Дубинський Борис Євгенович
Спосіб холодного прокатування тонких штаб
Номер патенту: 71895
Опубліковано: 25.07.2012
Автори: Сердюк Іван Олексійович, Дворніков Сергій Геннадійович, Шебаніц Едуард Миколайович, Кравчук Микола Тимофійович, Побегайло Олег Андрійович, Присяжний Андрій Григорович, Ситніков Григорій Миколайович, Дубинський Борис Євгенович, Пальчіков Андрій Володимирович
Мітки: штаб, холодного, спосіб, прокатування, тонких
Формула / Реферат:
Спосіб холодного прокатування тонких штаб, що включає двоетапне прокатування, який відрізняється тим, що перший етап прокатування проводять на багатоклітьовому стані з сумарним відносним обтисканням 74¸80 %, а другий етап - на одноклітьовому реверсивному чи дресирувальному стані з відносним обтисканням 5¸5,5 %.
Ущільнювальний вузол підшипника рідинного тертя
Номер патенту: 79869
Опубліковано: 25.07.2007
Автори: Зеленський Віктор Євгенович, Свірський Іосіф Борухович, Сіняков Ігор Віталійович, Дубинський Борис Євгенович, Пушков Валерій Васильович, Воробйов Андрей Олексійович
МПК: F16C 33/72, F16J 15/32, B21B 31/00 ...
Мітки: рідинного, ущільнювальний, вузол, тертя, підшипника
Формула / Реферат:
Ущільнювальний вузол підшипника рідинного тертя, переважно валка прокатного стана, що містить кришку з дренажним отвором, установлену на нерухомому корпусі підшипника біля бочки валка, манжетні ущільнення для герметизації робочої порожнини підшипника, установлені між порожниною підшипника і дренажним отвором на зв'язаній з валком через втулку-цапфу підшипника насадці, що встановлена з можливістю обертання, та сполучені з контактними...
Спосіб підготовки литих слябів
Номер патенту: 21298
Опубліковано: 15.03.2007
Автори: Мурашкін Олександр Вікторович, Пушков Валерій Васильович, Фінаков Євген Володимирович, Дубинський Борис Євгенович, Бойко Володимир Семенович, Устенко Павло Анатолійович, Климанчук Владислав Владиславович, Ларіонов Олександр Олексійович
МПК: B23D 7/00
Мітки: підготовки, литих, слябів, спосіб
Формула / Реферат:
Спосіб підготовки литих слябів, що включає поперечну порізку безперервно литих заготовок на штанги й порізку штанг на сляби, який відрізняється тим, що в лінії машини безперервного лиття заготовок (МБЛЗ) перед порізкою заготовок на штанги їхню довжину в гарячому стані (збільшену до найближчого значення розмірного ряду) визначають за формулою:де L -...
Ущільнювальний вузол підшипника
Номер патенту: 15572
Опубліковано: 17.07.2006
Автори: Воробйов Андрей Олексійович, Сіняков Ігор Віталійович, Свірський Іосіф Борухович, Пушков Валерій Васильович, Зеленський Віктор Євгенович, Дубинський Борис Євгенович
МПК: F16C 33/72
Мітки: ущільнювальний, підшипника, вузол
Формула / Реферат:
Ущільнювальний вузол підшипника, що містить кришку з дренажним отвором, встановлену на нерухомому корпусі підшипника біля бочки валка, манжетні ущільнення для герметизації робочої порожнини підшипника, які установлені між порожниною підшипника і дренажним отвором на зв'язаній з валком через втулку-цапфу підшипника насадці, що виконана з можливістю обертання, та торкаються контактних поверхонь кришки, а також містить захисну манжету,...
Спосіб зміцнення лезового металорізального інструменту
Номер патенту: 6770
Опубліковано: 16.05.2005
Автори: Рябухін Володимир Федорович, Дубинський Борис Євгенович, Мазур Владислав Олександрович, Климанчук Владислав Владиславович, Кіріцева Тетяна Анатолієвна, Норка Сергій Петрович, Самотугін Сергій Савелійович, Ковальчук Олексій Васильович, Сєроухов Сергій Олександрович
МПК: B21K 9/00
Мітки: спосіб, інструменту, зміцнення, лезового, металорізального
Формула / Реферат:
Спосіб зміцнення лезового металорізального інструменту, що включає обробку висококонцентрованим джерелом нагріву передньої і задньої поверхні, який відрізняється тим, що обробку виконують повздовж передньої поверхні з утворенням зміцненої зони з шириною, яку визначають з виразу bf+aл, деf - відстань від вершини леза до лунки на...
Спосіб керування механізмом центрування сталевої стрічки на агрегаті безперервного гарячого цинкування та система для його реалізації
Номер патенту: 51960
Опубліковано: 16.12.2002
Автори: Кравцов Олексій Вадимович, Луковка Петро Володимирович, Доренський Володимир Миколайович, Саркіц Ігор Генадійович, Шинкаренко Сергій Іванович, Будніков Володимир Іванович, Ощепков Анатолій Миколайович, Любченко Іван Веніаминович, Безлюдько Геннадій Яковлевич, Гладковський Савелій Петрович, Норка Сергій Петрович, Зеленський Віктор Євгенович, Дубинський Борис Євгенович
МПК: B23D 25/00
Мітки: механізмом, сталевої, система, стрічки, безперервного, керування, спосіб, реалізації, агрегаті, гарячого, центрування, цинкування
Формула / Реферат:
1. Спосіб керування механізмом центрування сталевої стрічки на агрегаті безперервного гарячого цинкування, що включає визначення розміру зміщення стрічки відносно поздовжньої осі агрегату, формування заданого кута розгортання поворотної рами центруючого барабана відносно її середнього положення, формування керуючого сигналу на гідропривід поворотної рами центруючого барабана, розгортання центруючого барабана, який відрізняється тим, що з...
Заготівка для виробництва горячекатаних листів
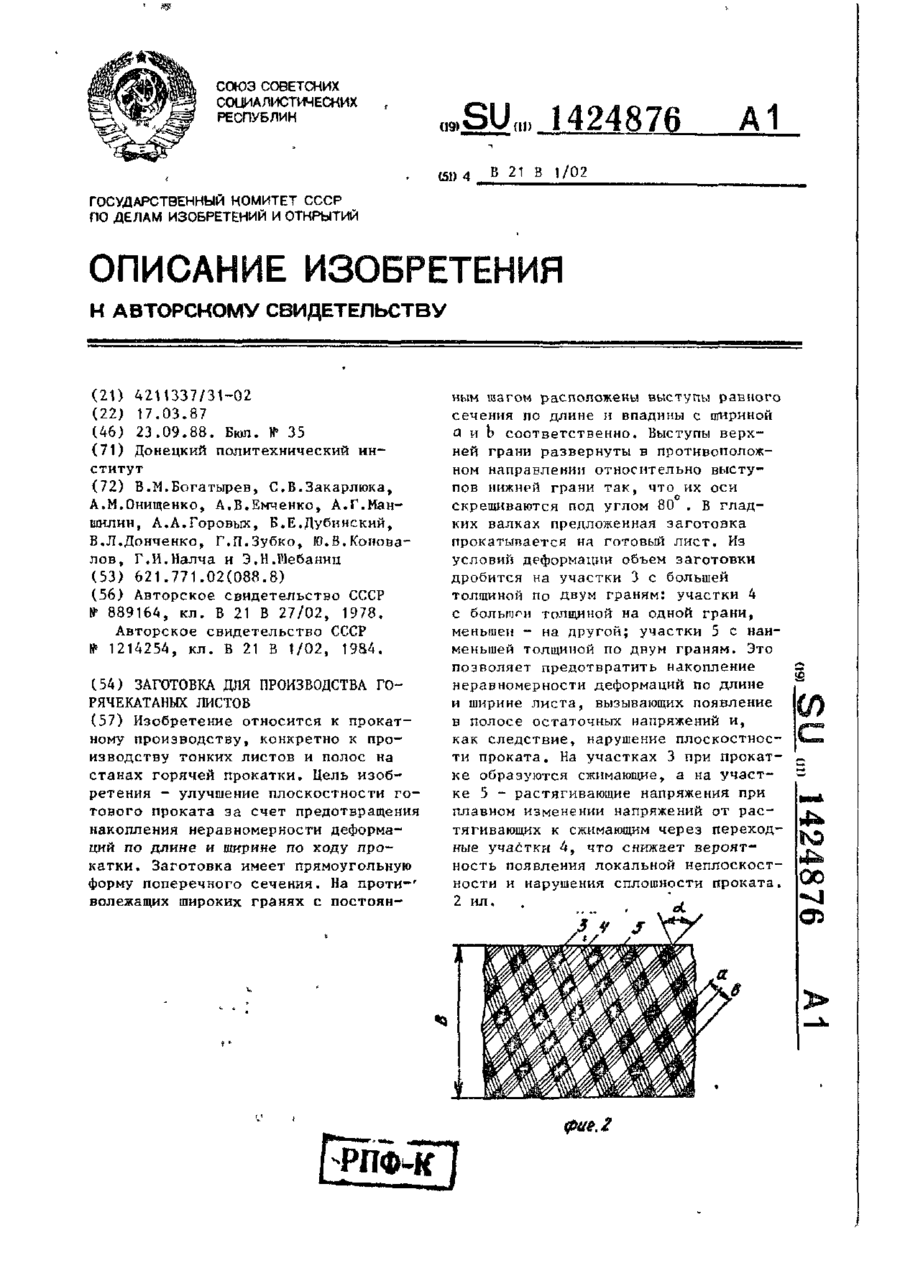
Номер патенту: 7899
Опубліковано: 26.12.1995
Автори: Маншилін Олександр Гейнійович, Донченко Вячеслав Леонідович, Закарлюка Сергій Володимирович, Коновалов Юрій В'ячеславович, Дубинський Борис Євгенович, Налча Георгій Іванович, Оніщенко Олександр Михайлович, Ємченко Андрій Валентинович, Богатирьов Володимір Михайлович, Горових Олександр Андрійович, Зубко Геннадій Павлович, Шебаніц Едуард Миколайович
МПК: B21B 1/02
Мітки: заготівка, горячекатаних, виробництва, листів
Формула / Реферат:
Заготовка для производства горячекатаных листов, имеющая прямоугольную форму поперечного сечения, а на широких гранях последовательно чередующиеся с постоянным шагом выступы и впадины, отличающаяся тем, что, с целью улучшения плоскостности готового проката за счет предотвращения накопления неравномерности деформаций по длине и ширине по ходу прокатки, выступы обеих граней наклонены под равными углами к продольной оси заготовки, причем...