Спосіб кондиціонування спінених матеріалів стисненням
Формула / Реферат
1. Спосіб кондиціонування спінених матеріалів стисненням шматка отвердженого спіненого матеріалу, що має верх, низ і бічні краї, висота (товщина) якого вимірюється як відстань між його верхом і низом, який відрізняється тим, що включає: стиснення зазначеного шматка зі швидкістю не більше 3,65 м/хв, припинення зазначеного стиснення, коли зазначений шматок стиснутий до товщини, що складає не більше 15% від зазначеної, підтримання тиску, прикладеного до зазначеного шматка, протягом періоду часу не більше однієї хвилини після припинення стиснення зазначеного шматка, скидання зазначеного тиску, прикладеного до зазначеного шматка, і витримування зазначеного шматка для відновлення протягом періоду не менше 48 годин.
2. Спосіб за п. 1, який відрізняється тим, що зазначене стиснення здійснюють зі швидкістю не більше приблизно 1,52 м/хв.
3. Спосіб за п. 1, який відрізняється тим, що зазначений період часу складає не менш 72 годин.
4. Спосіб за п. 1, який відрізняється тим, що зазначений тиск, що прикладають до зазначеного шматка, знаходиться в діапазоні значень 55-83 кПа.
5. Спосіб за п. 1, який відрізняється тим, що зазначений тиск прикладається до верху зазначеного шматка.
6. Спосіб за п. 5, який відрізняється тим, що зазначене стиснення прикладають по суті рівномірно уздовж зазначеного верху зазначеного шматка.
7. Спосіб за п. 1, який відрізняється тим, що зазначений шматок стискають до значення, що становить не більше 10% від зазначеної товщини.
8. Спосіб за п. 1, який відрізняється тим, що спінений матеріал є поліімідом.
Текст
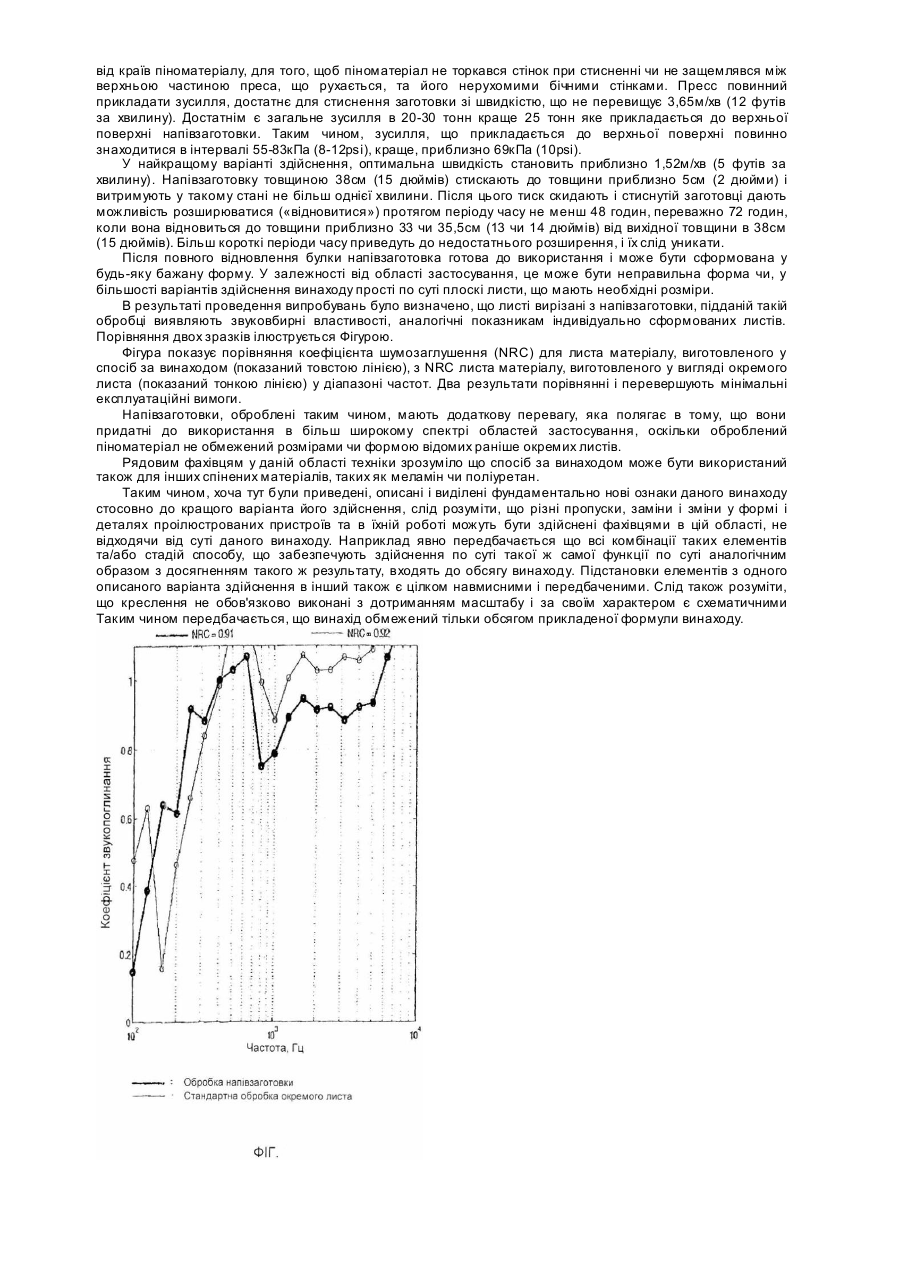
Даний винахід належить до області виробництва звуковбирних матеріалів зокрема, до способу обробки спіненого полііміду шляхом стиснення. У заявці на патент США №09/296632, поданій 22 квітня 1999р., що знаходиться в даний час на розгляді, описана панель для поглинання акустичної енергії. Опис даної заявки включено сюди за посиланням. У зазначеній заявці описана звуковбирна панель зі спіненого полііміду, а також її корисність і промислова застосовність. Описаний у ній спосіб виробництва звуковбирних панелей є відомим способом виробництва окремих панелей. Це тривала і трудомістка операція, а одержані в результаті панелі мають вартість, що перевищує бажану, оскільки виробництво панелей є індивідуальним. У раніше описаному способі заготовка спіненого полііміду виготовляється традиційним способом. Ця заготовка («булка») має стандартні розміри приблизно 127см (50 дюймів) у ширину х 254см (100 дюймів) у довжину і товщину (висоту) приблизно 76см (30 дюймів). Відповідно до відомого способу виробництва цю заготовку стверджують у контейнері з відкритим верхом, так що стверділа заготовка має опуклий верх як у булки хліба. Відповідно до відомого способу виробництва панелей, цю заготовку потім розрізають на панелі, що мають необхідний поперечний переріз. Після цього кожна панель проходить індивідуальну обробку з метою приведення до необхідних технічних умов (кондиціонування). Ця обробка полягає в стисненні листа матеріалу товщиною 7,6см (3 дюйми) на величину від приблизно 50% до приблизно 75% від його товщини в нестисненому виді з одержанням у результаті ущільненої піни що має щільність, збільшену приблизно на 7-20%. Панель, що пройшла таке кондиціонування, забезпечує підвищене звукопоглинання. Цей спосіб виробництва має деякі недоліки. По-перше для кондиціонування кожного листа окремо вимагаються великі витрати часу, і було б бажано робити обробку великих кількостей піноматеріалу. Крім того, оскільки процес кондиціонування здійснюється після розрізування піноматеріалу за потрібною формою, він не може мати розміри, що точно відповідають цільовому призначенню, оскільки буде трохи стиснутий у порівнянні зі своєю первинною формою, Хоча цей спосіб відомого рівня техніки дозволяє приблизно встановлювати розміри, одержувані після стиснення, було б бажаним використовувати за цільовим призначенням листовий матеріал, що має більш точну конфігурацію. Нарешті, було б бажаним здійснювати кондиціонування більшої кількості піноматеріалу для забезпечення можливості одержання більш великих панелей і панелей різної форми, що неможливо, коли спінений матеріал переробляється невеликими кількостями. Таким чином, у техніці існує потреба в способі переробки і кондиціонування великих кількостей спіненого полііміду, призначеного для звукопоглинання. Відповідно до винаходу пропонується новий спосіб обробки піноматеріалу в заготовці. У кращому варіанті здійснення винаходу спосіб включає стиснення близько половини спіненої поліімідноі заготовки зі швидкістю не більш 3,65м/хв (12 футів за хвилину) від ви хідної товщини приблизно 38см (15 дюймів) до досягнення товщини стиснутого матеріалу не більш 5,1см (2 дюйми). Напівзаготовку витримують у стиснутому стані не більш однієї хвилини, а потім відпускають. Заготовці дають можливість збільшення в об'ємі і вона повертається до приблизно 90-95% від первинної товщини. Такий кондиціонований піноматеріал може бути потім розрізаний чи іншим способом сформований у звуковбирні панелі різної товщини та/або форми без виникнення проблем, зв'язаних з кінцевою усадкою після обробки. Крім того, оброблена напівзаготовка може бути розрізана на деталі неправильної форми в більшому діапазоні розмірів, аж до максимального розміру обробленої напівзаготовки. У кращому варіанті здійснення винаходу стиснення оброблюваної напівзаготовки здійснюється зі швидкістю приблизно 1,52м/хв (5 футів за хвилину). Різні відмітні ознаки, що характеризують новизну винаходу, перелічені, зокрема, у прикладеній формулі винаходу, яка є частиною даного опису. Для кращого розуміння винаходу, його експлуатаційних переваг ι конкретних цілей, що досягаються в результаті його застосування, варто звернутися до креслення й описового матеріалу, що ілюстр ують і описують кращі варіанти здійснення винаходу. На кресленнях Фігура є графіком, що відображує відносні акустичні властивості листа стиснутого спіненого полііміду, виробленого індивідуальним способом, у порівнянні з акустичними властивостями листа спіненого полііміду аналогічної форми, виготовленого відповідно до винаходу. Спосіб виробництва спіненого полііміду добре відомий і не буде описуватися тут докладно. Досить вказати, що при звичайному способі виробництва спіненого матеріалу звичайно одержують «булку» матеріалу, Стандартна «булка» спіненого полііміду має приблизно ширину 127см (50 дюймів), довжину 254см (100 дюймів) і товщину (висоту) 76см (30 дюймів). Матеріал звичайно виготовляють у коробці з відкритим верхом і залишають у ній твердіти. Відкритий верх забезпечує можливість розширення верхньої частини заготовки, у результаті чого заготовка має звичайно скривлений верх, як у булки хліба. Як описується в згаданій вище патентній заявці було виявлено, що стиснення окремих листів спіненого полііміду приводить до одержання листів матеріалу, що має поліпшене поглинання звуку, однак обробка окремих листів є неефективною. Ми знайшли, що можливо здійснювати обробку напівзаготовок спіненого полііміду шля хом контролю швидкості стиснення піноматеріалу для того щоб не викликати його руйнування. Вважається, що оптимальною є обробка шматків піноматеріалу товщиною приблизно 38см (15 дюймів), оскільки стиснення занадто великих шматків зв'язано з ризиком появи неоднорідностей у вн утрішній упорядкованості спінених частинок. Обробка приблизно половини булки (за висотою) дозволяє уникнути цього ризику, зберігаючи при цьому переваги способу за винаходом. Крім того, це приводить до одержання приблизно однаково оброблених порцій піноматеріалу. Відповідно до винаходу можна здійснювати стиснення напівзаготовки спіненого полиміду. Для цього напівзаготовку (булку розрізану на дві приблизно рівні частини по площині, паралельній її основі) піноматеріалу поміщають у гідравлічний прес, придатний для стиснення піноматеріалу. Тиск по поверхні напівзаготовки має прикладатися рівномірно, і для досягнення цього краще використовують два гідравлічних поршні, що рівномірно прикладають тиск до верхньої поверхні напівзаготовки. Напівзаготовка піноматеріалу вставляється до преса крізь бічний отвір. Стінки преса повинні знаходитися на деякій відстані від країв піноматеріалу, для того, щоб піноматеріал не торкався стінок при стисненні чи не защемлявся між верхньою частиною преса, що рухається, та його нерухомими бічними стінками. Пресс повинний прикладати зусилля, достатнє для стиснення заготовки зі швидкістю, що не перевищує 3,65м/хв (12 футів за хвилину). Достатнім є загальне зусилля в 20-30 тонн краще 25 тонн яке прикладається до верхньої поверхні напівзаготовки. Таким чином, зусилля, що прикладається до верхньої поверхні повинно знаходитися в інтервалі 55-83кПа (8-12psi), краще, приблизно 69кПа (10psi). У найкращому варіанті здійснення, оптимальна швидкість становить приблизно 1,52м/хв (5 футів за хвилину). Напівзаготовку товщиною 38см (15 дюймів) стискають до товщини приблизно 5см (2 дюйми) і витримують у такому стані не більш однієї хвилини. Після цього тиск скидають і стиснутій заготовці дають можливість розширюватися («відновитися») протягом періоду часу не менш 48 годин, переважно 72 годин, коли вона відновиться до товщини приблизно 33 чи 35,5см (13 чи 14 дюймів) від вихідної товщини в 38см (15 дюймів). Більш короткі періоди часу приведуть до недостатнього розширення, і їх слід уникати. Після повного відновлення булки напівзаготовка готова до використання і може бути сформована у будь-яку бажану форму. У залежності від області застосування, це може бути неправильна форма чи, у більшості варіантів здійснення винаходу прості по суті плоскі листи, що мають необхідні розміри. В результаті проведення випробувань було визначено, що листі вирізані з напівзаготовки, підданій такій обробці виявляють звуковбирні властивості, аналогічні показникам індивідуально сформованих листів. Порівняння двох зразків ілюструється Фігурою. Фігура показує порівняння коефіцієнта шумозаглушення (NRC) для листа матеріалу, виготовленого у спосіб за винаходом (показаний товстою лінією), з NRC листа матеріалу, виготовленого у вигляді окремого листа (показаний тонкою лінією) у діапазоні частот. Два результати порівнянні і перевершують мінімальні експлуатаційні вимоги. Напівзаготовки, оброблені таким чином, мають додаткову перевагу, яка полягає в тому, що вони придатні до використання в більш широкому спектрі областей застосування, оскільки оброблений піноматеріал не обмежений розмірами чи формою відомих раніше окремих листів. Рядовим фахівцям у даній області техніки зрозуміло що спосіб за винаходом може бути використаний також для інших спінених матеріалів, таких як меламін чи поліуретан. Таким чином, хоча тут були приведені, описані і виділені фундаментально нові ознаки даного винаходу стосовно до кращого варіанта його здійснення, слід розуміти, що різні пропуски, заміни і зміни у формі і деталях проілюстрованих пристроїв та в їхній роботі можуть бути здійснені фахівцями в цій області, не відходячи від суті даного винаходу. Наприклад явно передбачається що всі комбінації таких елементів та/або стадій способу, що забезпечують здійснення по суті такої ж самої функції по суті аналогічним образом з досягненням такого ж результату, входять до обсягу винаходу. Підстановки елементів з одного описаного варіанта здійснення в інший також є цілком навмисними і передбаченими. Слід також розуміти, що креслення не обов'язково виконані з дотриманням масштабу і за своїм характером є схематичними Таким чином передбачається, що винахід обмежений тільки обсягом прикладеної формули винаходу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for conditioning foam materials by compression
Назва патенту російськоюСпособ кондиционирования вспененных материалов сжатием
МПК / Мітки
МПК: B29C 67/20, B29C 43/02
Мітки: спосіб, спінених, стисненням, матеріалів, кондиціонування
Код посилання
<a href="https://ua.patents.su/2-72052-sposib-kondicionuvannya-spinenikh-materialiv-stisnennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб кондиціонування спінених матеріалів стисненням</a>
Полімерна композиція для еластичних спінених матеріалів

Номер патенту: 47116
Опубліковано: 17.06.2002
Автори: Пупкова Наталія Генадіївна, Мельник Людмила Олексіївна, Піднебесний Андрій Петрович
МПК: C07C 409/00, C08K 5/14, C08L 9/02, C08J 9/10, C08L 27/06
Мітки: еластичних, полімерна, матеріалів, композиція, спінених
Формула / Реферат:
Полімерна композиція для еластичних спінених матеріалів, яка містить полівінілхлорид, бутадієн-нітрильний каучук, стеарат кальцію, стеарат цинку, білило цинкове, дифенілгуанідин, сірку, азодикарбонамід та пластифікатор, яка відрізняється тим, що вона містить додатково органічний перекис та аеросил при такому співвідношенні компонентів /мас.ч./: Полівінілхлорид 100 Бутадієн-нітрильний ...
Спосіб електророзрядного дроблення крихких неметалевих матеріалів
Номер патенту: 68437
Опубліковано: 16.08.2004
Автори: Голень Юрій Володимирович, Цуркін Володимир Миколайович, Різун Анатолій Романович
МПК: B02C 23/06, B02C 19/18
Мітки: дроблення, крихких, матеріалів, неметалевих, електророзрядного, спосіб
Формула / Реферат:
Спосіб електророзрядного дроблення крихких неметалевих матеріалів, який включає дію на матеріали високовольтними імпульсними розрядами в рідині та визначення радіуса зони руйнування матеріалу, який відрізняється тим, що попередньо експериментальним шляхом визначають залежність тиску хвилі стиснення на різній відстані
Система енергопостачання для виробництва електроенергії та кондиціонування вибраного текучого середовища та спосіб виробництва електроенергії та кондиціонування вибраного текучого середовища
Номер патенту: 48242
Опубліковано: 15.08.2002
Автори: Хсу Майкл С., Онг Робін Й.
Мітки: кондиціонування, електроенергії, система, середовища, виробництва, текучого, вибраного, спосіб, енергопостачання
Формула / Реферат:
1. Система енергопостачання для виробництва електроенергії та кондиціонування заданого текучого середовища, яка включає паливний елемент з засобом для виробництва електроенергії, відпрацьованої теплоти та вихлопу з заданою підвищеною температурою, термоенергетичний пристрій для кондиціонування текучого середовища, причому вказаний термоенергетичний пристрій виконаний з можливістю забезпечення потоку вихідного середовища з заданою температурою...
Затискач з підсиленим стисненням
Номер патенту: 14879
Опубліковано: 18.02.1997
Автор: Казакевіч Александр Вільямовіч
Мітки: підсиленим, стисненням, затискач
Формула / Реферат:
Зажим с усиленным сжатием, содержащий первую ручку с первой губкой, подвижной второй губкой и повторно установленной на ней второй ручкой, соединенной с первой ручкой средством блокирования и разблокирования зажима, выполненным в виде первого и второго рычагов, причем первый рычаг одним из своих концов поворотно связан со средней частью второй ручки, вторым концом - с первой ручкой, второй рычаг, предназначенный для разблокирования зажима,...
Спосіб очистки і кондиціонування води
Номер патенту: 24451
Опубліковано: 21.07.1998
Автори: Ляшенко Віталій Григорович, Мітченко Тетяна Євгенівна, Колесник Юрій Миколайович, Стендер Павло Вадимович, Микал Тетяна Іванівна
МПК: C02F 1/42
Мітки: очистки, спосіб, води, кондиціонування
Формула / Реферат:
1. Спосіб очистки та кондиціонування води, що включає її пом'якшення на катіоніті, декарбонізацію та очистку від органічних домішок на активованому вугіллі, який відрізняється тим, що пом'якшення ведуть на H+-формі карбоксильного катіоніту, декарбонізацію проводять шляхом пропускання води через фторопластову стружку при розрідженні, після чого воду нейтралізують на депротонованій формі карбоксильного катіоніту, потім додатково пом'якшують на...
Попередній патент: Лінія для виготовлення паличок із деревного шпону
Наступний патент: Препарат “веногепанол” для лікування та профілактики патологічних уражень судин та тканин
Випадковий патент: Малогабаритний агрегат для переробки зерна гречки та проса