. ності, але недостатнім для її розтягування (фіг.3). Поставлена мета досягається тим, що згідно В зазор між внутрішніми стінками прес-форми і запропонованого способу виготовлення ливарних ємності засипають певну порцію підспінених піномоделей, що газифікуються, із пінополістиролових полістиролових гранул 3, подають в зазор через гранул, в порожнину прес-форми вводять гермечисленні венти у вн утрішній поверхні порожнини тичну ємність, в першу чергу - із еластичного мапрес-форми повітря, яке приводить гранули в псетеріалу, з'єднану з джерелом підвищеного тиску, вдозріджений стан -"киплячий" шар (фіг.4). Після ззовні неї, в зазор між внутрішніми стінками пресцього в герметичній ємності різко збільшується форми і ємністю, засипають в порожнину престиск до P2, достатній для надійного притиснення форми певну порцію підспінених пінополістирологранул до вн утрішніх стінок прес-форми, застосових гранул, забезпечують подачею повітря в зазор вуючи в кінці етапу притиснення гранул до стінок витання гранул, які приводять в псевдорозріджеподачу спінюючого повітря через венти (фіг.5). ний стан, подають в ємність повітря або інший, Прес-форму з притисненими гранулами помішунаприклад інертний, газ підвищеного тиску, і після ють в теплове поле (фіг.6). Після остаточного спіпритиснення ємністю гранул пінополістиролу до нювання гранул і спікання моделі прес-форму вистінок прес-форми піддають останню дії теплової ймають з теплового поля, охолоджують, енергії, а після закінчення остаточного спінювання рознімають і виймають готову пінополістиролову та спікання гранул тиск знімають, прес-форму оболонкову модель 4 (фіг.7). охолоджують і видаляють з неї модель. Подачу Виготовлення за допомогою запропонованого повітря в порожнину прес-форми для псевдозріспособу оболонкових пінополістиролових моделей дження гранул подають з численних отворів вирішує досягнення поставленого завдання, а са(вент), розміщених в різних місцях внутрішньої ме: економію пінополістиролу; зменшення видіповерхні прес-форми. Після введення в порожнину лення шкідливих речовин в процесі газифікації прес-форм герметичної еластичної ємності в неї моделі; покращання якості виливки із-за зменшенспочатку подають надлишковий тиск невеликої ня кількості шкідливих домішок, які перейдуть у величини, достатньої для попереднього розшивиливку під час залиття металу і випалювання рення ємності і утворення з внутрішньою поверхмоделі. нею прес-форми зазору для витання в нім псевдо1. Шкленник Я.И., Озеров В.А. «Литьё по выпзріджених гранул. Герметичну еластичну ємність лавляемым моделям», инженерная монография. виконують по формі внутрішньої порожнини пресМ.: Машиностроение, 1971,с.234-250. форми зменшених розмірів для можливості ство2. Максимков В.Н., Романов А. Д., Ти хомирова рення між ними зазору певної величини. Л.А., Юбкова Л.П. Способ изготовления оболочкоСпосіб реалізується наступним чином. вых форм. Авт. св. СССР №948530 от В прес-форму 1 (фіг.1) вводять герметичну 04.01.1981г., МКИ В22С9/04. БИ №29, 07.08.1982г. ємність 2 (фіг.2) із еластичного матеріалу, напри Комп’ютерна в ерстка Н. Лисенко Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of consumable patterns
Автори англійськоюShynskyi Ihor Olehovych
Назва патенту російськоюСпособ изготовления газифицируемых моделей
Автори російськоюШинский Игорь Олегович
МПК / Мітки
МПК: B22C 9/04
Мітки: спосіб, виготовлення, газифікуються, моделей
Код посилання
<a href="https://ua.patents.su/2-71323-sposib-vigotovlennya-modelejj-shho-gazifikuyutsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення моделей, що газифікуються</a>
Спосіб виготовлення моделей, що газифікуються
Номер патенту: 65857
Опубліковано: 15.04.2004
Автори: Шульга Василь Тимофійович, Семашко Олександр Вікторович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Яковишин Олег Анатолійович, Шинський Олег Йосипович, Чичкань Іван Петрович
МПК: B22C 9/04
Мітки: виготовлення, газифікуються, моделей, спосіб
Формула / Реферат:
Спосіб виготовлення моделей, що газифікуються, полягає в виготовленні їх з полімерних матеріалів, який відрізняється тим, що поверхню моделі обклеюють полімерною пористою плівкою.
Спосіб виготовлення ливарних пінополістиролових моделей
Номер патенту: 71327
Опубліковано: 15.11.2004
Автор: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: виготовлення, моделей, пінополістиролових, ливарних, спосіб
Формула / Реферат:
1. Спосіб виготовлення ливарних пінополістиролових моделей, який полягає в попередньому приготуванні гранул, наприклад підігріванням, розміщенні їх в прес-формі та остаточному їх спінюванні в ній під впливом теплової енергії з наступним охолодженням прес-форми та видаленням з неї моделі, який відрізняється тим, що після розміщення пінополістиролових гранул в прес-формі їх змочують водою до вологості 3-15%, а потім нагрівають прес-форму до...
Спосіб виготовлення моделей з пінополістиролу у потоці киплячої води
Номер патенту: 36387
Опубліковано: 16.04.2001
Автори: Козоброд Дмитро Борисович, Тупчиєнко Віталій Іванович, Мандрік Євген Андрійович
МПК: B29C 67/20
Мітки: киплячої, води, моделей, потоці, виготовлення, спосіб, пінополістиролу
Текст:
...яка його щільно закриває, та подвійними стінками (теплоізоляція). У ящик наливають воду і нагрівають до кипіння. Нагріта вода (технологічне середовище) за допомогою пристрою 3 відбирається з нижньої частини ємності, де знаходиться джерело нагріву 4, та подається у верхню частину її по теплоізольованій трубі 5, чим створюється кругооберт рідини (фіг. ). В таких умовах з об'єкту, що обігрівається, наприклад, прес-форми з пінополістиролом,...
Спосіб виготовлення порожнистих полімерних моделей з функціональною поверхнею
Номер патенту: 68187
Опубліковано: 15.07.2004
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Яковишин Олег Анатолійович, Пащенко Василь Миколайович, Шинський Олег Йосипович, Тарасевич Микола Іванович, Чорновол Аркадій Васильович, Ясинський Олександр Олександрович
МПК: B22C 9/04
Мітки: порожнистих, спосіб, моделей, функціональною, виготовлення, полімерних, поверхнею
Формула / Реферат:
1. Спосіб виготовлення порожнистих полімерних моделей з функціональною поверхнею, який полягає в послідовному введенні в порожнину пористої прес-форми легуючих або модифікуючих домішок і гранул полімеру, що спінюється, який відрізняється тим, що в процесі спікання моделі домішки і гранули на внутрішній поверхні пористої прес-форми утримуються вакуумом герметичного контейнера, в якому розміщена прес-форма.2. Спосіб за п.1, який...
Спосіб виготовлення разових моделей
Номер патенту: 68186
Опубліковано: 15.07.2004
Автори: Яковишин Олег Анатолійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Притуляк Анатолій Самуїлович, Шульга Василь Тимофійович, Тарасевич Микола Іванович, Вишнякова Людмила Петрівна, Шинський Олег Йосипович
МПК: B22C 9/04
Мітки: разових, спосіб, моделей, виготовлення
Формула / Реферат:
1. Спосіб виготовлення разових моделей, який полягає в послідовному заповненні порожнини пористої прес-форми спочатку легуючими або модифікуючими домішками, а потім гранулами полімеру, що спінюється, який відрізняється тим, що домішки утримуються на внутрішніх поверхнях стінок пористої прес-форми силою вакууму, створеного в герметичному контейнері, в якому розміщують прес-форму.2. Спосіб за п.1, який відрізняється тим, що пористість...
Попередній патент: Пристрій поворотний
Наступний патент: Спосіб виготовлення моделей, які газифікуються
Випадковий патент: Механізм кріплення магазина