Кільцевий кристалізатор для безперервного лиття
Формула / Реферат
1. Кільцевий кристалізатор установки для безперервної розливки сталі, який складається з корпуса кристалізатора, який має на внутрішній поверхні у своїй верхній частині систему створених у напрямку розливки і у напрямку його середньої частини доріжок, які плавно зменшуються та звужуються, який відрізняється тим, що доріжки створено шляхом рівномірної вибірки у формі синусоїдальної кривої, яка описує окружність первісного кільцевого отвору корпусу кристалізатора, причому окремі доріжки по всій внутрішній поверхні верхньої частини корпусу кристалізатора зв'язані між собою.
2. Кільцевий кристалізатор за п. 1, який відрізняється тим, що максимальна величина амплітуди синусоїдальної кривої знаходиться на верхній кромці корпуса кристалізатора, причому ця максимальна величина амплітуди складає 0,40-0,55% від первісного діаметра корпуса кристалізатора на його вході, а на довжині верхньої частини корпуса кристалізатора, яка коливається в межах від 30 до 50% загальної довжини корпуса кристалізатора, з цієї максимальної величини плавно зменшується до нульового значення.
3. Кільцевий кристалізатор за п. 1 або 2, який відрізняється тим, що синусоїдальна крива дотикається з зовнішньої сторони кола первісного кільцевого отвору корпуса кристалізатора у 15-25 точках.
Текст
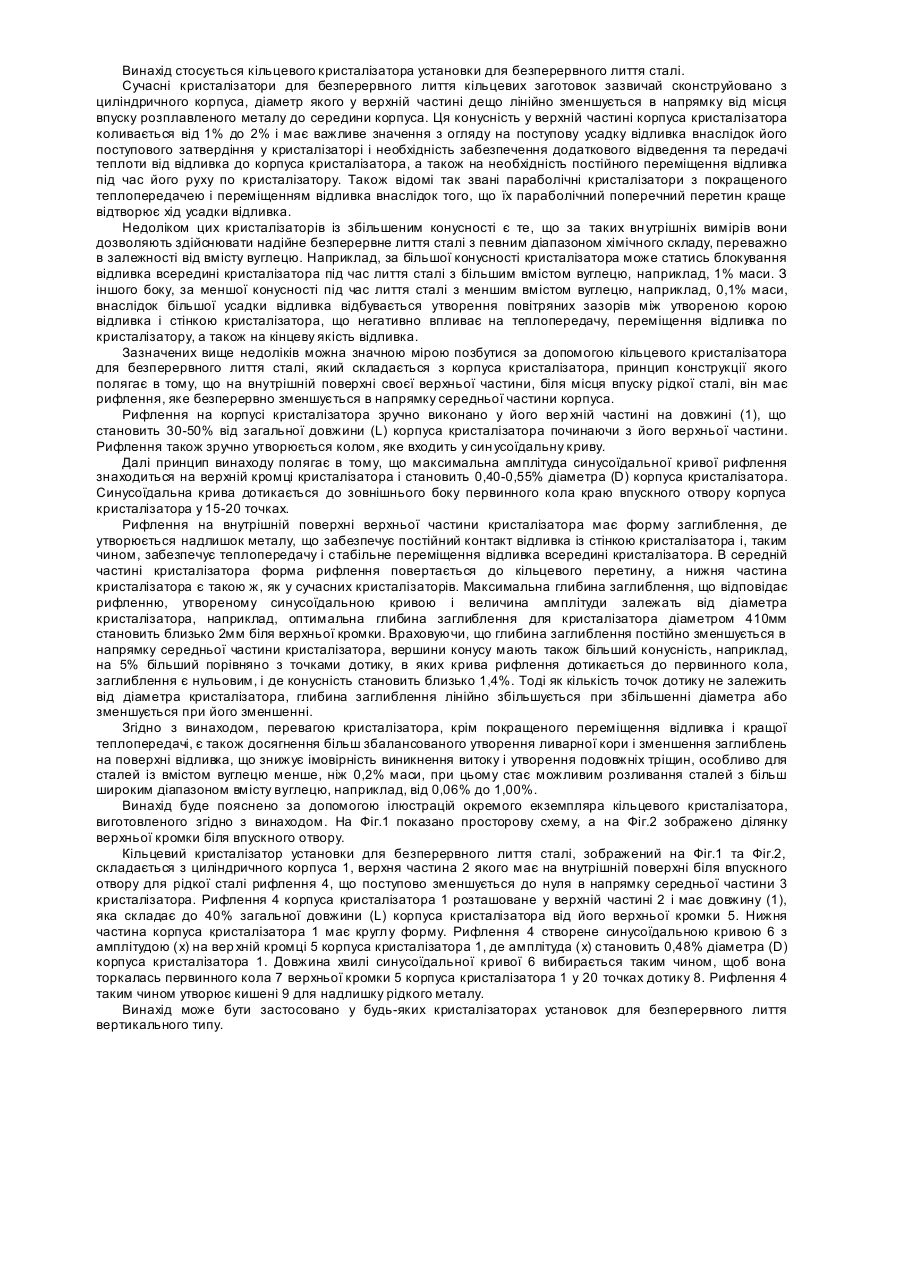
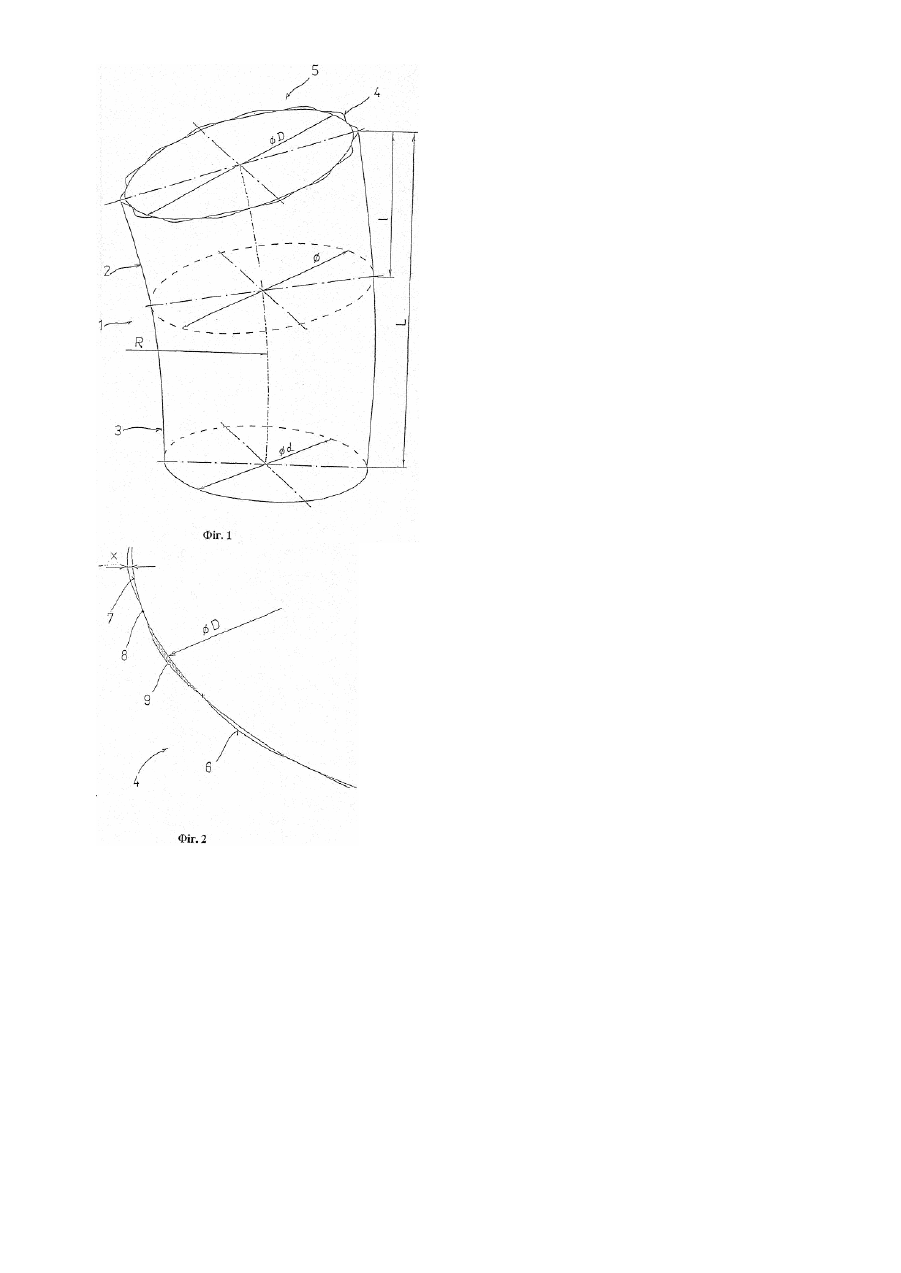
Винахід стосується кільцевого кристалізатора установки для безперервного лиття сталі. Сучасні кристалізатори для безперервного лиття кільцевих заготовок зазвичай сконструйовано з циліндричного корпуса, діаметр якого у верхній частині дещо лінійно зменшується в напрямку від місця впуску розплавленого металу до середини корпуса. Ця конусність у верхній частині корпуса кристалізатора коливається від 1% до 2% і має важливе значення з огляду на поступову усадку відливка внаслідок його поступового затвердіння у кристалізаторі і необхідність забезпечення додаткового відведення та передачі теплоти від відливка до корпуса кристалізатора, а також на необхідність постійного переміщення відливка під час його руху по кристалізатору. Також відомі так звані параболічні кристалізатори з покращеного теплопередачею і переміщенням відливка внаслідок того, що їх параболічний поперечний перетин краще відтворює хід усадки відливка. Недоліком цих кристалізаторів із збільшеним конусності є те, що за таких вн утрішніх вимірів вони дозволяють здійснювати надійне безперервне лиття сталі з певним діапазоном хімічного складу, переважно в залежності від вмісту вуглецю. Наприклад, за більшої конусності кристалізатора може статись блокування відливка всередині кристалізатора під час лиття сталі з більшим вмістом вуглецю, наприклад, 1% маси. З іншого боку, за меншої конусності під час лиття сталі з меншим вмістом вуглецю, наприклад, 0,1% маси, внаслідок більшої усадки відливка відбувається утворення повітряних зазорів між утвореною корою відливка і стінкою кристалізатора, що негативно впливає на теплопередачу, переміщення відливка по кристалізатору, а також на кінцеву якість відливка. Зазначених вище недоліків можна значною мірою позбутися за допомогою кільцевого кристалізатора для безперервного лиття сталі, який складається з корпуса кристалізатора, принцип конструкції якого полягає в тому, що на внутрішній поверхні своєї верхньої частини, біля місця впуску рідкої сталі, він має рифлення, яке безперервно зменшується в напрямку середньої частини корпуса. Рифлення на корпусі кристалізатора зручно виконано у його вер хній частині на довжині (1), що становить 30-50% від загальної довжини (L) корпуса кристалізатора починаючи з його верхньої частини. Рифлення також зручно утворюється колом, яке входить у син усоїдальну криву. Далі принцип винаходу полягає в тому, що максимальна амплітуда синусоїдальної кривої рифлення знаходиться на верхній кромці кристалізатора і становить 0,40-0,55% діаметра (D) корпуса кристалізатора. Синусоїдальна крива дотикається до зовнішнього боку первинного кола краю впускного отвору корпуса кристалізатора у 15-20 точках. Рифлення на внутрішній поверхні верхньої частини кристалізатора має форму заглиблення, де утворюється надлишок металу, що забезпечує постійний контакт відливка із стінкою кристалізатора і, таким чином, забезпечує теплопередачу і стабільне переміщення відливка всередині кристалізатора. В середній частині кристалізатора форма рифлення повертається до кільцевого перетину, а нижня частина кристалізатора є такою ж, як у сучасних кристалізаторів. Максимальна глибина заглиблення, що відповідає рифленню, утвореному синусоїдальною кривою і величина амплітуди залежать від діаметра кристалізатора, наприклад, оптимальна глибина заглиблення для кристалізатора діаметром 410мм становить близько 2мм біля верхньої кромки. Враховуючи, що глибина заглиблення постійно зменшується в напрямку середньої частини кристалізатора, вершини конусу мають також більший конусність, наприклад, на 5% більший порівняно з точками дотику, в яких крива рифлення дотикається до первинного кола, заглиблення є нульовим, і де конусність становить близько 1,4%. Тоді як кількість точок дотику не залежить від діаметра кристалізатора, глибина заглиблення лінійно збільшується при збільшенні діаметра або зменшується при його зменшенні. Згідно з винаходом, перевагою кристалізатора, крім покращеного переміщення відливка і кращої теплопередачі, є також досягнення більш збалансованого утворення ливарної кори і зменшення заглиблень на поверхні відливка, що знижує імовірність виникнення витоку і утворення подовжніх тріщин, особливо для сталей із вмістом вуглецю менше, ніж 0,2% маси, при цьому стає можливим розливання сталей з більш широким діапазоном вмісту вуглецю, наприклад, від 0,06% до 1,00%. Винахід буде пояснено за допомогою ілюстрацій окремого екземпляра кільцевого кристалізатора, виготовленого згідно з винаходом. На Фіг.1 показано просторову схему, а на Фіг.2 зображено ділянку верхньої кромки біля впускного отвору. Кільцевий кристалізатор установки для безперервного лиття сталі, зображений на Фіг.1 та Фіг.2, складається з циліндричного корпуса 1, верхня частина 2 якого має на внутрішній поверхні біля впускного отвору для рідкої сталі рифлення 4, що поступово зменшується до нуля в напрямку середньої частини 3 кристалізатора. Рифлення 4 корпуса кристалізатора 1 розташоване у верхній частині 2 і має довжину (1), яка складає до 40% загальної довжини (L) корпуса кристалізатора від його верхньої кромки 5. Нижня частина корпуса кристалізатора 1 має круглу форму. Рифлення 4 створене синусоїдальною кривою 6 з амплітудою (х) на вер хній кромці 5 корпуса кристалізатора 1, де амплітуда (х) становить 0,48% діаметра (D) корпуса кристалізатора 1. Довжина хвилі синусоїдальної кривої 6 вибирається таким чином, щоб вона торкалась первинного кола 7 верхньої кромки 5 корпуса кристалізатора 1 у 20 точках дотику 8. Рифлення 4 таким чином утворює кишені 9 для надлишку рідкого металу. Винахід може бути застосовано у будь-яких кристалізаторах установок для безперервного лиття вертикального типу.
ДивитисяДодаткова інформація
Назва патенту англійськоюRound mould for the steel continuous casting
Назва патенту російськоюКольцевой кристаллизатор для непрерывного литья
МПК / Мітки
МПК: B22D 11/043
Мітки: кільцевий, лиття, кристалізатор, безперервного
Код посилання
<a href="https://ua.patents.su/2-72978-kilcevijj-kristalizator-dlya-bezperervnogo-littya.html" target="_blank" rel="follow" title="База патентів України">Кільцевий кристалізатор для безперервного лиття</a>
Кристалізатор машини безперервного лиття заготівок
Номер патенту: 5718
Опубліковано: 15.03.2005
Автори: Калашников Андрій Анатолійович, Титаренко Олександр Іванович, Попік Вадим Геннадійович, Вольвач Олександр Євгенійович, Смирнов Віктор Григорович
МПК: B22D 11/04
Мітки: заготівок, машини, лиття, кристалізатор, безперервного
Формула / Реферат:
Кристалізатор машини безперервного лиття заготівок, що включає широкі стінки, одна з яких має увігнуту робочу поверхню, а друга - опуклу робочу поверхню, розміщені між ними вузькі стінки і встановлені в нижній частині кристалізатора опорні ролики, прикріплені нижче стінок кристалізатора, який відрізняється тим, що опорні ролики, розташовані біля вузьких стінок кристалізатора, виконані з зовнішньою конічною поверхнею, конусність якої...
Кристалізатор машини безперервного лиття заготовок
Номер патенту: 36130
Опубліковано: 16.04.2001
Автори: Галай Володимир Петрович, Носоченко Олег Васильович, Ніколаєв Генадій Андрійович, Сахно Валерій Олександрович, Найдек Володимир Леонтійович, Якобше Ришард Якубович, Галай Ірина Генадіївна
МПК: B22D 11/04, B22D 11/112
Мітки: безперервного, лиття, кристалізатор, машини, заготовок
Текст:
...їх прилягання до стінок, а більш коротка вершина холодильника забезпечує одержання більш короткої перемички, що забезпечує її підвищену суцільність. Поперечна форма, одержаної за допомогою запропонованого кристалізатора заготовки відповідає формі порожнини кристалізатора. Поздовжнє різання заготовки проводиться по лінії А-А. Таким чином, забезпечується перпендикулярність не менше трьох граней отриманих заготовок, що зручно при подачі їх до...
Багатоструминний кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів
Номер патенту: 28691
Опубліковано: 16.10.2000
Автори: Козловіч Валєнтін Ніколаєвіч, Нестеров Дмитро Кузьмич, Руденко Анатолій Олександрович, Шевченко Віктор Іванович, Глазков Анатолій Якович, Клєвжіц Алєксандр Сємьоновіч, Пашковскій Андрєй Пєтровіч
МПК: B22D 11/045
Мітки: горизонтального, багатоструминний, лиття, безперервного, сплавів, заготовок, кольорових, кристалізатор
Формула / Реферат:
Багатострумковий кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів, який містить водоохолоджуваний кожух та встановлену в ньому графітову формоутворюючу втулку, яка містить робочі порожнини, розташовані горизонтальними рядами, який відрізняється тим, що робочі порожнини кожного наступного горизонтального ряду виконані діаметром, відмінним від діаметру порожнин попереднього горизонтального ряду, при цьому...
Спосіб підготовки машини безперервного лиття заготівок до роботи

Номер патенту: 46402
Опубліковано: 15.05.2002
Автори: Петрусенко Віктор Андрійович, Власенко Богдан Васильович, Плугатар Віктор Семенович
МПК: B22D 11/14, B22D 11/08
Мітки: безперервного, машини, роботи, заготівок, спосіб, підготовки, лиття
Формула / Реферат:
Спосіб підготовки машини безперервного лиття заготівок до роботи, при якому вмикають рольганг і тягнучу кліть для переміщення затравки до кристалізатора і встановлення її в заданому положенні відносно кристалізатора, який відрізняється тим, що після входу затравки у тягнучу кліть вмикають механізм відділення затравки і підтискають його робочий орган до нижньої або верхньої поверхні затравки, а після розміщення робочого органа механізму...
Кристалізатор для горизонтального безперервного лиття порожнистих заготовок
Номер патенту: 4671
Опубліковано: 28.12.1994
Автори: Корягін Олексій Федорович, Бєлякова Лілія Іванівна, Богданов Аркадій Іванович, Козаченко Станіслав Митрофанович
МПК: B22D 11/04
Мітки: горизонтального, заготовок, безперервного, порожнистих, лиття, кристалізатор
Формула / Реферат:
(57) Кристаллизатор для горизонтального непрерывного литья полых заготовок, со держащий рабочую полость, образованную охлаждаемой втулкой и дорном с каналами, расположенными на расстоянии от втулки, при этом втулка и дорн выполнены из тепло проводного материала определенной твердости, отличающийся тем, что отношение расстояния от каналов дорна до втулки к минимальному размеру рабочей полости кристаллизатора составляет 0,1...0,3, а твердость...