Спосіб виготовлення вкладиша приймальної гільзи протеза кінцівки
Номер патенту: 77848
Опубліковано: 15.01.2007
Автори: Щетиніна Любов Григорівна, Баєв Павло Олександрович, Ватолінський Леонід Єлівфєрієвич, Салєєва Антоніна Денисівна

Формула / Реферат
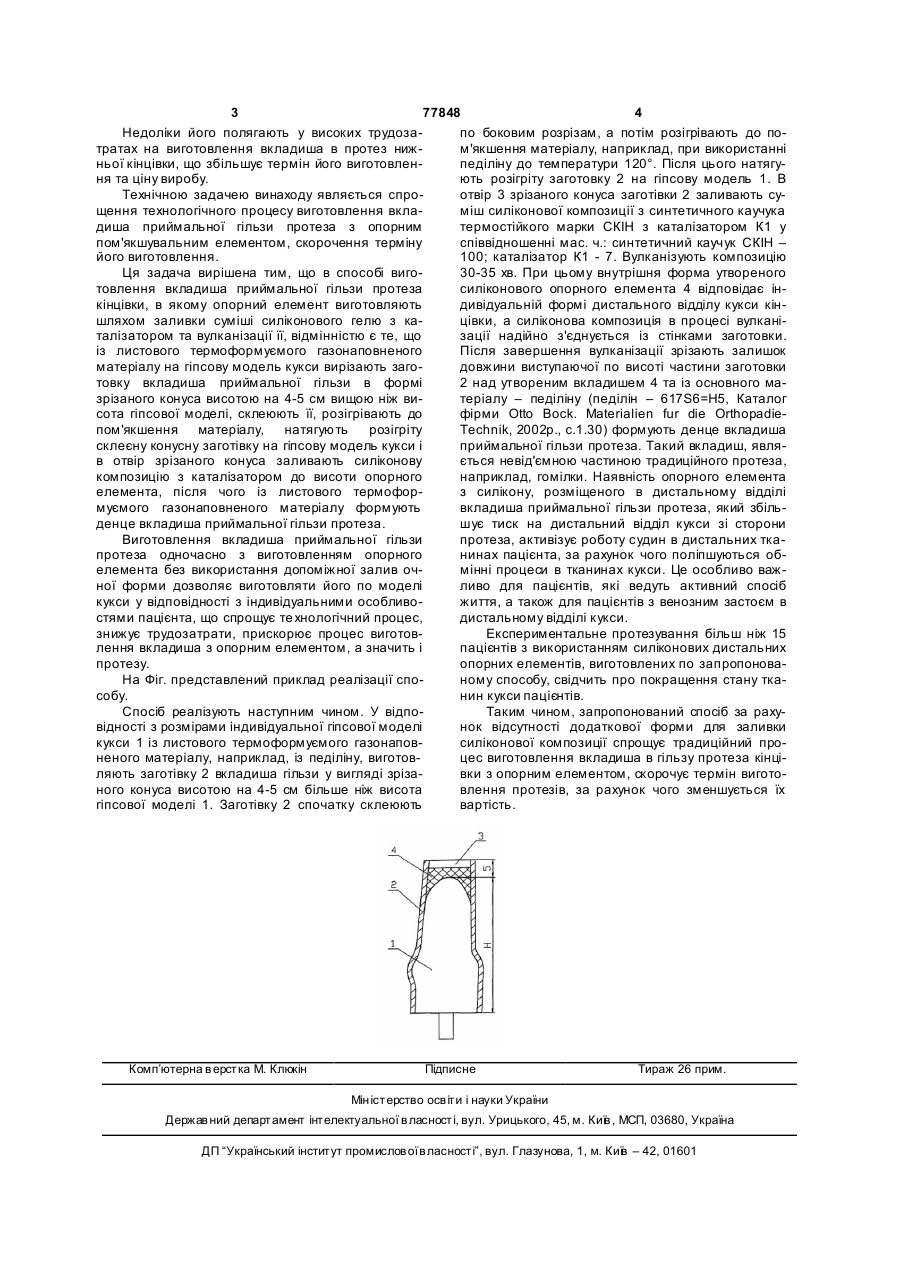
Спосіб виготовлення вкладиша приймальної гільзи протеза кінцівки, відповідно до якого опорний пом'якшувальний елемент виготовляють шляхом заливання суміші силіконового гелю з каталізатором та вулканізації її, який відрізняється тим, що із листового термоформівного газонаповненого матеріалу на гіпсову модель кукси вирізають заготовку вкладиша приймальної гільзи в формі зрізаного конуса висотою, на 4-5 см вищою, ніж висота гіпсової моделі, склеюють її, розігрівають до пом'якшення матеріалу, натягують розігріту склеєну конусну заготівку на гіпсову модель кукси, в отвір зрізаного конуса заливають силіконову композицію з каталізатором до висоти опорного елемента, після чого із листового термоформівного газонаповненого матеріалу формують денце вкладиша приймальної гільзи протеза.
Текст
Спосіб виготовлення вкладиша приймальної гільзи протеза кінцівки, відповідно до якого опорний пом'якшувальний елемент виготовляють шляхом заливання суміші силіконового гелю з каталізатором та вулканізації її, який відрізняється тим, що із листового термоформівного газонаповненого матеріалу на гіпсову модель кукси вирізають заготовку вкладиша приймальної гільзи в формі зрізаного конуса висотою, на 4-5 см вищою, ніж висота гіпсової моделі, склеюють її, розігрівають до пом'я кшення матеріалу, натягують розігріту склеєну конусну заготівку на гіпсову модель кукси, в отвір зрізаного конуса заливають силіконову композицію з каталізатором до висоти опорного елемента, після чого із листового термоформівного газонаповненого матеріалу формують денце вкладиша приймальної гільзи протеза. Винахід відноситься до медицини, точніше до протезування та протезобудування, і може бути використаний при виготовленні протезів на ампутовані кінцівки. Відомий спосіб виготовлення опорного елементу протезів нижніх кінцівок по [авт св. SU №1674833, 1989 р.], який включає натягування на куксу армуючого шар у із тканини, підготовку силоксанової композиції, заповнення нею дна другого армуючого чохла, в якому попередньо встановлюють накладку із спіненого поліетилену, надягання другого армуючого чохла на куксу, видержку його в натягнутому стані до затвердження композиції та обрізання лишків армуючих чохлів. Одержаний опорний елемент встановлюють в дистальному відділі внутрішнього пом'якшувального вкладиша приймальної гільзи протеза. Недоліки його полягають у тому, що одержаний опорний елемент формують окремо від вкладиша приймальної гільзи протеза кінцівки і при встановленні його у внутрішній вкладиш приймальної гільзи необхідно забезпечити їх надійний контакт. Відомий також спосіб виготовлення вкладишу для гільз протезів нижніх кінцівок [Lunette К. Black. ORTHOSIL. Silicone Gel for Pads and Soft Insert Liners, Orthotics and Prosthetics, 1983, 84, V. 37, № 4, pp. 58-62], відповідно до якого на гіпсову модель кукси спочатку надягають чохол с PVA-плівки, в цей чохол встановлюють форму у вигляді чашки з отвором, в який заливають суміш силіконового гелю з каталізатором та вулканізують композицію протягом 45 хвилин. Одержаний таким чином пом'якшувальний вкладиш встановлюють в дистальному відділі приймальної гільзи протеза. Недоліки його полягають у тому, що через відшарування опорного елементу від оболонки вкладиша в місцях їх стиковки термін його експлуатації недостатній. Відомий також спосіб виготовлення вкладиша гільзи протеза кінцівки по [патенту UA №55719А, 2003р.], який включає надягання на гіпсову модель кукси трикотажних чохлів з розміщеною між ними формою опорного елемента, заливку в отвір форми полімерної силіконової композиції, вулканізації її протягом 45 хв., видалення форми, надягання на гіпсову модель потрібної кількості шарів трикотажної трубки, просочування її силіконовою композицією та вулканізацію її протягом 120 хв. (19) UA (11) 77848 (13) C2 (21) a200502305 (22) 14.03.2005 (24) 15.01.2007 (46) 15.01.2007, Бюл. № 1, 2007 р. (72) Салєєва Антоніна Денисівна, Ватолінський Леонід Єлівфєрієвич, Щетиніна Любов Григорівна, Баєв Павло Олександрович (73) УКРАЇНСЬКИЙ НАУКОВО-ДОСЛІДНИЙ ІНСТИТУТ ПРОТЕЗУВАННЯ, ПРОТЕЗОБУДУВАННЯ ТА ВІДНОВЛЕННЯ ПРАЦЕЗДАТНОСТІ (56) UA 55719, 15.04.2003 RU 2192208, 20.05.2000 RU 2166302, 10.05.2001 RU 2205615, 10.06.2003 FR 2828093, 07.02.2003 WO 9703819, 06.02.1997 US 5507834, 16.04.1996 3 77848 4 Недоліки його полягають у високих трудозапо боковим розрізам, а потім розігрівають до потратах на виготовлення вкладиша в протез нижм'якшення матеріалу, наприклад, при використанні ньої кінцівки, що збільшує термін його виготовленпеділіну до температури 120°. Після цього натягуня та ціну виробу. ють розігріту заготовку 2 на гіпсову модель 1. В Технічною задачею винаходу являється спроотвір 3 зрізаного конуса заготівки 2 заливають сущення технологічного процесу виготовлення вкламіш силіконової композиції з синтетичного каучука диша приймальної гільзи протеза з опорним термостійкого марки СКІН з каталізатором К1 у пом'якшувальним елементом, скорочення терміну співвідношенні мас. ч.: синтетичний каучук СКІН – його виготовлення. 100; каталізатор К1 - 7. Вулканізують композицію Ця задача вирішена тим, що в способі виго30-35 хв. При цьому внутрішня форма утвореного товлення вкладиша приймальної гільзи протеза силіконового опорного елемента 4 відповідає інкінцівки, в якому опорний елемент виготовляють дивідуальній формі дистального відділу кукси кіншляхом заливки суміші силіконового гелю з кацівки, а силіконова композиція в процесі вулканіталізатором та вулканізації її, відмінністю є те, що зації надійно з'єднується із стінками заготовки. із листового термоформуємого газонаповненого Після завершення вулканізації зрізають залишок матеріалу на гіпсову модель кукси вирізають загодовжини виступаючої по висоті частини заготовки товку вкладиша приймальної гільзи в формі 2 над утвореним вкладишем 4 та із основного мазрізаного конуса висотою на 4-5 см вищою ніж витеріалу – педіліну (педілін – 617S6=H5, Каталог сота гіпсової моделі, склеюють її, розігрівають до фірми Otto Bock. Materialien fur die Orthopadieпом'якшення матеріалу, натягують розігріту Technik, 2002р., с.1.30) формують денце вкладиша склеєну конусну заготівку на гіпсову модель кукси і приймальної гільзи протеза. Такий вкладиш, являв отвір зрізаного конуса заливають силіконову ється невід'ємною частиною традиційного протеза, композицію з каталізатором до висоти опорного наприклад, гомілки. Наявність опорного елемента елемента, після чого із листового термофорз силікону, розміщеного в дистальному відділі муємого газонаповненого матеріалу формують вкладиша приймальної гільзи протеза, який збільденце вкладиша приймальної гільзи протеза. шує тиск на дистальний відділ кукси зі сторони Виготовлення вкладиша приймальної гільзи протеза, активізує роботу судин в дистальних ткапротеза одночасно з виготовленням опорного нинах пацієнта, за рахунок чого поліпшуються обелемента без використання допоміжної залив очмінні процеси в тканинах кукси. Це особливо важної форми дозволяє виготовляти його по моделі ливо для пацієнтів, які ведуть активний спосіб кукси у відповідності з індивідуальними особливожиття, а також для пацієнтів з венозним застоєм в стями пацієнта, що спрощує те хнологічний процес, дистальному відділі кукси. знижує трудозатрати, прискорює процес виготовЕкспериментальне протезування більш ніж 15 лення вкладиша з опорним елементом, а значить і пацієнтів з використанням силіконових дистальних протезу. опорних елементів, виготовлених по запропоноваНа Фіг. представлений приклад реалізації споному способу, свідчить про покращення стану ткасобу. нин кукси пацієнтів. Спосіб реалізують наступним чином. У відпоТаким чином, запропонований спосіб за рахувідності з розмірами індивідуальної гіпсової моделі нок відсутності додаткової форми для заливки кукси 1 із листового термоформуємого газонаповсиліконової композиції спрощує традиційний проненого матеріалу, наприклад, із педіліну, виготовцес виготовлення вкладиша в гільзу протеза кінціляють заготівку 2 вкладиша гільзи у вигляді зрізавки з опорним елементом, скорочує термін виготоного конуса висотою на 4-5 см більше ніж висота влення протезів, за рахунок чого зменшується їх гіпсової моделі 1. Заготівку 2 спочатку склеюють вартість. Комп’ютерна в ерстка М. Клюкін Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing insert of bucket for limb prosthesis
Автори англійськоюSalieieva Antonina Denysivna, Vatolinskyi Leonid Yelivfierievych, Shchetynina Liubov Hryhorivna, Baiev Pavlo Oleksandrovych
Назва патенту російськоюСпособ изготовления вкладыша приемной гильзы протеза конечности
Автори російськоюСалеева Антонина Денисовна, Ватолинский Леонид Еливферьевич, Щетинина Любовь Григорьевна, Баев Павел Александрович
МПК / Мітки
МПК: A61B 17/56, A61F 2/00
Мітки: виготовлення, кінцівки, вкладиша, приймальної, спосіб, протеза, гільзи
Код посилання
<a href="https://ua.patents.su/2-77848-sposib-vigotovlennya-vkladisha-prijjmalno-gilzi-proteza-kincivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вкладиша приймальної гільзи протеза кінцівки</a>
Спосіб виготовлення вкладиша для гільзи протеза кінцівки

Номер патенту: 55719
Опубліковано: 15.06.2005
Автори: Щетиніна Любов Григоровна, Ватолінський Леонід Єлівферійович, Тимофєєв Ігор Леонідович
МПК: A61F 2/80
Мітки: виготовлення, спосіб, вкладиша, кінцівки, гільзи, протеза
Формула / Реферат:
1. Спосіб розміщення лінійних залізобетонних конструкцій на залізничній платформі, згідно з яким лінійні залізобетонні конструкції в кожному багатоярусному штабелі укладаються одна на одну та кожен штабель розташовується вздовж платформи з використанням двох підкладок симетрично вертикальним площинам, які проходять через поздовжню та поперечну осі платформи, який відрізняється тим, що сусідні конструкції в кожному ярусі укладаються з...
Спосіб виготовлення вкладиша для гільзи протеза
Номер патенту: 68660
Опубліковано: 16.08.2004
Автори: Тимофєєв Ігор Леонідович, Салєєва Антоніна Денисівна, Ватолінський Леонід Єлівферійович, Щетиніна Любов Григорівна
МПК: A61F 2/78
Мітки: вкладиша, протеза, виготовлення, гільзи, спосіб
Формула / Реферат:
Спосіб виготовлення вкладиша для гільзи протеза, відповідно до якого на гіпсову модель надягають ізолюючу полівінілспиртову плівку з запаяним торцем, на дистальний відділ гіпсової моделі насаджують шаблон з отвором для лиття, в який заливають силіконовий каучук з каталізатором, після полімеризації його, на гіпсову модель з одержаним пом'якшуючим елементом, розміщують необхідну кількість шарів трикотажного рукава, надягають на них чохол з...
Спосіб виготовлення зм’якшувального вкладиша в протез нижньої кінцівки
Номер патенту: 74913
Опубліковано: 15.02.2006
Автори: Кабаненко Ірина Вадимівна, Гришко Євгенія Кузьмівна, Чернов Євген Іванович, Бєлєвцова Людмила Олегівна, Певицька Галіна Іванівна, Хмелевська Ірина Орестівна
МПК: A61F 2/80
Мітки: виготовлення, кінцівки, зм'якшувального, протез, спосіб, нижньої, вкладиша
Формула / Реферат:
Спосіб виготовлення зм'якшувального вкладиша в протез нижньої кінцівки, що включає формування по гіпсовому позитиву кукси шарів із полімерної композиції, армованої шарами трикотажного матеріалу з використанням обмежуючої оправки, обрізання заготовки до необхідної форми, який відрізняється тим, що як армуючий трикотажний матеріал використовують панчоху, яку спочатку просочують силоксановою композицією наступного складу, (мас. ч.): ...
Спосіб виготовлення зм’якшувального вкладиша в протез нижньої кінцівки

Номер патенту: 61430
Опубліковано: 15.06.2005
Автори: Сулима Володимир Миколайович, Салєєва Антоніна Денисівна, Новицький Сергій Леонідович, Чернов Євген Іванович, Луковенко Олександр Олександрович
МПК: A61F 2/80
Мітки: протез, спосіб, вкладиша, зм'якшувального, кінцівки, нижньої, виготовлення
Формула / Реферат:
Спосіб виготовлення зм'якшувального вкладиша в протез нижньої кінцівки шляхом заливки силоксанової композиції, формування з неї вкладиша, полімеризації та обрізання країв заготовки, який відрізняється тим, що силоксанову композицію у складі (% мас.): каучук СКТН марки "А" 11-12; "біла сажа" 8-9; поліметилсилоксан ПМС-200 ...
Спосіб виготовлення металевої приймальної гільзи гомілки
Номер патенту: 10127
Опубліковано: 30.09.1996
Автори: Торішний Василь Йосипович, Бушманов Микола Степанович, Бажина Олена Миколаївна
МПК: A61F 2/60
Мітки: металевої, гомілки, гільзи, приймальної, виготовлення, спосіб
Формула / Реферат:
Способ изготовления металлической приемной гильзы голени, включающий формирование индивидуальной гипсовой матрицы-негатива культи конечности, изготовление металлической заготовки, размещение ее в матрице и воздействие на заготовку энергией импульсного источника, отличающийся тем, что металлическую заготовку изготавливают по картонному шаблону, размеры которого определяют по замерам внутренних периметров гипсовой матрицы и вычисляют по...
Попередній патент: Клей термопластичний
Наступний патент: Холодильна плита для металургійних печей
Випадковий патент: Вузол подачі тіста формувальної машини