Спосіб виготовлення світлоповертальних елементів
Номер патенту: 71672
Опубліковано: 15.12.2004
Автори: Войтенко Олександр Костянтинович, Бутенко Лариса Василівна, Петров В'ячеслав Васильович, Зенін Володимир Миколайович, Ковтун Валерій Дмитрович, Шанойло Семен Михайлович, Крючин Андрій Андрійович
Формула / Реферат
1. Спосіб виготовлення світлоповертальних елементів, що включає процес нанесення на металеву поверхню рельєфної мікроструктури у вигляді пірамідальних заглиблень зі строго визначеними кутами і взаємною орієнтацією, який відрізняється тим, що світлоповертальні елементи формують шляхом нанесення інжекційним литвом полімерного матеріалу на металеву поверхню з рельєфною мікроструктурою в єдиному технологічному циклі з подальшою металізацією та покриттям захисним полімерним шаром.
2. Спосіб за п. 1, який відрізняється тим, що на металевій поверхні, виготовленій у вигляді диска, розміщують декілька світлоповертальних елементів довільної форми.
3. Спосіб за п. 1, який відрізняється, тим, що як матеріал світлоповертальних елементів використовують полікарбонат або поліметилметакрилат.
Текст
1. Спосіб виготовлення світлоповертальних елементів, що включає процес нанесення на металеву поверхню рельєфної мікроструктури у вигляді пірамідальних заглиблень зі строго визначеними кутами і взаємною орієнтацією, який відрізняє ться тим, що світлоповертальні елементи формують шляхом нанесення інжекційним литвом полімерного матеріалу на металеву поверхню з рельєфною мікроструктурою в єдиному технологічному циклі з подальшою металізацією та покриттям захисним полімерним шаром. 2. Спосіб за п. 1, який відрізняється тим, що на металевій поверхні, виготовленій у вигляді диска, розміщують декілька світлоповертальних елементів довільної форми. 3. Спосіб за п. 1, який відрізняється, тим, що як матеріал світлоповертальних елементів використовують полікарбонат або поліметилметакрилат. Винахід належить до технології створення оптичних захисних та декоративних елементів, які використовуються на транспортних засобах, автошляха х, різних рухомих об'єктах. Світлоповертальні елементи широко застосовуються для виготовлення дорожніх знаків та покажчиків, маркування автомобільних шляхів, захисних елементів на спецодязі. Світлоповертальні елементи забезпечують відбиття сві тлового потоку в напрямку джерела випромінювання. Відомий спосіб виготовлення світлоповертальних елементів, що складається з нанесення на підкладинку полімерних шарів, у яких розміщені сферичні світловідбиваючі частинки, та металевого відбиваючого шару [1]. Недоліком цього методу - аналога є те, що виготовлені світлоповертальні елементи мають низький коефіцієнт відбиття оптичного випромінювання. Найбільш відомий світлоповертальний матеріал такого типу має торговельну марку SCOTCHLITE (виробник фірма Minnesota Mining and Manufacturing Company). Відомий також, обраний як прототип, спосіб виготовлення світлоповертальних елементів, який полягає у нанесенні на підкладку послідовності об'ємних кутови х світлоповертальних елементів та виготовлення копій світлоповертальних структур на полімерних матеріалах [2]. На першому етапі виготовляється металевий штамп з пірамідальними заглибленнями. Глибина заглиблень складає 0,05-0,75мм, а довжина ребер пірамід, що створюють об'ємні кутові світлоповертальні елементи 0,09-1,3мм. Виготовлення металевого штампа також може бути багатоступеневим: на першому етапі заглиблення створюються алмазним інструментом на м'я кому металі (наприклад - алюмінії), а потім методом гальванопластики виготовляють нікелевий штамп, яким здійснюється вже тиражування полімерних копій [2, 3]. Недоліком цього способу - прототипу є мала продуктивність через складність виготовлення копій світлоповертальних стр уктур. Задачею винаходу є підвищення продуктивності виготовлення світлоповертальних елементів та поліпшення якості копій світлоповертальних структур. (19) UA (11) 71672 (13) C2 (21) 2002108488 (22) 25.10.2002 (24) 15.12.2004 (46) 15.12.2004, Бюл. № 12, 2004 р. (72) Петров Вячеслав Васильович, Шанойло Семен Михайлович, Бутенко Лариса Василівна, Крючин Андрій Андрійович, Зенін Володимир Миколайович, Ковтун Валерій Дмитрович, Войтенко Олександр Костянтинович (73) ІНСТИТУТ ПРОБЛЕМ РЕЄСТРАЦІЇ ІНФОРМАЦІЇ НАЦІОНАЛЬНОЇ АКАДЕМІЇ Н АУК УКРАЇНИ, ТОВАРИСТВО З ОБМЕЖЕНОЮ ВІДПОВІДАЛЬНІСТЮ "ОПТИКОМ" (56) RU 2131136 C1, 27.05.1999 RU 2160913 C2, 20.12.2000 US 5946134 A, 31.08.1999 US 3684348 A, 15.08.1972 US 4801193 A, 31.01.1989 US 4678695 A, 07.07.1987 US 5812317 A, 22.09.1998 3 71672 4 Поставлена задача розв'язується таким чиПроцес виготовлення світлоповертальних ном, що у запропонованому способі виготовлення елементів за запропонованим методом близький світлоповертальних елементів, який включає продо процесу виготовлення компакт-дисків з рельєцес нанесення на металеву поверхню послідовнофним представленням інформації (таким як CD-A, сті об'ємних світлоповертальних елементів, що CD-ROM, то що), головна різниця полягає у техномають вигляд пірамідальних заглиблень зі строго логії виготовлення штампа, який має більшу товвизначеними кутами і взаємною орієнтацією, з якої щину та інше розміщення інформаційних елеменформується рельєфне мікрозображення на політів. мерному матеріалі, згідно з винаходом, виготовРельєфну мікроструктур у на металевому дисляють світлоповертальні елементи на полімерноку, який виконує роль штампа в процесі інжекційму матеріалі інжекційним литвом на металевому ного литва світлоповертальних елементів, одердиску з рельєфною мікроструктурою в єдиному жують твердосплавним інструментом шляхом технологічному циклі та з металізацією і покриттям послідовного нанесення пірамідальних заглибзахисним полімерним шаром. лень. Матеріалом диска, на якому створюються Процес металізації світлоповертальних елезаглиблення може бути нікель, мідь, срібло або їх ментів використовується безпосередньо після висплави. готовлення литвом під тиском світлоповертальних Товщина штампа може становити від 0,3мм до елементів в єдиному технологічному циклі, що 5мм. Нижня межа товщини штампа визначається забезпечує високу якість світлоповертальних елеглибиною пірамідальних заглиблень, яка складає ментів. При використанні методу магнетронного 0,2-0,5мм, а верхня - конструктивними вимогами напилення час металізації може складати 2-3с. машин інжекційного литва. Після металізації здійснюють покриття світлоповеНа одній металевій поверхні (штампі) може ртальних елементів тонким захисним акриловим створюватися декілька різних світлоповертальних шаром, який полімеризується під дією ультрафіоструктур у вигляді довільних геометричних фігур. летового випромінювання. Якщо використовувати стандартні машини інжекДля забезпечення високої якості світлоповерційного литва, які зокрема використовуються для тальних елементів, яка визначається точністю долитва компакт-дисків, діаметр штампа може мати тримання кутових розмірів пірамідальних заглибзначення від 80мм до 200мм. Збільшення діаметра лень (одиниці кутових хвилин) пропонується штампів дозволяє виготовляти більші світлоповервикористовува ти як матеріал світлоповертальних тальні структури, але ускладнюється процес лителементів полікарбонат або поліметилметакрилат. ва. Здатність цих полімерних матеріалів зберігати Запропонований метод забезпечує високу кутові та лінійні розміри рельєфних мікроструктур продуктивність виготовлення світлоповертальних доведена надійним тривалим використанням комелементів. Час виготовлення металізованих попакт-дисків, на яких рельєфні елементи мають критих захисним шаром світлоповертальних елелінійні розміри у 100-250 разів менше і складають ментів загальною площею 100-120см 2 складає 2,50,8-3,0мкм. На світловідбиваючих структурах лі3,5с. При цьому забезпечується висока якість світнійні розміри світлоповертальних елементів склалоповертальних елементів за рахунок збереження дають 100-200мкм. кутови х і лінійних розмірів під час тиражування Висока якість та продуктивність забезпечуєтьсвітлоповертальних елементів. ся також тим, що час інжекційного литва на диску Джерела інформації вказаних розмірів (80-200мм) може складати 2,01. Патент США №5812317, МПК G02B005/128, 5,0с. Для підвищення технологічності процесу до1998. цільно як матеріал штампа використовувати мета2. Патент США №5946134, МПК G02B005/122, ли, які дозволяють здійснювати процес інжекційно1999. го литва після алмазного нанесення пірамідальних 3. Патент США №3684348, МПК G02B5/12, 1972. заглиблень. Комп’ютерна в ерстка О. Гапоненко Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing light-flux-rotating elements
Автори англійськоюPetrov Viacheslav Vasyliovych, Shanoilo Semen Mykhailovych, Butenko Larysa Vasylivna, Kriuchyn Andrii Andriiovych, Zenin Volodymyr Mykolaiovych
Назва патенту російськоюСпособ изготовления элементов для поворота светового потока
Автори російськоюПетров Вячеслав Васильевич, Шанойло Семен Михайлович, Бутенко Лариса Васильевна, Крючин Андрей Андреевич, Зенин Владимир Николаевич
МПК / Мітки
МПК: G02B 5/12
Мітки: спосіб, виготовлення, світлоповертальних, елементів
Код посилання
<a href="https://ua.patents.su/2-71672-sposib-vigotovlennya-svitlopovertalnikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення світлоповертальних елементів</a>
Спосіб виготовлення бетонних армованих елементів (варіанти)
Номер патенту: 66073
Опубліковано: 15.04.2004
Автор: Білозір Віталій Володимирович
МПК: E04C 2/06
Мітки: армованих, варіанти, спосіб, виготовлення, бетонних, елементів
Формула / Реферат:
1. Спосіб виготовлення бетонних армованих елементів, який включає вивантаження фібробетонної суміші у форму або опалубку та ущільнення фібробетонної суміші, який відрізняється тим, що пристрій для подачі фібробетонної суміші, який має вихідний отвір з обмеженими розмірами, під час вивантаження фібробетонної суміші у форму або опалубку переміщують у напрямку, паралельному до напрямку внутрішніх розтягуючих зусиль, які виникають при...
Спосіб виготовлення дифракційних елементів та елементів пристроїв інтегральної оптики
Номер патенту: 17250
Опубліковано: 01.04.1997
Автори: Овсянніков Евген Юрійович, Камуз Олександр Михайлович, Сизов Федір Федорович, Олексенко Павло Феофанович
Мітки: оптики, спосіб, інтегральної, елементів, пристроїв, дифракційних, виготовлення
Формула / Реферат:
1. Способ изготовления дифракционных элементов и элементов устройств интегральной оптики, таких как дифракционные решетки активные элементы канального волновода и направленного ответвителя, включающий воздействие активирующего излучения на исходный образец через фотошаблон, и отличающийся тем, что в качестве исходного образца используются монокристаллы полупроводникового соединения III - V, причем монокристалл помещают в высокополярную...
Спосіб виготовлення трубчастих теплообмінних елементів для економайзерів
Номер патенту: 34902
Опубліковано: 15.03.2001
Автори: Погребний Микола Іванович, Савчук Костянтин Миколайович
МПК: F22D 1/00
Мітки: трубчастих, спосіб, теплообмінних, економайзерів, виготовлення, елементів
Формула / Реферат:
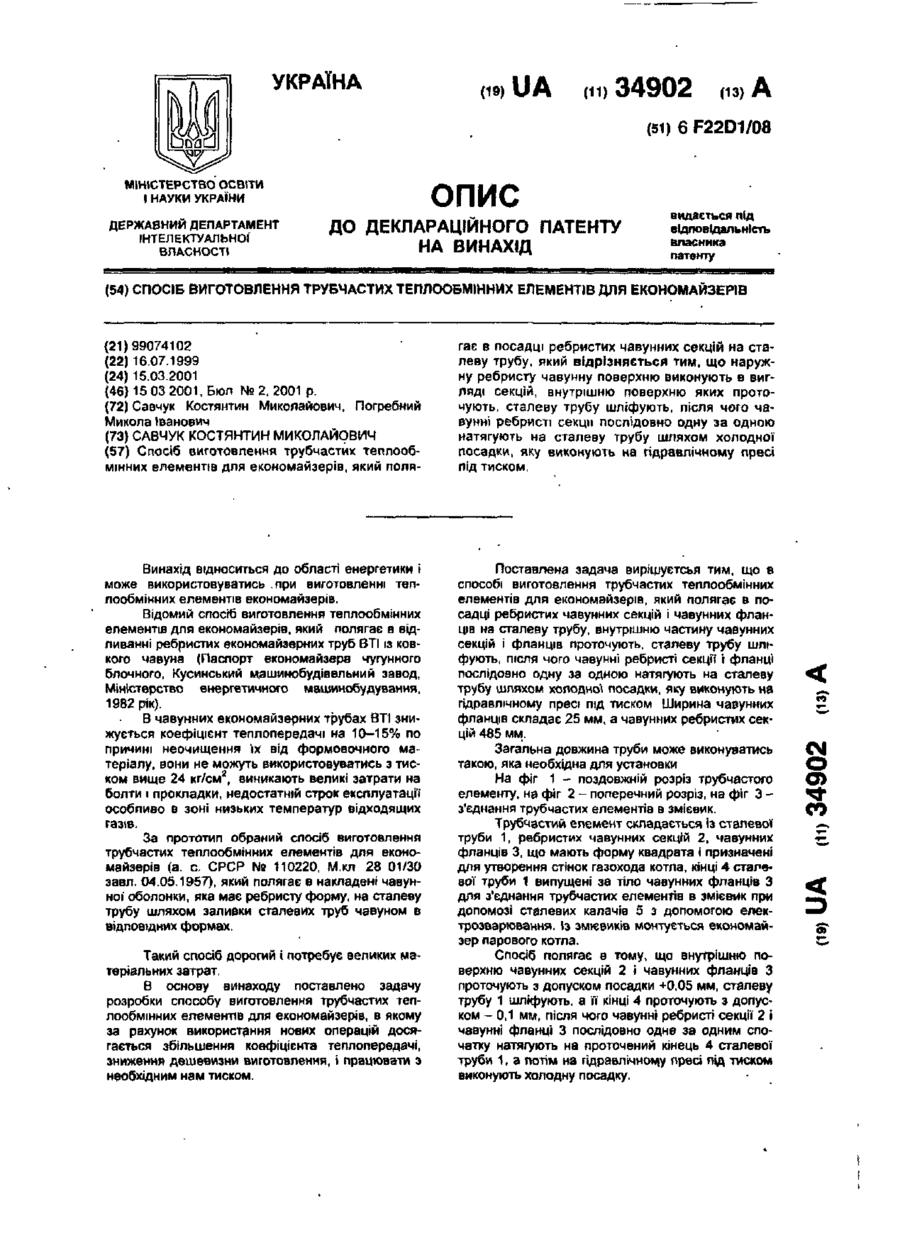
Спосіб виготовлення трубчастих теплообмінних елементів для економайзерів, який полягає в посадці ребристих чавунних секцій на сталеву трубу, який відрізняється тим, що наружну ребристу чавунну поверхню виконують в вигляді секцій, внутрішню поверхню яких проточують, сталеву трубу шліфують, після чого чавунні ребристі секції послідовно одну за одною натягують на сталеву трубу шляхом холодної посадки, яку виконують на гідравлічному пресі під...
Спосіб виготовлення полімерних оптичних елементів
Номер патенту: 36688
Опубліковано: 16.04.2001
Автори: Каліщук Родіон Михайлович, Козак Галина Юріївна, Ващук Віталій Іванович
МПК: H01S 3/11
Мітки: елементів, спосіб, полімерних, виготовлення, оптичних
Текст:
...за прикладом 1 складала 24%, з використанням активно го елементу за прикладом 2 - 31%. Після напрацювання 3х10 імпульсів лазер з використанням активного елемента за прототипом працював з енергетичною ефективністю 13%, а з елементом за даним технічним рішенням - 19%. В обох випадках активний елемент в резонаторі знаходився в фіксованому стані, тобто зміщення робочої області відносно осі резонатора було відсутнім. Темнове зберігання (при...
Спосіб виготовлення полімерних оптичних елементів
Номер патенту: 36689
Опубліковано: 16.04.2001
Автори: Савчук Андрій Григорович, Ващук Віталій Іванович, Козак Галина Юріївна
МПК: H01S 3/11
Мітки: оптичних, виготовлення, спосіб, полімерних, елементів
Текст:
...за прикладом один складала 22%, з використанням ак тивного елементу за прикладом два - 29%. Після напрацювання 3х10 імпульсів лазер з використанням активного елемента за прототипом працював з енергетичною ефективністю 12%, а з елементом за даним технічним рішенням - 18%. В обох випадках активний елемент в резонаторі знаходився в фіксованому стані, тобто зміщення робочої області відносно осі резонатора було відсутнім. Темнове зберігання ( при...
Попередній патент: Цисплатиновий комплекс та спосіб його одержання
Наступний патент: Система збору та обробки даних
Випадковий патент: Вирівнюючий клапан для шахтної печі