Спосіб зміцнення лезового металорізального інструменту
Номер патенту: 6770
Опубліковано: 16.05.2005
Автори: Мазур Владислав Олександрович, Климанчук Владислав Владиславович, Самотугін Сергій Савелійович, Ковальчук Олексій Васильович, Рябухін Володимир Федорович, Кіріцева Тетяна Анатолієвна, Дубинський Борис Євгенович, Сєроухов Сергій Олександрович, Норка Сергій Петрович
Формула / Реферат
Спосіб зміцнення лезового металорізального інструменту, що включає обробку висококонцентрованим джерелом нагріву передньої і задньої поверхні, який відрізняється тим, що обробку виконують повздовж передньої поверхні з утворенням зміцненої зони з шириною, яку визначають з виразу b![]() f+aл, де
f+aл, де
f - відстань від вершини леза до лунки на передній поверхні;
aл - ширина лунки на передній поверхні,
та глибиною, рівною або перевищуючою межу зношення по задній поверхні на 10-20 %, С=(1,0...1,2)h3.
Текст
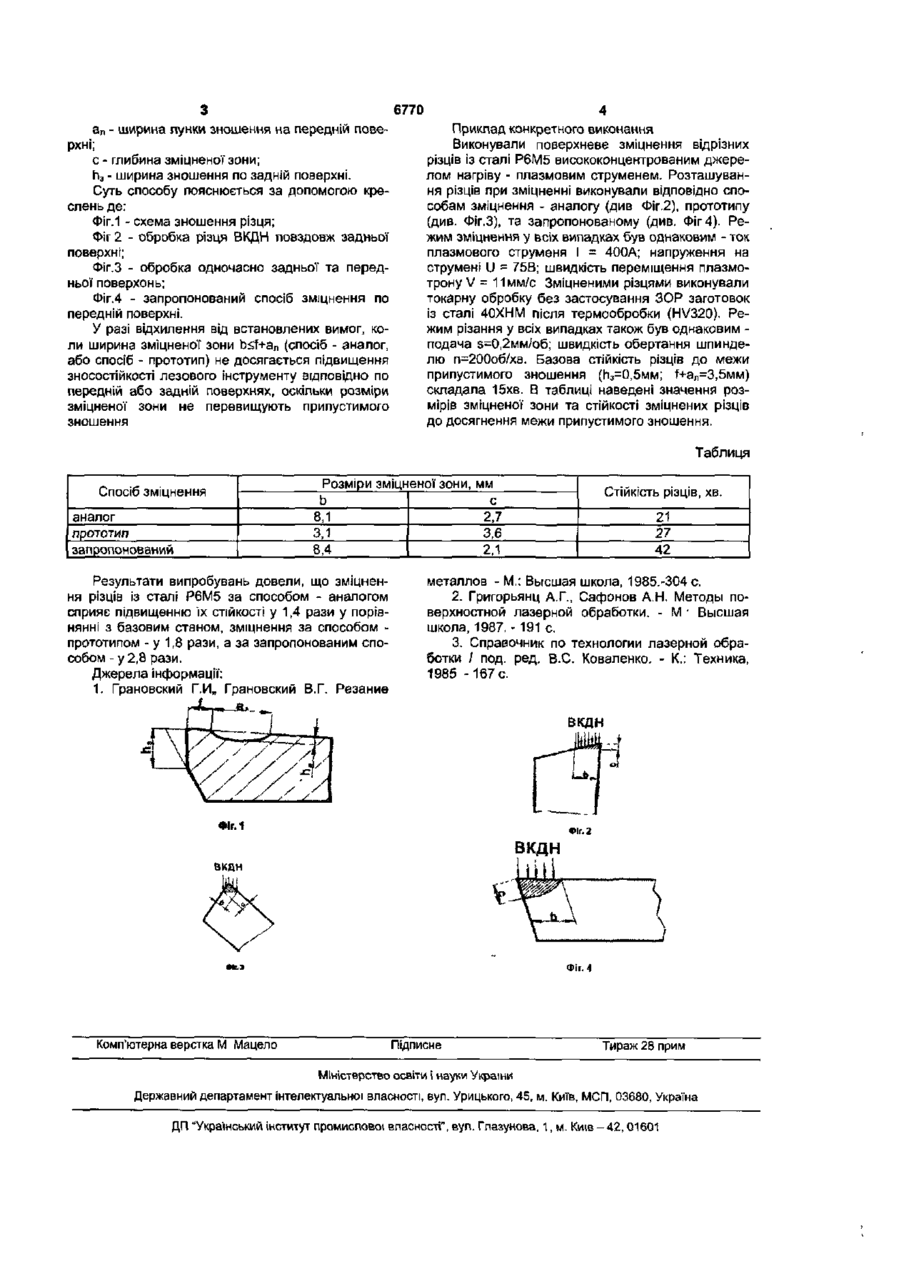
Спосіб зміцнення лезового металорізального інструменту, що включає обробку висококонцентрованим джерелом нагріву передньої і задньої поверхні, який відрізняється тим, що обробку виконують повздовж передньої поверхні з утворенням зміцненої зони з шириною, яку визначають з виразу b > f+an, де f - відстань від вершини леза до лунки на передній поверхні; а„ - ширина лунки на передній поверхні, та глибиною, рівною або перевищуючою межу зношення по задній поверхні на 10-20 %, C=(1,0...1,2)h3. Корисна модель відноситься до галузі термообробки виробів, принаймні до поверхневого зміцнення лезового інструменту, виготовленого з інструментальних сталей або твердих сплавів. Під час експлуатації лезового інструменту його зношення (затуплення) відбувається як по задній так і по передній поверхням. Кількісними параметрами зношення інструменту прийнято вважати ширину зношення по задній поверхні (гі3), відстань від вершини леза до лунки на передній поверхні (f), ширину лунки зношення на передній поверхні (an) [1]. За відомим способом зміцнення лезового інструменту виконують його обробку висохоконцентрованим джерелом нагріву (ВКДН) повздовж задньої поверхні [2]. Це призводить до утворення зміцненої (гартованої) зони шириною (Ь) та глибиною (с). Інструмент, зміцнений за відомим способом, має підвищену зносостійкість по задній поверхні завдяки підвищенню твердості та теплостійкості металу зміцненої зони у порівнянні з вихідним станом інструментальної сталі або твердого сплаву Але підвищення зносостійкості по передній поверхні досягається лише до того часу, поки глибина зміцненої зони с перевищує параметр f+a n . Оскільки технологічні можливості ВКДН (лазерного променя, плазмового струменя) не дозволяють отримувати зміцненні зони значної' глибини (більш, ніж 2...Змм), відомий спосіб зміцнення не дозволяє суттєво підвищити зносостійкість лезового інструменту (наприклад, різців, фрез). Найбільш близьким технічним рішенням, що прийнято за прототип, є спосіб зміцнення лезового Інструменту обробкою ВКДН одночасно і передньої і задньої поверхні, при якому обробку виконують повздовж вершини леза [2]. Спосіб дає можливість підвищити зносостійкість лезового інструменту по передній поверхні, оскільки в даному випадку глибина зміцненої зоні с підвищується у порівнянні зі способом - аналогом завдяки перерозподілу теплової' енергії' ВКДН між оброблювальними поверхнями. Але при цьому пропорційно зменшується ширина зміцненої зони Ь, що викликає зменшення зносостійкості по задній поверхні. В основу корисної' моделі поставлене завдання удосконалення способу зміцнення лезового металорізального інструменту, в якому зміна умов ди ВКДН дозволить збільшити зону зміцнення, що суттєво збільшить зносостійкість інструмента. Поставлене завдання досягається тим, що у способі зміцнення лезового інструменту, що вимагає зміцнення передньої і задньої поверхні, обробку ВКДН, у відповідності до корисної моделі, виконують повздовж передньої поверхні, при цьому режим обробки призначають таким, щоб розміри зміцненої зони ширина та глибина, перевищували параметри зношення даного типу інструменту відповідно по передній та по задній поверхні. b>f+an; c>h3 де: b - ширина зміцненої зони; f - відстань від вершини леза до лунки на передній поверхні; 6770 а л - ширина лунки зношення на передній поверхні; с - глибина зміцненої зони; h3 - ширина зношення по задній поверхні. Суть способу пояснюється за допомогою креслень де: Фіг.1 - схема зношення різця; Фіг 2 - обробка різця ВКДН повздовж задньої поверхні; Фіг.З - обробка одночасно задньої та передньої поверхонь; Фіг.4 - запропонований спосіб зміцнення по передній поверхні. У разі відхилення від встановлених вимог, коли ширина зміцненої зони b
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for strengthening the blade metal cutting tool
Автори англійськоюSamotuhin Serhii Saveliiovych, Klimanchuk Vladyslav Vladyslavovych, Klimanchuk Vladyslav Vladyslavovych, Dubinskyi Borys Yevhenovych, Norka Serhii Petrovych, Mazur Vladyslav Oleksandrovych, Kovalchuk Oleksii Vasyliovych
Назва патенту російськоюСпособ упрочнения лезвийного металлорежущего инструмента
Автори російськоюСамотугин Сергей Савелиевич, Климанчук Владислав Владиславович, Дубинский Борис Евгеньевич, Норка Сергей Петрович, Мазур Владислав Александрович, Ковальчук Алексей Васильевич
МПК / Мітки
МПК: B21K 9/00
Мітки: зміцнення, лезового, спосіб, металорізального, інструменту
Код посилання
<a href="https://ua.patents.su/2-6770-sposib-zmicnennya-lezovogo-metalorizalnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення лезового металорізального інструменту</a>
Спосіб зміцнення висічного стального інструменту
Номер патенту: 35056
Опубліковано: 15.03.2001
Автори: Стецьків Остап Петрович, Сторошук Володимир Андрійович
Мітки: зміцнення, інструменту, спосіб, стального, висічного
Формула / Реферат:
Спосіб зміцнення висічного стального інструменту, який складається зі зміцнення і формування леза, відрізняється тим, що додатково проводиться термообробка інструменту до встановлення твердості 38-40 HRC, після чого проводиться зміцнення тертям до твердості 51-56 HRC на тибину 450-500 мкм, а формування леза проводиться електроабразивним шліфуванням до товщини зміцненого шару 200 мкм.
Спосіб зміцнення різального інструменту
Номер патенту: 32740
Опубліковано: 15.02.2001
Автори: Штученко Сергій Юрійович, Мірошніченко Юрій Вікторович, Зінов'єв Микола Іванович, Калиниченко Володимир Васильович
МПК: B23H 5/00
Мітки: зміцнення, спосіб, різального, інструменту
Текст:
...покриття у порівнянні з традиційним єлетроерозійним легуванням. На другому етапі здійснюється обробка матеріалу різальної пластини з нанесеним зносостійким покриттям в імпульсному магнітному полі. Вплив магнітних імпульсів призводить до підвищення стискуючих залишкових напружень у поверхневому шарі пластини, що об'єднує зносостійке покриття та дифузійну перехідну зону. Вибітз у якості матеріала покриття з'єднань та сплавів, близьких за...
Багатошарове покриття для металорізального інструменту

Номер патенту: 66171
Опубліковано: 15.04.2004
Автори: Маковкін Олег Миколайович, Гладкий Ярослав Миколайович
МПК: C23C 28/00, B23P 15/28
Мітки: багатошарове, металорізального, покриття, інструменту
Формула / Реферат:
Багатошарове покриття для металорізального інструменту, поверхня якого складається зі зносостійких шарів на різальній частині, яке відрізняється тим, що один із шарів покриття металорізального інструменту є гідридом металу (МеН), з якого виділяється водень при механічній обробці різанням після локального руйнування оболонки і розігріванні гідриду до температури 200... 300 °С, при цьому водень дифундує в зону різання.
Спосіб одержання металорізального інструменту
Номер патенту: 2998
Опубліковано: 26.12.1994
Автори: Бондаренко Олександр Вікторович, Бондарюк Ніколай Ніколаєвіч, Малимон Валентина Ігорівна, Жуков Андрій Олександрович
Мітки: одержання, металорізального, інструменту, спосіб
Формула / Реферат:
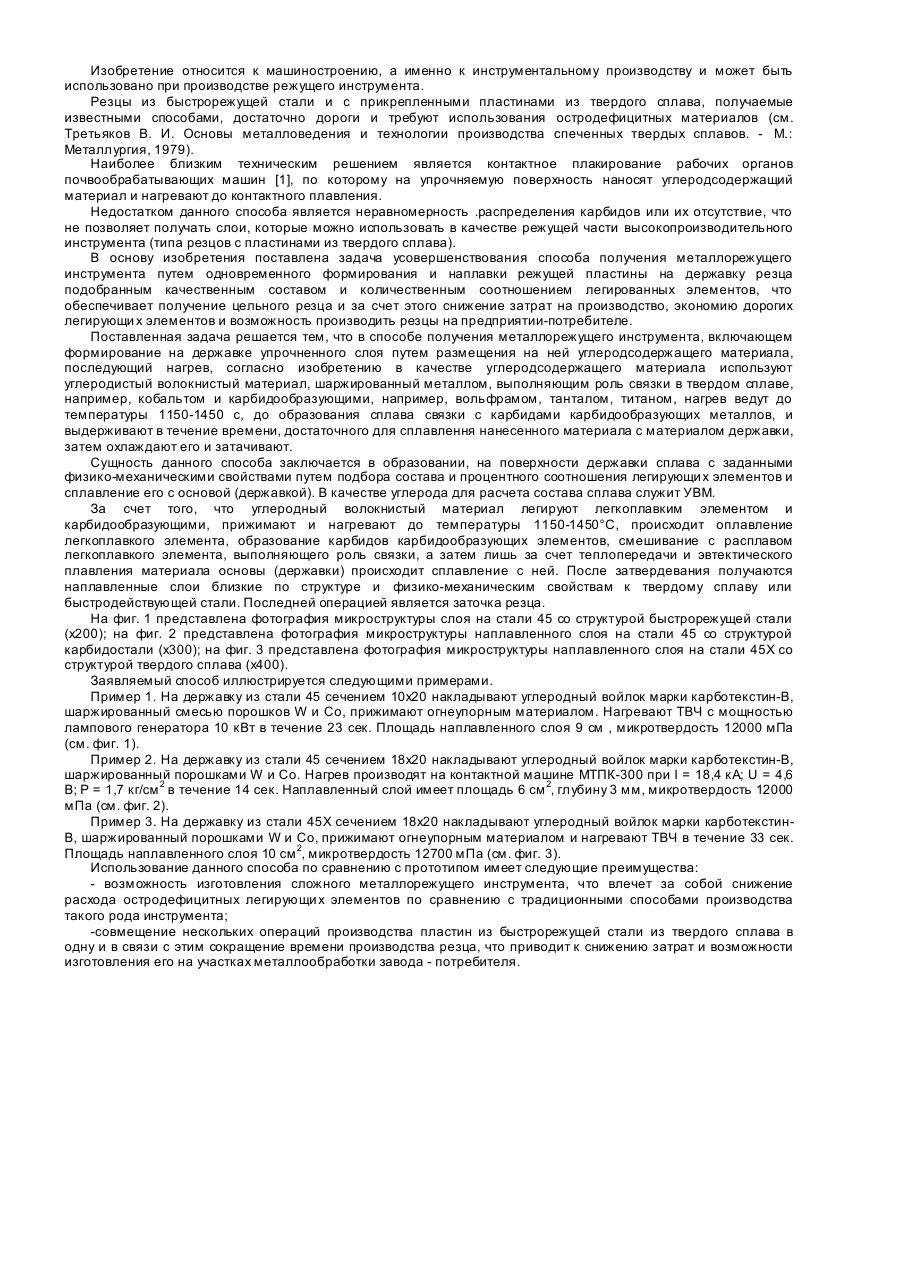
Способ получения металлорежущего инструмента, включающий формирование на державке упрочненного слоя путем размещения на ней углеродсодержащего материала, последующий нагрев, отличающийся тем, что в качестве углеродсодержащего материала используют углеродистый волокнистый материал, шаржированный металлом, выполняющим роль связки в твердом сплаве, например кобальта, им карбидообразующими, например, вольфрамом, танталом, титаном, нагрев ведут до...
Спосіб зміцнення різального інструменту
Номер патенту: 18658
Опубліковано: 25.12.1997
Автори: Панасенко Людміла Іванівна, Персіянов Сєргєй Валерьєвіч, Погосов Алєксандр Гургєновіч, Березняк Олександр Олександрович, Костенко Анатолій Олександрович, Спицкий Василій Іванович
МПК: C21D 1/09
Мітки: спосіб, різального, зміцнення, інструменту
Формула / Реферат:
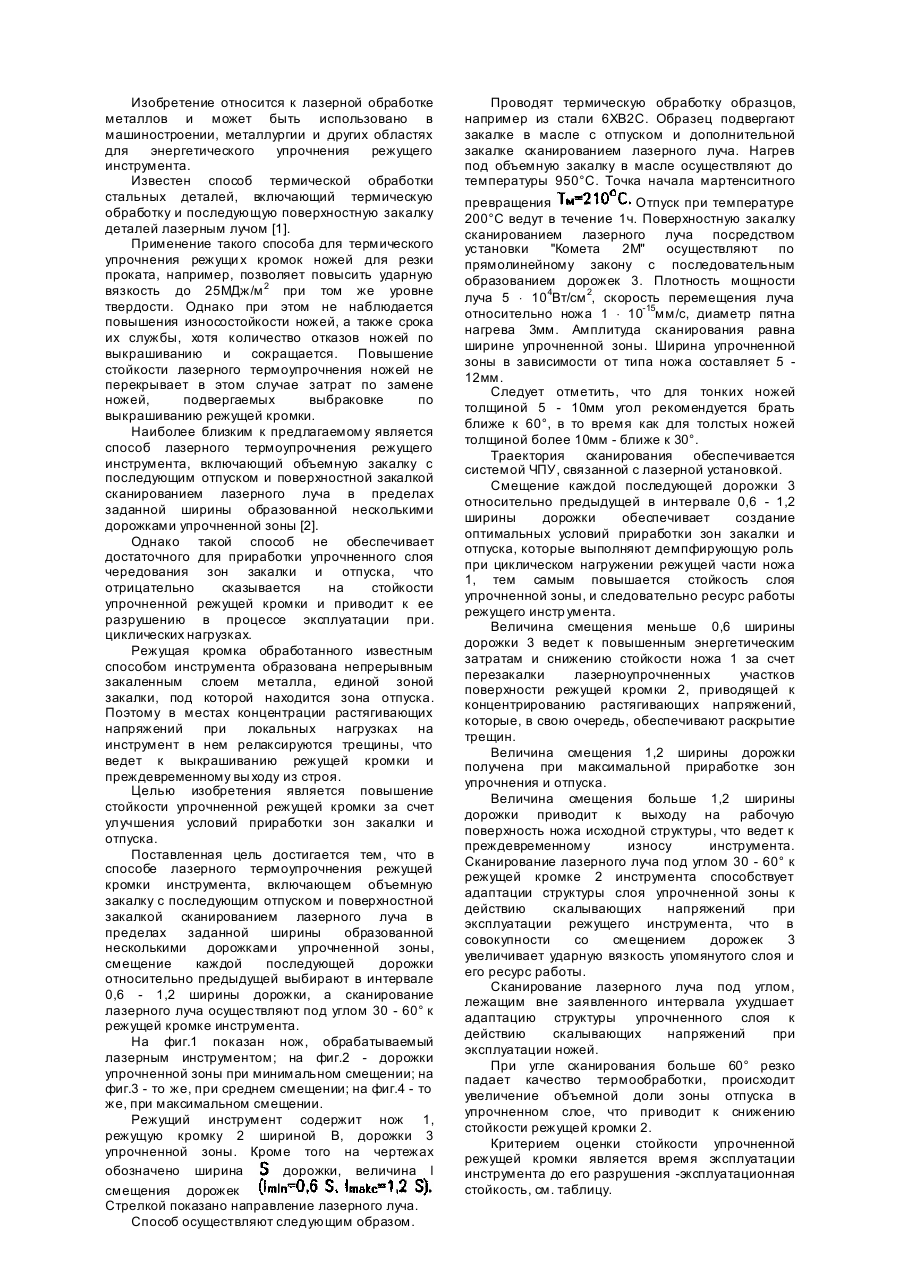
Способ упрочнения режущего инструмента, включающий объемную закалку, отпуск и поверхностную закалку перемещающимся лазерным лучом, направленным под заданным углом к режущей кромке инструмента и с образованием дорожек упрочнения с заданным смещением относительно друг друга по отношению к ширине отдельной дорожки, отличающийся тем, что лазерный луч при закалке направляют под углом 30 - 60°, а образование дорожек упрочнения осуществляют со...
Попередній патент: Пристрій для очищення стічних вод
Наступний патент: Спосіб визначення показань до тромболізису
Випадковий патент: Спосіб моделювання бактероїдного абсцесу