Багатоструминний кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів
Номер патенту: 28691
Опубліковано: 16.10.2000
Автори: Руденко Анатолій Олександрович, Козловіч Валєнтін Ніколаєвіч, Клєвжіц Алєксандр Сємьоновіч, Глазков Анатолій Якович, Нестеров Дмитро Кузьмич, Шевченко Віктор Іванович, Пашковскій Андрєй Пєтровіч

Формула / Реферат
Багатострумковий кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів, який містить водоохолоджуваний кожух та встановлену в ньому графітову формоутворюючу втулку, яка містить робочі порожнини, розташовані горизонтальними рядами, який відрізняється тим, що робочі порожнини кожного наступного горизонтального ряду виконані діаметром, відмінним від діаметру порожнин попереднього горизонтального ряду, при цьому робочі порожнини, які знаходяться у різних горизонтальних рядах, розташовані вертикальними рядами, а формоутворююча втулка споряджена знімними графітовими пробками.
Текст
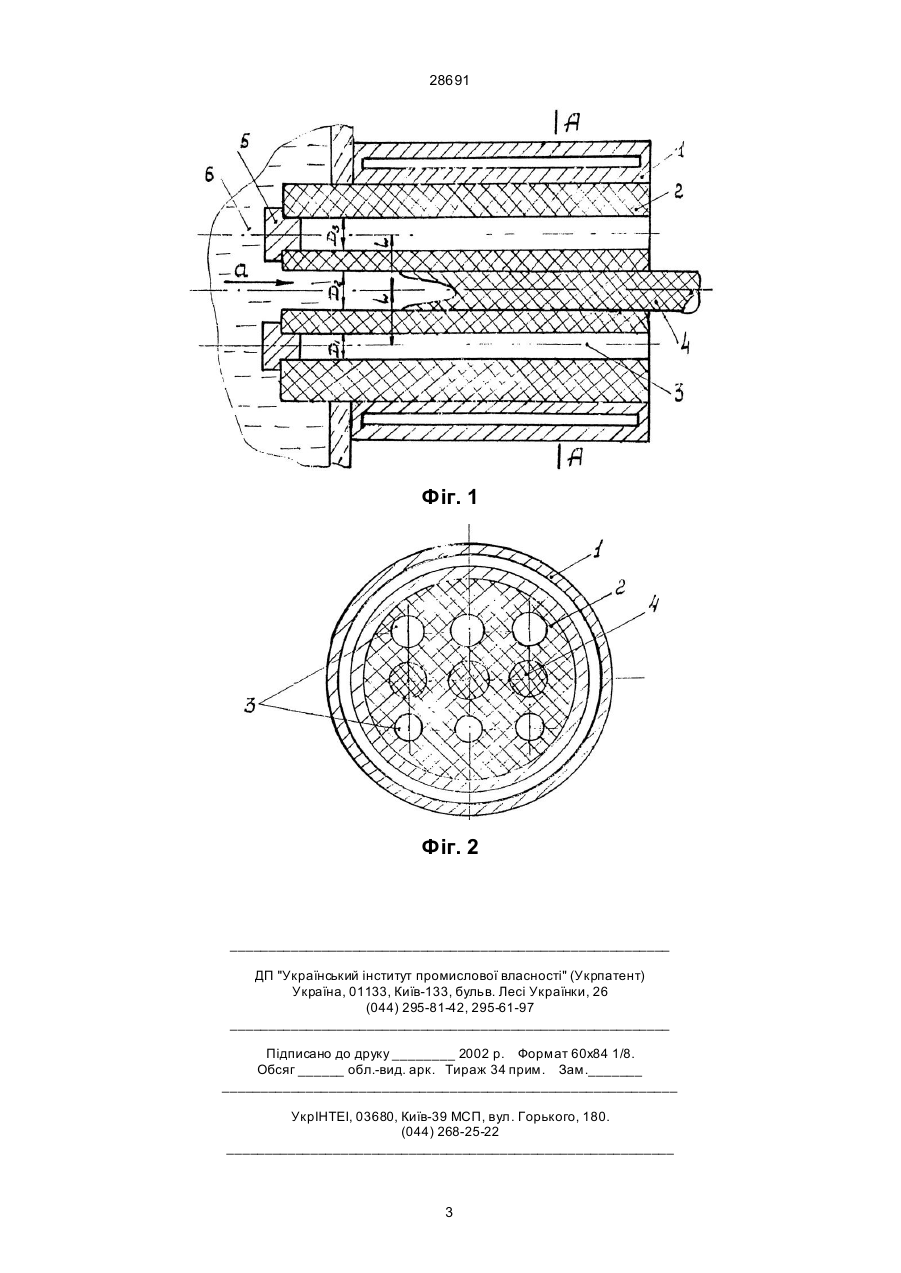
Багатострумковий кристалізатор для горизонтального безперервного лиття заготовок із кольо 28691 В основу винаходу поставлено задачу удосконалення багатострумкового кристалізатора для горизонтального безперервного лиття заготовок із кольорових сплавів, який шляхом зміни діаметру робочих порожнин, заданого окремо для кожного горизонтального ряду, розташування порожнин поряд із горизонтальними також і вертикальними рядами та спорядження втулки знімними графітовими пробками дозволив би підвищити продуктивність лиття заготовок за рахунок скорочення часових затрат на переналагоджування устаткування при переході на лиття заготовок іншого перерізу. З метою вирішення поставленої задачі пропонується багатострумковий кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів, який містить водоохолоджуваний кожух та встановлену в ньому графітову формоутворюючу втулку, яка містить робочі порожнини, розташовані горизонтальними рядами. Відмінністю кристалізатора є те, що робочі порожнини кожного наступного горизонтального ряду виконано діаметром, відмінним від діаметру порожнин попереднього горизонтального ряду; при цьому робочі порожнини, поруч із горизонтальним розташуванням рядів, розташовані також і вертикальними рядами, а формоутворююча втулка споряджена знімними графітовими пробками. Виконання робочих порожнин діаметром, заданим окремо для кожного горизонтального ряду, дозволяє в умовах експлуатації однієї втулки провадити відливку заготовок різного діаметру; при цьому кількість типорозмірів заготовок досягає кількості горизонтальних рядів порожнин. Розміщення порожнин втулки, що лежать у різних горизонтальних рядах, у вертикальні ряди, дозволяє чітко і швидко перейти на розливку заготовок іншого діаметру. Для цього досить змістити кристалізатор відносно решти технологічного устаткування вгору чи вниз на деяку відстань з тим, щоб горизонтальний ряд порожнин, крізь який передбачається здійснювати лиття заготовок заданого діаметру, був розміщений на тому рівні, на якому знаходилися порожнини, крізь які здійснювалось попереднє лиття заготовок (іншого діаметру). Наявність у кристалізаторі в порожнинах формоутворюючої втулки (з боку підводу металу у кристалізатор) знімних графітових пробок забезпечує можливість відкривати та закривати порожнини втулки згідно до потреби при переміщенні кристалізатора по висоті з метою переходу на лиття заготовок іншого діаметру. Наявність графітових пробок виключає доступ рідкого металу у ті порожнини, котрі у даний момент не є робочими. Суть винаходу пояснюється кресленням, на якому зображено: фіг. 1 - поздовжній розріз кристалізатора; фіг. 2 - поперечний розріз кристалізатора. Кристалізатор містить охолоджуваний кожух 1 та формоутворюючу графітову втулку 2, що входить у нього, у якій виконано робочі порожнини 3, розміщені у три горизонтальні ряди діаметром, різним для кожного ряду (відповідно Д1, Д2 та Д3). Відстань між осями горизонтальних рядів дорівнює L. Порожнини втулки вишикувані у вертикальні ряди (тобто найближчі порожнини сусідніх горизонтальних рядів перебувають в одній вертикальній площині). Циліндричні порожнини 3 з боку підводу металу 5 у кристалізатор споряджені знімними пробками 6. Устаткування, що пропонується, працює таким чином. Рідкий метал 5 надходить у робочі порожнини 3 діаметром Д2 центрального горизонтального ряду (за стрілкою а). В цей час робочі порожнини інших горизонтальних рядів (діаметром Д1 та Д3) закриті з боку підводу металу гра фітовими пробками 6, що виключає надходження до них металу. В результаті відбувається формування заготовок 4 лише в порожнинах центрального горизонтального ряду. Після закінчення процесу лиття заготовок діаметром Д2 кристалізатор піднімають на відстань L, щоб сумістити осі робочих порожнин діаметром Д1 (розташованих у нижньому горизонтальному ряду) з ливарними осями установки. Потім закривають графітовими пробками порожнини діаметром Д2 (середній горизонтальний ряд) і витягають з порожнин нижнього горизонтального ряду. Подають метал у кристалізатор та відливають заготовки діаметром Д1. Після закінчення процесу для переходу на лиття заготовок діаметром Д3 провадять аналогічні операції. Опускають кристалізатор на відстань 2L для суміщення осей робочих порожнин верхнього горизонтального ряду з ливарними осями установки, закривають пробками отвори порожнин нижнього горизонтального ряду і відкривають порожнини верхнього горизонтального ряду, заливають метал у кристалізатор та відливають заготовки діаметром Д3. В якості прикладу конкретного виконання може бути наведений кристалізатор для відливки заготовок з латуні марки Л59 діаметром 17, 20 та 25 мм. Формоугворююча втулка містить три горизонтальних ряди робочих порожнин (по 3 в кожному ряді) діаметром відповідно 17 мм (нижній ряд), 25 мм (середній ряд) та 20 мм (верхній ряд). Робочі порожнини різних горизонтальних рядів вишикувані у вертикальні ряди. Відстань між сусідніми горизонтальними рядами порожнин L=30 мм. Використання кристалізатора для безперервного лиття заготовок, що пропонується, дозволяє скоротити часові та трудові затрати на переналагоджування устаткування при переході на лиття заготовок іншого перерізу та підвищити продуктивність праці. 2 28691 Фіг. 1 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMulti-pass crystallizer for horizontal continuous casting of billets of nonferrous alloys
Автори англійськоюShevchenko Viktor Ivanovych, Nesterov Dmytro Kuzmych, Hlazkov Anatolii Yakovych, Klevzhits Aleksandr Semionovich, Kozlovich Valentin Nikovaevich, Pashkovskii Andrei Petrovich, Rudenko Anatolii Oleksandrovych
Назва патенту російськоюМногоручьевой кристаллизатор для горизонтального непрерывного литья заготовок из цветных сплавов
Автори російськоюШевченко Виктор Иванович, Нестеров Дмитрий Кузьмич, Глазков Анатолий Яковлевич, Клевжиц Александр Семенович, Козлович Валентин Николаевич, Пашковский Андрей Петрович, Руденко Анатолий Александрович
МПК / Мітки
МПК: B22D 11/045
Мітки: горизонтального, кристалізатор, заготовок, кольорових, багатоструминний, безперервного, лиття, сплавів
Код посилання
<a href="https://ua.patents.su/3-28691-bagatostruminnijj-kristalizator-dlya-gorizontalnogo-bezperervnogo-littya-zagotovok-iz-kolorovikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Багатоструминний кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів</a>
Кристалізатор для горизонтального безперервного лиття порожнистих заготовок
Номер патенту: 4671
Опубліковано: 28.12.1994
Автори: Богданов Аркадій Іванович, Корягін Олексій Федорович, Бєлякова Лілія Іванівна, Козаченко Станіслав Митрофанович
МПК: B22D 11/04
Мітки: заготовок, горизонтального, безперервного, порожнистих, кристалізатор, лиття
Формула / Реферат:
(57) Кристаллизатор для горизонтального непрерывного литья полых заготовок, со держащий рабочую полость, образованную охлаждаемой втулкой и дорном с каналами, расположенными на расстоянии от втулки, при этом втулка и дорн выполнены из тепло проводного материала определенной твердости, отличающийся тем, что отношение расстояния от каналов дорна до втулки к минимальному размеру рабочей полости кристаллизатора составляет 0,1...0,3, а твердость...
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: кольорових, безперервного, металів, порожнистих, лиття, пристрій, горизонтального, заготовок, сплавів
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Устаткування для горизонтального безперервного лиття суцільних та порожнистих заготовок з кольорових металів та сплавів
Номер патенту: 1818
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: металів, суцільних, устаткування, лиття, безперервного, горизонтального, порожнистих, кольорових, сплавів, заготовок
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья сплошных и полых заготовок из цветных металлов и сплавов, содержащее, по крайней мере, одну водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора, неохлаждаемая часть которого установлена в посадочное гнездо футеровки металлоприемника, и выполненный с возможностью установки в кристаллизатор при литье полых заготовок графитовый дорн, имеющий формооб-разующий...
Кристалізатор для горизонтального безперервного лиття заготовок
Номер патенту: 1929
Опубліковано: 20.12.1994
Автори: Руденко Анатолій Олександрович, Якунін Іван Олексійович, Стефанов Анатолій Сергійович, Беседіна Елеонора Борисівна, Чернишова Світлана Никодимівна, Мартинов Валерій Васильович
МПК: B22D 11/04
Мітки: горизонтального, безперервного, заготовок, кристалізатор, лиття
Формула / Реферат:
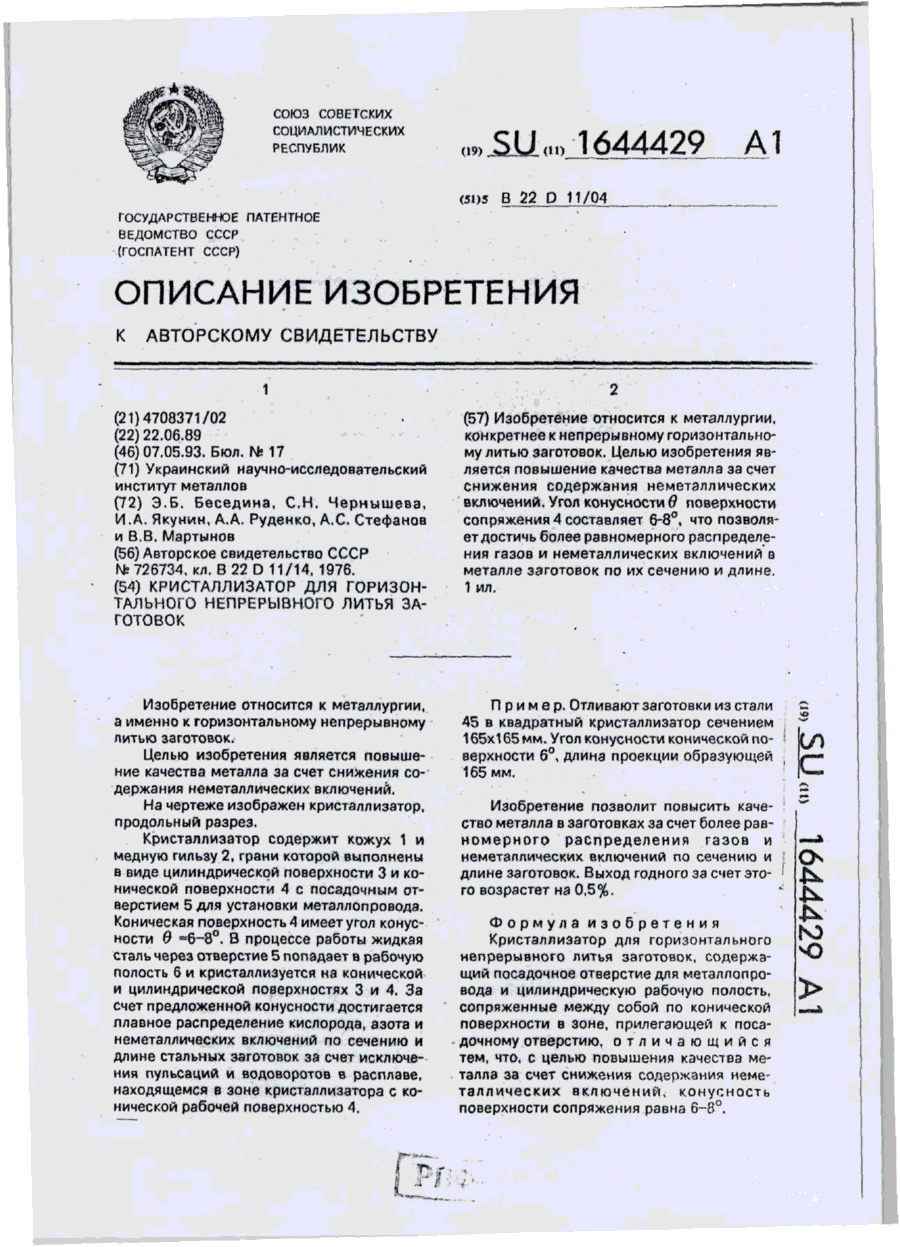
Кристаллизатор ддя горизонтального непрерывного литья заготовок, содержащий посадочное отверстие для металлопровода и цилиндрическую рабочую полость, сопряженные между собой по конической поверхности в зоне, прилегающей к посадочному отверстию, отличающийся тем, что, с целью повышения качества металла за счет снижения содержания неметаллических включений, конусность поверхности сопряжения равна 6—8°.
Кристалізатор для горизонтального безперервного лиття стальних заготовок
Номер патенту: 1928
Опубліковано: 20.12.1994
Автори: Шишков Михайло Михайлович, Глазков Анатолій Якович, Беседіна Елеонора Борисівна, Кащенко Юрій Олексійович, Афонін Володимир Олексійович, Терехов Вадим Миколайович, Дилдін Анатолій Михайлович, Чернишова Світлана Никодимівна, Богданов Аркадій Іванович, Петін Леонід Григорович
МПК: B22D 11/04
Мітки: горизонтального, кристалізатор, заготовок, лиття, безперервного, стальних
Формула / Реферат:
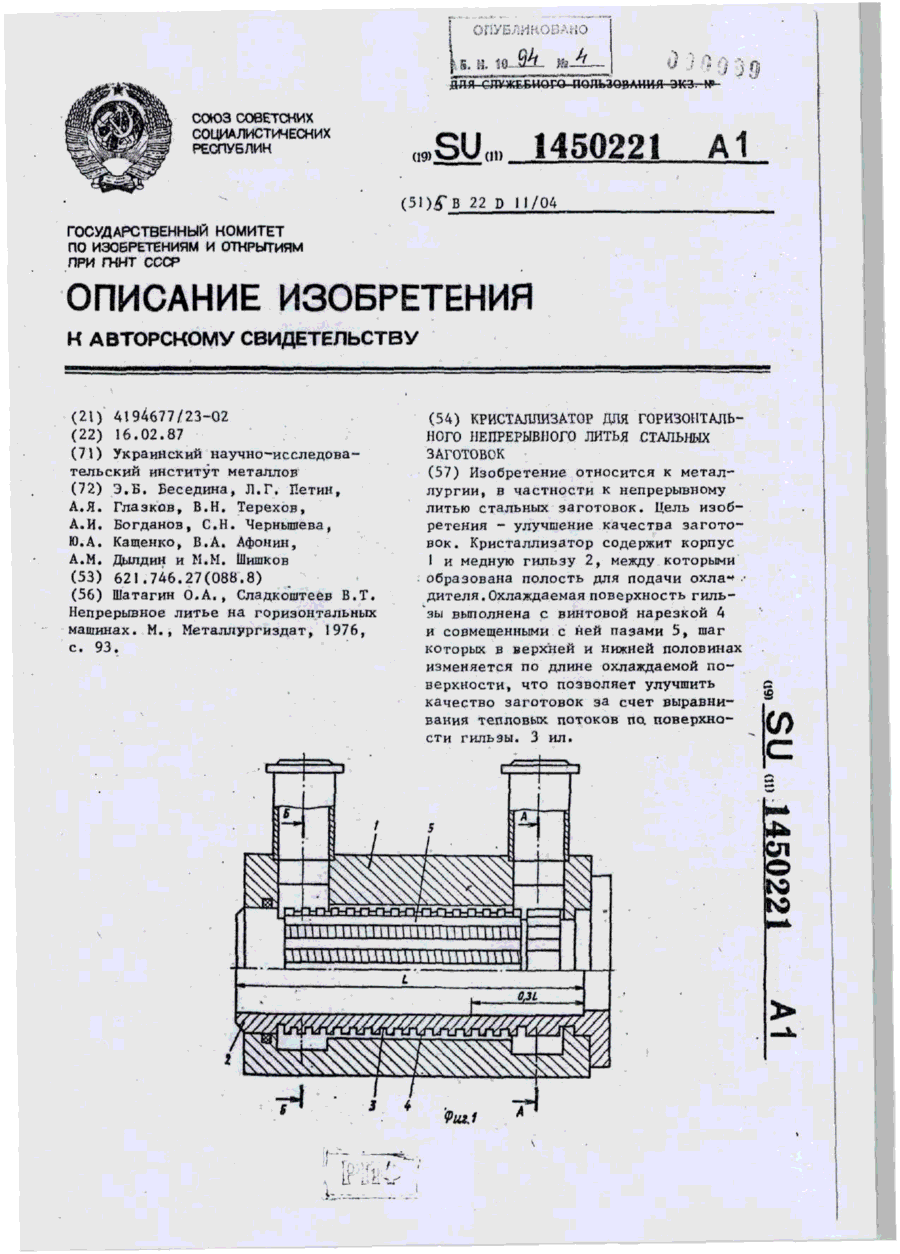
Кристаллизатор для горизонтального непрерывного литья стальных заготовок, содержащий медную гильзу и кожух, образующие полость для подачи охладителя, отличающийся тем, что, с целью улучшения качества заготовок, на охлаждаемой поверхности гильзы выполнены винтовая нарезка и совмещенные с ней пазы, причем на участке зоны начального формирования заготовки, равном 0,1...0,3 длины рабочей полости гильзы, шаг пазов в нижней половине в 1,1...1,3...
Попередній патент: Спосіб діагностики інфекційного ендокардиту стафілококової етіології
Наступний патент: Ваговий пристрій на мобільному роздавачі-змішувачі
Випадковий патент: Спосіб прогнозування перебігу антифосфоліпідного синдрому