Спосіб одержання формувальних сумішей із зв`язуючим з відходів пінополістиролу
Номер патенту: 88670
Опубліковано: 10.11.2009
Автори: Шинський Олег Йосипович, Стрюченко Андріан Олександрович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Найдек Володимир Леонтійович

Формула / Реферат
Спосіб одержання формувальних сумішей із зв'язуючим з відходів пінополістиролу, який відрізняється тим, що в суміш додають 1,0-1,5 % мас. рідкого скла, а суміш у сирому стані до звільнення її з оснастки продувають вуглекислотою.
Текст
Спосіб одержання формувальних сумішей із зв'язуючим з відходів пінополістиролу, який відрізняється тим, що в суміш додають 1,0-1,5%мас. рідкого скла, а суміш у сирому стані до звільнення її з оснастки продувають вуглекислотою. (19) (21) a200708723 (22) 30.07.2007 (24) 10.11.2009 (46) 10.11.2009, Бюл.№ 21, 2009 р. (72) ШИНСЬКИЙ ОЛЕГ ЙОСИПОВИЧ, НАЙДЕК ВОЛОДИМИР ЛЕОНТІЙОВИЧ, СТРЮЧЕНКО АНДРІАН ОЛЕКСАНДРОВИЧ, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ (73) ФІЗИКО-ТЕХНОЛОГІЧНИЙ ІНСТИТУТ МЕТАЛІВ ТА СПЛАВІВ НАН УКРАЇНИ 3 88670 додавання у суміш рідкого скла та без обробки СО2 сира міцність сумішей є вкрай недостатньою всього 0,07-0,09кгс/см2. При додаванні до суміші з полістирольним зв'язуючим у невеликій кількості (1,0-1,5%) рідкого скла сира міцність на стискання 2 суміші дещо підвищується з 0,07-0,09кгс/см до 0,13кгс/см2. Цей помітний вплив рідкого скла може бути пояснений тим, що рідке скло у контакті з полістирольним зв'язуючим викликає гелеутворення останнього. Логічно припустити, що аналогічний процес має місце також у формувальній суміші. Таким чином, рідке скло викликає утворення структурної сітки полімеру полістиролу, а з цим пов'язано безперервне збільшення в'язкості гелю полістиролу, що має своїм наслідком збільшення сирої міцності на стискання формувальних сумішей з таким зв'язуючим. Але основне збільшення сирої міцності на стискання формувальних сумішей з полістирольним зв'язуючим при додаванні рідкого скла досягається шляхом продування суміші вуглекислотою СО2. При цьому така міцність у сирому стані різко зростає. Так при додаванні у суміш рідкого скла у кількості 1% (понад 100%) міцність на стискання зросла у 3 рази, а 1,5% рідкого скла - у 5 разів. Таким чином, проблема підвищення сирої міцності на стискання формувальних сумішей з пінополістирольним зв'язуючим вирішується додаванням у такі суміші невеликої (1,0-1,5%) кількості рідкого скла з послідуючим продуванням СО2 до звільнення стрижня чи форми з оснастки. 4 Якщо 40%-й розчин відходів пінополістиролу та рідке скло діють у суміші на стадії її перебування у сирому стані при виготовленні формувальних виробів, то високу міцність вироби набувають завдяки полістиролу тільки після перебування їх у сушильній шафі згідно до запровадженого режиму теплової обробки. Приклад конкретного виконання Виготовлення стрижня Ø20мм та довжиною 200мм у стрижневому ящику з 2-х половинок, які скріплюються струбциною. Виготовлення стрижня з такими розмірами із суміші з низькою міцністю на стискання у сирому стані без застосування драйерів неможливо по причині його руйнування при вивільненні з оснастки. Готуємо суміш із кварцового піску з 2% полістиролу із 40%-го розчину та 1,5% рідкого скла. При цьому рідке скло бажано вводити у суміш після додавання до неї 40%-го розчину. Після заповнення та ущільнення суміші в оснастці продуваємо її вуглекислотою СО2 протягом 1 хвилини. Роз'єм оснастки та вивільнення з неї стрижня не викликає труднощів. Драйери не потрібні. Запропонований спосіб підвищення сирої міцності на стискання формувальних сумішей з пінополістирольним зв'язуючим дозволяє підвищити продуктивність праці при виготовленні форм та стрижнів, поліпшити їх якість, та, що дуже важливо, відмовитись від необхідності застосування драйерів. Таблиця Сира міцність на стискання формувальних сумішей з пінополістирольним зв'язуючим в залежності від впливу рідкого скла та обробки СО2 Інгредієнти Пісок 40%-й розчин відходів пінополістиролу у живичному скипидарі Рідке скло М-2,5, щільність 1,47т/см3 (понад 100%) Міцність суміші на стискання у сирому стані, кгс/см2: - до обробки СО2 - після обробки СО2 Джерела інформації: 1. Лясс A.M. Современные связующие материалы и область их применения. М., Машгиз, 1955, - 60с. 2. Формовочные материалы и технология литейной формы: Справочник (С.С.Жуковский, Комп’ютерна верстка Н. Лиcенко Склад сумішей, мас. % 1 2 3 95 95 95 5 5 5 1 1,5 0,07-0,09 0,13 0,40 0,13 0,65 Г.А.Анисович, Н.П.Давыдович и др.) под общ. редакцией С.С.Жуковского. - М.: Машиностроение, 1993, - 432с. 3. Черников В.Г. Полистирол в качестве связующего. - Литейное производство, 1971, №11, с.11-12. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing molding sand with binder from cellular polystyrene wastes
Автори англійськоюShynskyi Oleh Yosypovych, Naidek Volodymyr Leontiiovych, Striuchenko Andrian Oleksandrovych, Shynskyi Ihor Olehovych
Назва патенту російськоюСпособ получения формовочных смесей свяжущим из отходов пенополистирола
Автори російськоюШинский Олег Иосифович, Найдек Владимир Леонтьевич, Стрюченко Андриан Александрович, Шинский Игорь Олегович
МПК / Мітки
Мітки: пінополістиролу, сумішей, одержання, відходів, зв'язуючим, формувальних, спосіб
Код посилання
<a href="https://ua.patents.su/2-88670-sposib-oderzhannya-formuvalnikh-sumishejj-iz-zvyazuyuchim-z-vidkhodiv-pinopolistirolu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання формувальних сумішей із зв`язуючим з відходів пінополістиролу</a>
Спосіб одержання лужно-силікатних формувальних сумішей для ливарних оболонкових форм та стрижнів в нагрітій оснастці
Номер патенту: 58795
Опубліковано: 15.08.2003
Автори: Юрченко Олег Васильович, Макаревич Олександр Павлович
МПК: B22C 1/16
Мітки: ливарних, формувальних, нагрітій, одержання, оснастці, стрижнів, форм, спосіб, лужно-силікатних, оболонкових, сумішей
Формула / Реферат:
1. Спосіб одержання лужно-силікатних формувальних сумішей для ливарних оболонкових форм та стрижнів в нагрітій оснастці, яка включає введення та змішування компонентів формувальної суміші, що містить вогнетривкий наповнювач, водний розчин лугу та аморфний кремнезем, який відрізняється тим, що суміш додатково містить технологічні домішки, а змішування всіх компонентів формувальної суміші проводять одночасно.2. Спосіб по п. 1, який...
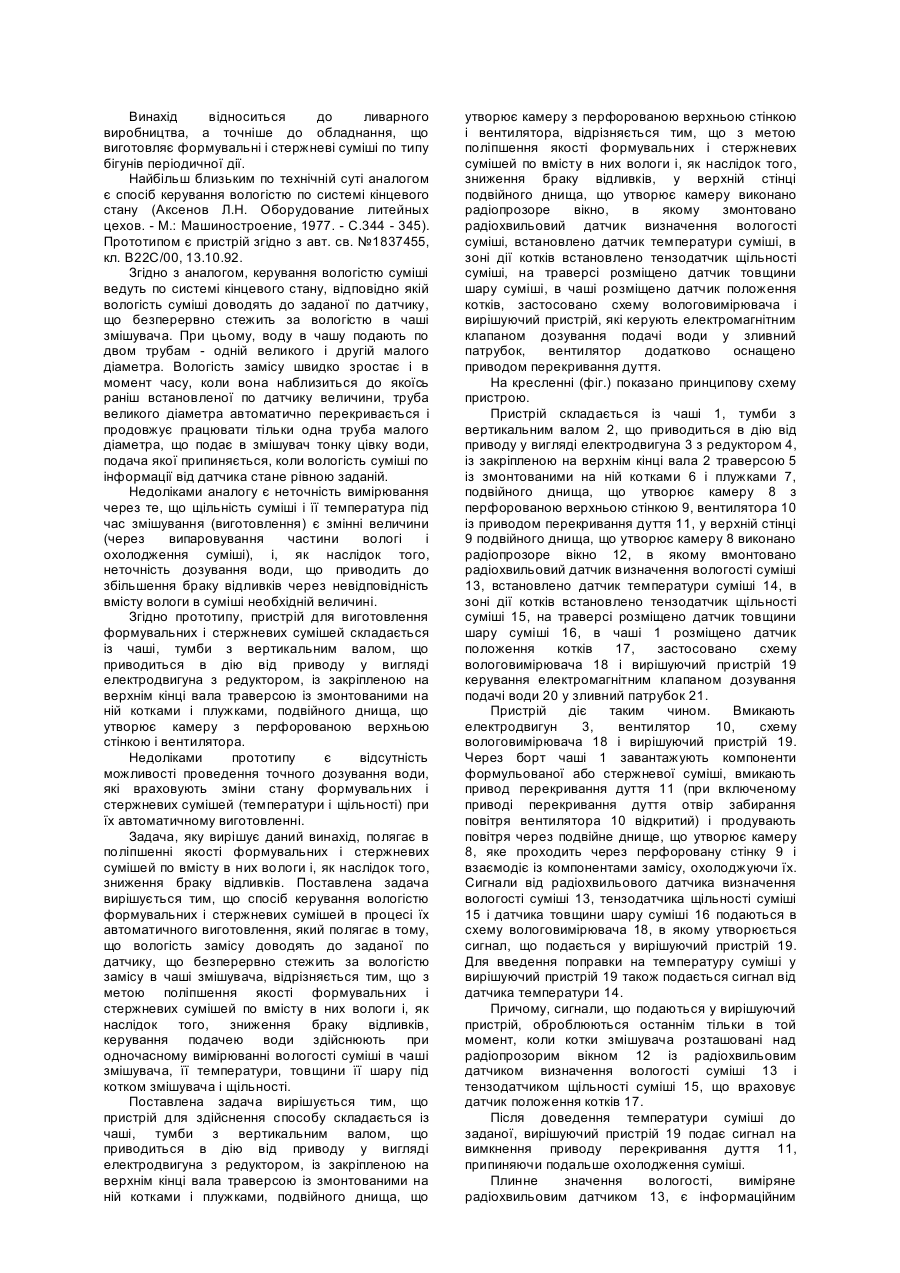
Спосіб контролю та керування вологістю формувальних сумішей в процесі їх автоматичного виготовлення
Номер патенту: 22849
Опубліковано: 21.04.1998
Автор: Кошурко Володимир Олексійович
МПК: B22D 46/00
Мітки: сумішей, автоматичного, формувальних, керування, спосіб, виготовлення, вологістю, процесі, контролю
Формула / Реферат:
Спосіб контролю та керування вологістю формувальних сумішей в процесі їх автоматичного, виготовлення, який полягає в тому, що контролюють доведення вологості суміші датчиком вологості, який відрізняється тим, що додатково вимірюють щільність і температуру формувальної суміші за допомогою відповідно тензодатчика та датчика температури, встановлених в зоні дії котків змішувача, сигнали від яких змінюються одночасно із зміною щільності і...
Спосіб вібропресування формувальних сумішей
Номер патенту: 34261
Опубліковано: 15.02.2001
Автори: Рагозін Олег Анатолійович, Іскович-Лотоцький Ростислав Дмитрович, Пішенін Володимир Олексійович, Вірник Микола Миколайович
МПК: B28B 3/00, B22C 15/00
Мітки: сумішей, вібропресування, формувальних, спосіб
Текст:
...1 викликає по вторне пікоподібне навантаження (див. фіг. 2), після якого відбувається розвантаження суміші з величиною зусилля рівною зусиллю статичного притиснення (Fр=Fст). Повне розвантаження сприяє кращій переорієнтації частинок формувальної суміши, а часткове розвантаження при (Fр=Fст) сприяє попередньому упакуванню частинок перед основним пікоподібним навантаженням. Таким чином, не відбувається розпушення та вирування формувальної...
Спосіб керування вологістю формувальних і стержневих сумішей в процесі їх автоматичного виготовлення і пристрій для його здійснення
Номер патенту: 25310
Опубліковано: 30.10.1998
Автори: Кошурко Володимир Олексійович, Горєва Ірина Іванівна, Скрипник Олександр Вікторович
МПК: B22C 5/00
Мітки: здійснення, виготовлення, пристрій, процесі, сумішей, спосіб, керування, автоматичного, стержневих, формувальних, вологістю
Формула / Реферат:
1. Спосіб керування вологістю формувальних і стержневих сумішей в процесі їх автоматичного виготовлення, який полягає в тому, що вологість замісу доводять до заданої по датчику, що безперервно стежить за вологістю замісу в чаші змішувача, який відрізняється тим, що керування подачею води здійснюють при одночасному вимірюванні вологості суміші в чаші змішувача, її температури, товщини її шару під котком змішувача і щільності.2. Пристрій...
Застосування живичного скипидару як розчинника для відходів пінополістиролу
Номер патенту: 9003
Опубліковано: 15.09.2005
Автори: Терліковський Євгеній Васильович, Стрюченко Андріан Олександрович, Ладарєва Юлія Юріївна, Шинський Олег Йосипович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: C08J 3/02, C08F 12/00, B22C 1/16
Мітки: живичного, скипидару, розчинника, застосування, пінополістиролу, відходів
Формула / Реферат:
Застосування як розчинника відходів пінополістиролу живичного скипидару.
Попередній патент: Пристрій для заповнення екструдера попередньо обробленим термопластичним матеріалом
Наступний патент: Гепатопротекторний засіб для профілактики та лікування токсичного медикаментозного гепатиту, викликаного туберкулостатиками, на основі кверцетину
Випадковий патент: Поршень двигуна внутрішнього згоряння