Спосіб контролю та керування вологістю формувальних сумішей в процесі їх автоматичного виготовлення
Завантажити PDF файл.
Формула / Реферат
Спосіб контролю та керування вологістю формувальних сумішей в процесі їх автоматичного, виготовлення, який полягає в тому, що контролюють доведення вологості суміші датчиком вологості, який відрізняється тим, що додатково вимірюють щільність і температуру формувальної суміші за допомогою відповідно тензодатчика та датчика температури, встановлених в зоні дії котків змішувача, сигнали від яких змінюються одночасно із зміною щільності і температури формувальної суміші І через вирішуючий пристрій керують дозуванням води.
Текст
Винахід відноситься до ливарного виробництва, а точніше до способів контролю І керування вологістю формувальних сумішей в процесі їх автоматичного виготовлення в змішувачах періодичної дії по типу бігунів. Найбільш близьким способом до того, що заявляється є метод остаточного стану [Аксенов П.Н. Оборудование литейных цехов. Изд. 2-е, перераб. и дополн. - М., Машиностроение, 1977, с. 344], суть якого полягає в тому, що вологість суміші доводиться до заданої по датчику вологості, який безперервно стежить за вологістю замісу в чаші змішувача. При цьому вода в чашу подається по двом трубам - одної великого і другої малого діаметру. Спочатку при зволоженні замісу працюють дві труби. Вологість замісу швидко зростає. В момент, коли ця вологість, що вимірюється датчиком наближується до заданої на деяку невелику, раніш встановлену величину, труба великого діаметра автоматично перекривається, і продовжує працювати тільки одна труба малого діаметру, через яку в змішувач подається вже тільки одна маленька струйка води. Подача води автоматично припиняється, коли вологість замісу по інформації від датчика стане рівною до заданої. Недоліком прототипу є невелика точність вимірювання вологості суміші в процесі її виготовлення через те, що її щільність в різних зонах змішувача і температура в різні моменти часу (через охолодження) мають різні значення, що впливає на сигнал від датчика вологи, який керує подачею води в змішувач і як наслідок того невідповідність складу формувальної суміші по вмісту вологи. Задача, яку вирішує даний винахід, полягає в поліпшенні якості формувальних сумішей по вмісту вологи і як наслідок того підвищення якості відливків. Поставлена задача вирішується тим, що спосіб контролю та керування вологістю формувальних сумішей в процесі їх автоматичного виготовлення, який полягає в тому, що контролюють доведення вологості суміші до заданої датчиком вологості, відрізняється тим, що в зоні дії котків змішувача паралельно із датчиком вологості встановлюють тензодатчик і датчик температури, сигнали від яких змінюються одночасно Із зміною щільності формувальної суміші і її температури і поступають у вирішуючий пристрій, який керує дозуванням води. Заявляємий спосіб здійснюється так. В змішувач періодичної дії по типу бігунів, в яких контроль, та керування вологістю формувальних сумішей проводиться по методу остаточного стану, додатково крім датчика вологи, в зону дії котків встановлюють тензодатчик І датчик температури, так як сигнал від датчика вологи залежить від щільності формувальної суміші І її температури, які в свою чергу є змінними величинами, щільність суміші через її активне перемішування, а температура через охолодження за рахунок випаровування частини вологи. Підчас автоматичного виготовлення суміші сигнали від тензодатчика .і датчика температури змінюються одночасно Із зміною щільності формувальної суміші і її температури і поступають у вирішуючий пристрій, який керує дозуванням води. Спосіб перевірявся на Кіровоградському ливарному заводі, на бігунах періодичної дії моделі АМК-2000Н, в яких при виготовленні формувальної суміші триває Π інтенсивне охолодження за рахунок випарювання частини вологи через її Інтенсивне обдування струменями повітря. До застосування способу, що пропонується, в результаті сезонних коливань температури і вологості повітря, максимальні відхилення вологості суміші, при нормі 4%, складали +3%-1,2%. При застосуванні способу, що пропонується, відхилення складають в середньому +0,15. Завдяки застосуванню метода, що заявляється, поліпшується якість формувальної суміші по вмісту вологи і як наслідок того, підвищується якість відливків. Застосування запропонованого методу доцільно в змішуючих бігунах періодичної дії, в яких триває інтенсивне охолодження суміші за рахунок випарювання вологи струменями повітря, наприклад, в змішуючих бігунах моделей 116М2, 15326, 15328 Волковиського заводу ливарного устаткування, або АМК 630, АМК-1250, АМК 2000Н.
ДивитисяДодаткова інформація
Автори англійськоюKoshurko Volodymyr Oleksiiovych
Автори російськоюКошурко Владимир Алексеевич
МПК / Мітки
МПК: B22D 46/00
Мітки: вологістю, сумішей, автоматичного, формувальних, процесі, керування, спосіб, контролю, виготовлення
Код посилання
<a href="https://ua.patents.su/1-22849-sposib-kontrolyu-ta-keruvannya-vologistyu-formuvalnikh-sumishejj-v-procesi-kh-avtomatichnogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю та керування вологістю формувальних сумішей в процесі їх автоматичного виготовлення</a>
В’яжуче для формувальних та стрижневих сумішей
Номер патенту: 55
Опубліковано: 30.04.1993
Автори: Глозман Алла Матусівна, Садомський Олександр Львович
Мітки: формувальних, сумішей, в'яжуче, стрижневих
Формула / Реферат:
Связующее для формовочных и стержневых смесей, содержащее жидкое стекло, органический полимер и углеродсодержащую добавку, отличающееся тем, что, с целью предотвращения разупрочнения смесей при длительном хранении и улучшения санитарно-гигиенических условий труда, в качестве органического полимера содержит лигносульфонаты технические с величиной концентрации водородных ионов 10 - 11, а в качестве углеродсодержащей добавки -технический...
Спосіб контролю якості з’єднань у процесі контактного стикового зварювання
Номер патенту: 18466
Опубліковано: 25.12.1997
Автори: Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович, Бєляєв Данило Іванович, Ротару Іон Теодорович, Дідківський Олександр Володимирович, Шеремет Володимир Олександрович, Богорський Михайло Володимирович, Думчев Євген Олександрович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: контролю, якості, спосіб, стикового, контактного, з'єднань, процесі, зварювання
Формула / Реферат:
Способ контроля качества соединений в процессе контактной стыковой сварки, при котором контролируемые значения параметров сравнивают с результатами предварительно полученными опытным путем, при этом в качестве контролируемого параметра используют параметр, который характеризуется величиной перемещения подвижной колонны сварочной машины и величиной проскальзывания деталей в зажимах машины, отличающийся тем, что в процессе осадки измеряют...
Спосіб контролю якості з’єднань в процесі лазерного мікрозварювання термопар
Номер патенту: 15112
Опубліковано: 30.06.1997
Автори: Саляк Мирослава Теодорівна, Білобородченко Володимир Іванович, Бачмага Лев Васильович
МПК: G01K 7/02, B23K 26/00
Мітки: лазерного, якості, процесі, контролю, термопар, спосіб, з'єднань, мікрозварювання
Формула / Реферат:
Спосіб контролю якості з'єднань в процесі лазерного мікрозварювання термопар за електричними параметрами, який відрізняється тим, що робочі кінці термоелектродів, зібрані в скрутку з зазором, зварюють лазерним випромінюванням, одночасно вимірюють величину ефективної термо-ЕPC, що генерується із зони розплавлення за цикл імпульсного впливу випромінювання на матеріал термоелектродів, і порівнюють цю величину з базовими величинами ефективних...
Пристрій автоматичного керування насосним агрегатом
Номер патенту: 6144
Опубліковано: 29.12.1994
Автори: Матвієнко Микола Павлович, Солодовнік Анатолій Іванович, Захарюгін Олександр Дмитрович
МПК: F04D 15/00
Мітки: насосним, агрегатом, автоматичного, керування, пристрій
Формула / Реферат:
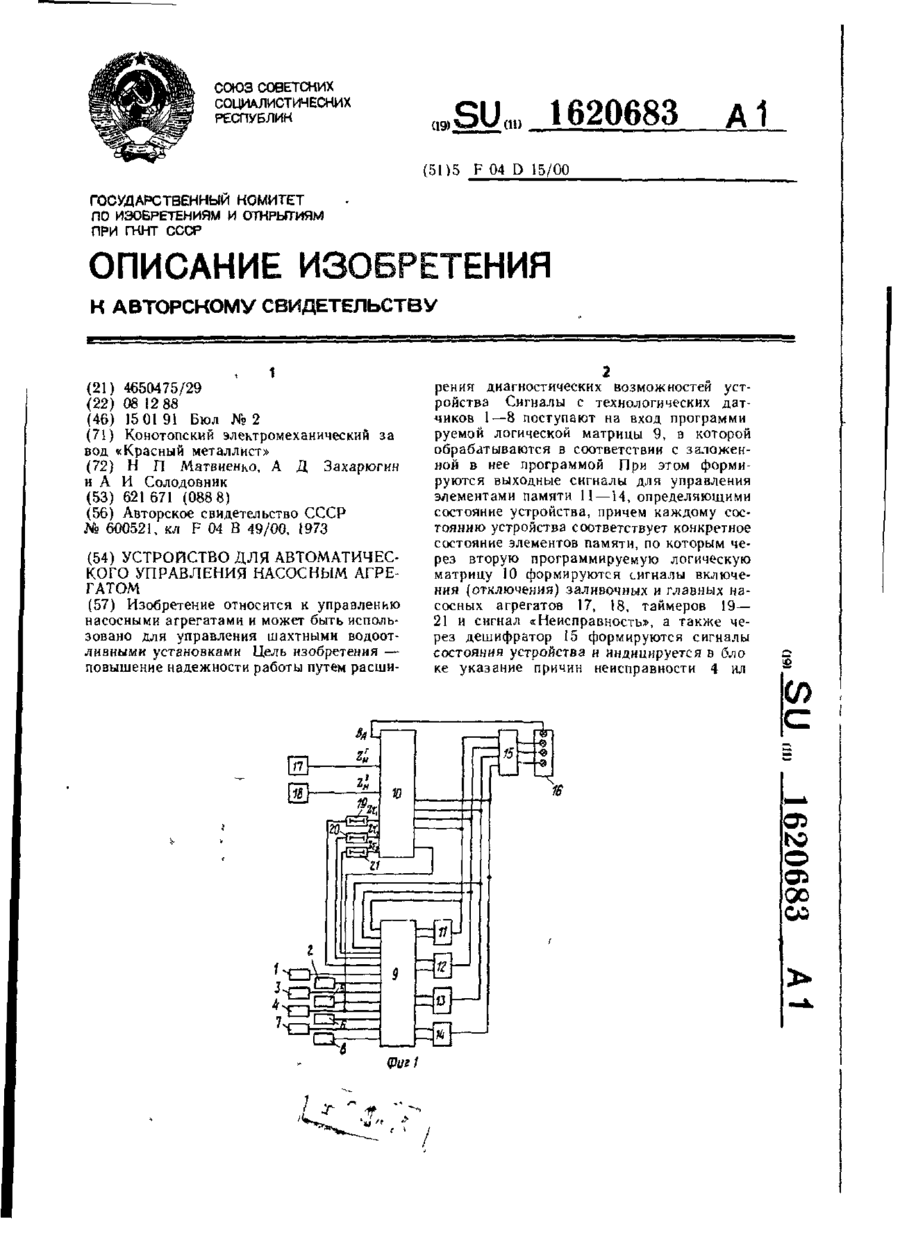
Устройство для автоматического управлення насосним агрегатом, включающим главный и заливочный насосы с двигателем, содержащее датчики уровня, датчик производительности, датчик давления, датчик температуры, датчик включения высоковольтной ячейки двигателя и два элемента памяти, отличающееся тем, что, с целью повышения надежности работы путем расширения диагностических возможностей устройства, последнее снабжено кнопкой установки устройства...
Пристрій автоматичного керування водовідливною установкою
Номер патенту: 6067
Опубліковано: 29.12.1994
Автори: Матвієнко Микола Павлович, Захарюгін Олександр Дмитрович, Солодовнік Анатолій Іванович
МПК: G05B 19/18
Мітки: пристрій, керування, автоматичного, водовідливною, установкою
Формула / Реферат:
Устройство для автоматического управлення водоотливной установкой, содержащее датчики верхнего и нижнего уровней, датчик аварийного уровня, а также в каждом канале датчики производительности, давления, температуры, включения высоковольтных ячеек и закрытия задвижек, сигнальные выходы которых соединены соответственно с первым, вторым, третьим, четвертым и пятым сигнальными входами соответствующего блока управления канала, первые управляющие...
Попередній патент: Спосіб поверхневої закалки та пристрій для його здійснення
Наступний патент: Колона
Випадковий патент: Боєприпас для міномета