Спосіб усунення внутрішніх дефектів великогабаритної деталі
Номер патенту: 89442
Опубліковано: 25.01.2010
Автори: Хлєстов Володимир Михайлович, Лук'янчиков Олександр Миколайович, Кирильченко Петро Миколайович, Буслов Володимир Іванович, Матвієнков Сергій Анатолійович, Климанчук Владислав Владиславович
Формула / Реферат
1. Спосіб усунення внутрішніх дефектів великогабаритної деталі, що включає обробку дефектів вказаної деталі, який відрізняється тим, що перед обробкою дефектів деталь нагрівають до температури 1200-1250 °С, після чого піддають її інтенсивному куванню в увігнутих бойках з наступним відпалом.
2. Спосіб за п. 1, який відрізняється тим, що кування виконують із сумарним ступенем деформації не менше 30 %.
Текст
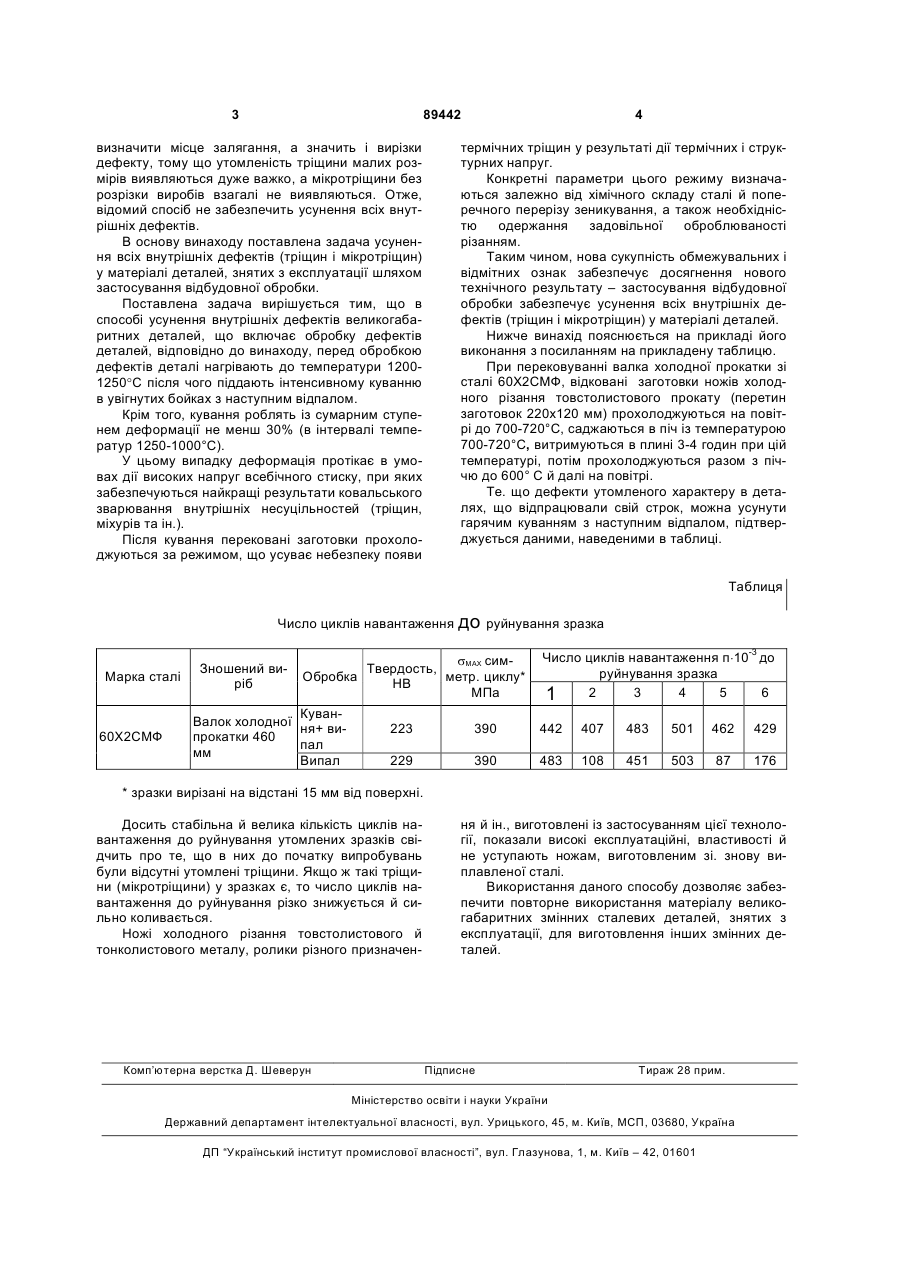
1. Спосіб усунення внутрішніх дефектів великогабаритної деталі, що включає обробку дефектів вказаної деталі, який відрізняється тим, що перед обробкою дефектів деталь нагрівають до температури 1200-1250 °С, після чого піддають її інтенсивному куванню в увігнутих бойках з наступним відпалом. 2. Спосіб за п. 1, який відрізняється тим, що кування виконують із сумарним ступенем деформації не менше 30 %. UA (21) a200806298 (22) 13.05.2008 (24) 25.01.2010 (46) 25.01.2010, Бюл.№ 2, 2010 р. (72) МАТВІЄНКОВ СЕРГІЙ АНАТОЛІЙОВИЧ, ХЛЄСТОВ ВОЛОДИМИР МИХАЙЛОВИЧ, КЛИМАНЧУК ВЛАДИСЛАВ ВЛАДИСЛАВОВИЧ, КИРИЛЬЧЕНКО ПЕТРО МИКОЛАЙОВИЧ, БУСЛОВ ВОЛОДИМИР ІВАНОВИЧ, ЛУК'ЯНЧИКОВ ОЛЕКСАНДР МИКОЛАЙОВИЧ (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІНАТ ІМ. ІЛЛІЧА", ТОВАРИСТВО З ОБМЕЖЕНОЮ ВІДПОВІДАЛЬНІСТЮ "ІНСТИТУТ НОВИХ МАТЕРІАЛІВ, ТЕХНОЛОГІЙ" (56) UA, 20 750, A, 27.10.1997 UA, 47 321, A, 17.06.2006 C2 2 (19) 1 3 89442 визначити місце залягання, а значить і вирізки дефекту, тому що утомленість тріщини малих розмірів виявляються дуже важко, а мікротріщини без розрізки виробів взагалі не виявляються. Отже, відомий спосіб не забезпечить усунення всіх внутрішніх дефектів. В основу винаходу поставлена задача усунення всіх внутрішніх дефектів (тріщин і мікротріщин) у матеріалі деталей, знятих з експлуатації шляхом застосування відбудовної обробки. Поставлена задача вирішується тим, що в способі усунення внутрішніх дефектів великогабаритних деталей, що включає обробку дефектів деталей, відповідно до винаходу, перед обробкою дефектів деталі нагрівають до температури 12001250°C після чого піддають інтенсивному куванню в увігнутих бойках з наступним відпалом. Крім того, кування роблять із сумарним ступенем деформації не менш 30% (в інтервалі температур 1250-1000°С). У цьому випадку деформація протікає в умовах дії високих напруг всебічного стиску, при яких забезпечуються найкращі результати ковальського зварювання внутрішніх несуцільностей (тріщин, міхурів та ін.). Після кування перековані заготовки прохолоджуються за режимом, що усуває небезпеку появи 4 термічних тріщин у результаті дії термічних і структурних напруг. Конкретні параметри цього режиму визначаються залежно від хімічного складу сталі й поперечного перерізу зеникування, а також необхідністю одержання задовільної оброблюваності різанням. Таким чином, нова сукупність обмежувальних і відмітних ознак забезпечує досягнення нового технічного результату – застосування відбудовної обробки забезпечує усунення всіх внутрішніх дефектів (тріщин і мікротріщин) у матеріалі деталей. Нижче винахід пояснюється на прикладі його виконання з посиланням на прикладену таблицю. При перековуванні валка холодної прокатки зі сталі 60Х2СМФ, відковані заготовки ножів холодного різання товстолистового прокату (перетин заготовок 220x120 мм) прохолоджуються на повітрі до 700-720°С, саджаються в піч із температурою 700-720°С, витримуються в плині 3-4 годин при цій температурі, потім прохолоджуються разом з піччю до 600° C й далі на повітрі. Те. що дефекти утомленого характеру в деталях, що відпрацювали свій строк, можна усунути гарячим куванням з наступним відпалом, підтверджується даними, наведеними в таблиці. Таблиця Число циклів навантаження до руйнування зразка Марка сталі 60Х2СМФ Зношений виріб sМАХ симТвердость, Обробка метр. циклу* HB MПa КуванВалок холодної ня+ випрокатки 460 пал мм Випал Число циклів навантаження п×10-3 до руйнування зразка 2 3 4 5 6 1 223 390 442 407 483 501 462 429 229 390 483 108 451 503 87 176 * зразки вирізані на відстані 15 мм від поверхні. Досить стабільна й велика кількість циклів навантаження до руйнування утомлених зразків свідчить про те, що в них до початку випробувань були відсутні утомлені тріщини. Якщо ж такі тріщини (мікротріщини) у зразках є, то число циклів навантаження до руйнування різко знижується й сильно коливається. Ножі холодного різання товстолистового й тонколистового металу, ролики різного призначен Комп’ютерна верстка Д. Шеверун ня й ін., виготовлені із застосуванням цієї технології, показали високі експлуатаційні, властивості й не уступають ножам, виготовленим зі. знову виплавленої сталі. Використання даного способу дозволяє забезпечити повторне використання матеріалу великогабаритних змінних сталевих деталей, знятих з експлуатації, для виготовлення інших змінних деталей. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for removing internal defects of large machine parts
Автори англійськоюMatviienkov Serhii Anatoliiovych, Khliestov Volodymyr Mykhailovych, Klymanchuk Vladyslav Vladyslavovych, Kyrylchenko Petro Mykolaiovych, Buslov Volodymyr Ivanovych, Lukianchykov Oleksandr Mykolaiovych
Назва патенту російськоюСпособ устранения внутренних дефектов крупногабаритной детали
Автори російськоюМатвиенков Сергей Анатольевич, Хлестов Владимир Михайлович, Климанчук Владислав Владиславович, Кирильченко Петр Николаевич, Буслов Владимир Иванович, Лукьянчиков Александр Николаевич
МПК / Мітки
МПК: C23C 10/60, C22F 1/08, B23P 6/04, C21D 8/00, C22F 1/00, C23C 10/16, B23K 9/00, B23P 6/00
Мітки: великогабаритної, внутрішніх, усунення, дефектів, деталі, спосіб
Код посилання
<a href="https://ua.patents.su/2-89442-sposib-usunennya-vnutrishnikh-defektiv-velikogabaritno-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб усунення внутрішніх дефектів великогабаритної деталі</a>
Спосіб усунення внутрішніх дефектів великогабаритних деталей
Номер патенту: 36033
Опубліковано: 10.10.2008
Автори: Хлєстов Володимир Михайлович, Климанчук Владислав Владиславович, Матвієнков Сергій Анатолійович, Буслов Володимир Іванович, Кирильченко Петро Миколайович, Лук'янчиков Олександр Миколайович
МПК: C21D 8/00
Мітки: внутрішніх, деталей, великогабаритних, усунення, спосіб, дефектів
Формула / Реферат:
1. Спосіб усунення внутрішніх дефектів великогабаритних деталей, що включає обробку дефектів деталей, який відрізняється тим, що перед обробкою дефектів деталі нагрівають до температури 1200-1250 °С, після чого піддають інтенсивному куванню в увігнутих бойках з наступним відпалом.2. Спосіб за п. 1, який відрізняється тим, що кування виконують із сумарним ступенем деформації не менше 30 %.
Спосіб виявлення і реєстрації внутрішніх дефектів у конструкціях з феромагнітних матеріалів
Номер патенту: 33090
Опубліковано: 10.06.2008
Автор: Дейнека Ростислав Михайлович
МПК: G01L 1/12
Мітки: дефектів, виявлення, спосіб, реєстрації, конструкціях, феромагнітних, внутрішніх, матеріалів
Формула / Реферат:
Спосіб виявлення і реєстрації внутрішніх дефектів у конструкціях з феромагнітних матеріалів, який полягає у тому, що за допомогою магнітного порошку визначають дефектний стан ділянки матеріалу при її локальному намагніченні, який відрізняється тим, що як порошок використовують матеріал для копіювальних апаратів, а саме - суміш тонера і девелопера, яку наносять на паперовий носій, закріплений на контрольованій намагніченій ділянці, а через...
Спосіб визначення внутрішніх дефектів в стінах приміщень
Номер патенту: 32620
Опубліковано: 26.05.2008
Автори: Громико Ігор Олексійович, Логвиненко Микола Федорович, Чурюмов Геннадій Іванович, Серков Олександр Анатолійович, Пєвнєв Володимир Яковлевич, Борзов Михайло Миколайович
МПК: G01B 11/16
Мітки: стінах, визначення, приміщень, внутрішніх, дефектів, спосіб
Формула / Реферат:
Спосіб визначення внутрішніх дефектів в стінах приміщень, що включає освітлення стіни когерентним випромінюванням, формування його спекл-зображення та реєстрацію відеокамерою, оцифрування і послідовне запам'ятовування цифрових зображень із подальшим визначенням місцеположення дефектних зон в стінах приміщення, який відрізняється тим, що попередньо між стіною приміщення та когерентним випромінювачем розміщують тонку поверхню, яка не пропускає...
Спосіб усунення кісткових дефектів щелеп у хворих на генералізований пародонтит
Номер патенту: 44859
Опубліковано: 12.10.2009
Автори: Гулюк Анатолій Георгієвич, Лепський В`ячеслав Володимирович, Лепський Владлен Володимирович
МПК: A61C 8/00
Мітки: спосіб, хворих, генералізований, щелеп, пародонтит, дефектів, усунення, кісткових
Формула / Реферат:
Спосіб усунення кісткових дефектів щелеп у хворих на генералізований пародонтит, що полягає у видаленні рухомих зубів, який відрізняється тим, що після видалення рухомих зубів хворим виконують резекцію патологічно зміненої кісткової тканини (у межах здорової) з одночасним заміщенням утвореного дефекту сформованим внутрішньоротовим або зовнішньоротовим кістковим аутоблоком, який фіксують гвинтом для окісного остеосинтезу.
Спосіб усунення залишкових дефектів твердого піднебіння
Номер патенту: 69941
Опубліковано: 15.09.2004
Автори: Каліновський Дмитро Костянтинович, Музичіна Ганна Алимівна, Матрос-Таранець Ігор Миколайович
МПК: A61B 17/00
Мітки: залишкових, піднебіння, спосіб, твердого, усунення, дефектів
Формула / Реферат:
Спосіб усунення залишкових дефектів твердого піднебіння, який включає утворення на боці розщеплення клаптя для внутрішньої вистілки з основою біля краю дефекту і верхівкою біля альвеолярного відростка, а на протилежному боці піднебіння - клаптя для зовнішньої вистілки з основою біля судинно-нервового пучка і верхівкою в передньому відділі піднебіння, перекидання клаптя для внутрішньої вистілки на 180° і укладання на протилежний бік кісткового...
Попередній патент: Паросилова установка
Наступний патент: Спосіб фракціонування шламів
Випадковий патент: Спосіб отримання сухого молочно-цикорного напою "цикорлакт заспокійливий з какао"