Спосіб термічної обробки порожнистої довгомірної деталі з покриттям
Номер патенту: 92997
Опубліковано: 27.12.2010
Автори: Панков Роман Васильович, Надтока Володимир Миколайович
Формула / Реферат
Спосіб термічної обробки порожнистої довгомірної деталі з покриттям, що включає нагрівання деталі до заданої температури шляхом її бомбардування потоком електронів у вакуумі, який відрізняється тим, що нагрівання внутрішньої поверхні порожнистої довгомірної деталі з покриттям здійснюється бомбардуванням електронами плазми електродугового випарника металів, при цьому електродуговий випарник металів переміщають уздовж осі деталі, а струм дугового розряду регулюють у межах 50-300 А, після чого деталь охолоджують.
Текст
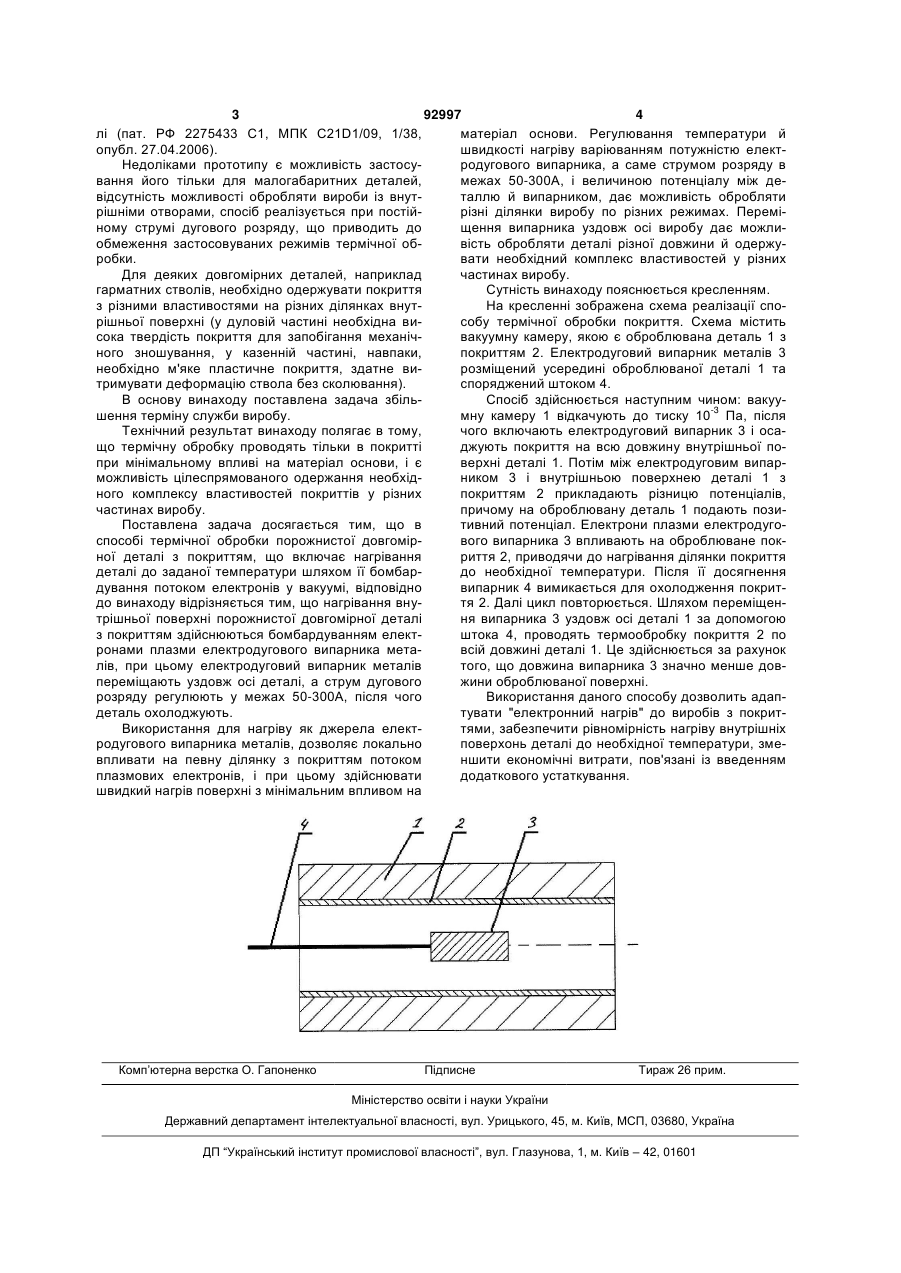
Спосіб термічної обробки порожнистої довгомірної деталі з покриттям, що включає нагрівання деталі до заданої температури шляхом її бомбардування потоком електронів у вакуумі, який відрізняється тим, що нагрівання внутрішньої поверхні порожнистої довгомірної деталі з покриттям здійснюється бомбардуванням електронами плазми електродугового випарника металів, при цьому електродуговий випарник металів переміщають уздовж осі деталі, а струм дугового розряду регулюють у межах 50-300 А, після чого деталь охолоджують. (19) (21) a201004044 (22) 06.04.2010 (24) 27.12.2010 (46) 27.12.2010, Бюл.№ 24, 2010 р. (72) ПАНКОВ РОМАН ВАСИЛЬОВИЧ, НАДТОКА ВОЛОДИМИР МИКОЛАЙОВИЧ (73) НАЦІОНАЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ (56) RU, 1 767 886, C, 27.06.1995 RU, 2 275 433, C1, 27.04.2006 RU, 2 305 136, C1, 27.08.2007 GB, 852 070, A, 26.10.1960 CS, 260 837, B1, 01.11.1989 DE, 19 927 093, A1, 21.12.2000 3 92997 4 лі (пат. РФ 2275433 С1, МПК С21D1/09, 1/38, матеріал основи. Регулювання температури й опубл. 27.04.2006). швидкості нагріву варіюванням потужністю електНедоліками прототипу є можливість застосуродугового випарника, а саме струмом розряду в вання його тільки для малогабаритних деталей, межах 50-300А, і величиною потенціалу між девідсутність можливості обробляти вироби із внутталлю й випарником, дає можливість обробляти рішніми отворами, спосіб реалізується при постійрізні ділянки виробу по різних режимах. Переміному струмі дугового розряду, що приводить до щення випарника уздовж осі виробу дає можлиобмеження застосовуваних режимів термічної обвість обробляти деталі різної довжини й одержуробки. вати необхідний комплекс властивостей у різних Для деяких довгомірних деталей, наприклад частинах виробу. гарматних стволів, необхідно одержувати покриття Сутність винаходу пояснюється кресленням. з різними властивостями на різних ділянках внутНа кресленні зображена схема реалізації спорішньої поверхні (у дуловій частині необхідна висобу термічної обробки покриття. Схема містить сока твердість покриття для запобігання механічвакуумну камеру, якою є оброблювана деталь 1 з ного зношування, у казенній частині, навпаки, покриттям 2. Електродуговий випарник металів 3 необхідно м'яке пластичне покриття, здатне вирозміщений усередині оброблюваної деталі 1 та тримувати деформацію ствола без сколювання). споряджений штоком 4. В основу винаходу поставлена задачa збільСпосіб здійснюється наступним чином: вакуушення терміну служби виробу. мну камеру 1 відкачують до тиску 10-3 Па, після Технічний результат винаходу полягає в тому, чого включають електродуговий випарник 3 і осащо термічну обробку проводять тільки в покритті джують покриття на всю довжину внутрішньої попри мінімальному впливі на матеріал основи, і є верхні деталі 1. Потім між електродуговим випарможливість цілеспрямованого одержання необхідником 3 і внутрішньою поверхнею деталі 1 з ного комплексу властивостей покриттів у різних покриттям 2 прикладають різницю потенціалів, частинах виробу. причому на оброблювану деталь 1 подають позиПоставлена задачa досягається тим, що в тивний потенціал. Електрони плазми електродугоспособі термічної обробки порожнистої довгомірвого випарника 3 впливають на оброблюване покної деталі з покриттям, що включає нагрівання риття 2, приводячи до нагрівання ділянки покриття деталі до заданої температури шляхом її бомбардо необхідної температури. Після її досягнення дування потоком електронів у вакуумі, відповідно випарник 4 вимикається для охолодження покритдо винаходу відрізняється тим, що нагрівання внутя 2. Далі цикл повторюється. Шляхом переміщентрішньої поверхні порожнистої довгомірної деталі ня випарника 3 уздовж осі деталі 1 за допомогою з покриттям здійснюються бомбардуванням електштока 4, проводять термообробку покриття 2 по ронами плазми електродугового випарника метавсій довжині деталі 1. Це здійснюється за рахунок лів, при цьому електродуговий випарник металів того, що довжина випарника 3 значно менше довпереміщають уздовж осі деталі, а струм дугового жини оброблюваної поверхні. розряду регулюють у межах 50-300А, після чого Використання даного способу дозволить адапдеталь охолоджують. тувати "електронний нагрів" до виробів з покритВикористання для нагріву як джерела електтями, забезпечити рівномірність нагріву внутрішніх родугового випарника металів, дозволяє локально поверхонь деталі до необхідної температури, змевпливати на певну ділянку з покриттям потоком ншити економічні витрати, пов'язані із введенням плазмових електронів, і при цьому здійснювати додаткового устаткування. швидкий нагрів поверхні з мінімальним впливом на Комп’ютерна верстка О. Гапоненко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of the hollow long length detail with a coating
Автори англійськоюPankov Roman Vasyliovych, Nadtoka Vladymyr Mykolaiovych
Назва патенту російськоюСпособ термической обработки пустотелой длинномерной детали с покрытием
Автори російськоюПанков Роман Васильевич, Надтока Владимир Николаевич
МПК / Мітки
МПК: C23C 14/58, C21D 1/09, C21D 9/08
Мітки: порожнистої, деталі, покриттям, термічної, спосіб, довгомірної, обробки
Код посилання
<a href="https://ua.patents.su/2-92997-sposib-termichno-obrobki-porozhnisto-dovgomirno-detali-z-pokrittyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки порожнистої довгомірної деталі з покриттям</a>
Спосіб виготовлення деталі зі сталевої смуги з покриттям та застосування вказаної деталі
Номер патенту: 88951
Опубліковано: 10.12.2009
Автори: Деврок Жак, Лоран Жан-Пьєр
МПК: C23C 22/78, C23F 17/00
Мітки: сталевої, вказаної, деталі, виготовлення, покриттям, застосування, смуги, спосіб
Формула / Реферат:
1. Спосіб виготовлення деталі з високою механічною міцністю та корозійною стійкістю з гарячекатаної або холоднокатаної сталевої смуги, який включає такі послідовні стадії:нанесення на смугу попереднього покриття з алюмінію або алюмінієвого сплаву,холодну деформацію смуги з нанесеним покриттям,нагрівання деталі, зокрема, у печі для одержання інтерметалічної сполуки на поверхні деталі на основі поверхні поділу...
Спосіб хіміко-термічної обробки твердосплавного інструменту з покриттям
Номер патенту: 62775
Опубліковано: 15.11.2006
Автори: Толстолуцька Галина Дмитрівна, Бєлаш Микола Миколайович, Таран Валерій Семенович
МПК: C23C 8/24, C21D 1/34, C23C 8/00, C23C 8/06, C23C 14/32
Мітки: хіміко-термічної, твердосплавного, спосіб, обробки, інструменту, покриттям
Формула / Реферат:
Спосіб хіміко-термічної обробки твердосплавного інструменту з покриттям, що включає обробку інструменту в плазмі газового розряду на основі азоту, який відрізняється тим, що обробку інструменту ведуть у постійному магнітному полі, силові лінії якого сконцентровані в міжелектродному просторі і проходять крізь протилежні поверхні електродів, та подають негативний потенціал на інструмент -400...-2000 В відносно корпусу.
Спосіб хіміко-термічної обробки твердосплавного інструмента з покриттям
Номер патенту: 62775
Опубліковано: 15.12.2003
Автори: Таран Валерій Семенович, Толстолуцька Галина Дмитрівна, Бєлаш Микола Миколайович
МПК: C23C 14/32, C23C 8/06, C21D 1/34, C23C 8/00, C23C 8/24
Мітки: твердосплавного, покриттям, інструмента, хіміко-термічної, спосіб, обробки
Формула / Реферат:
Спосіб хіміко-термічної обробки твердосплавного інструменту з покриттям, що включає обробку інструменту в плазмі газового розряду на основі азоту, який відрізняється тим, що обробку інструменту ведуть у постійному магнітному полі, силові лінії якого сконцентровані в міжелектродному просторі і проходять крізь протилежні поверхні електродів, та подають негативний потенціал на інструмент -400...-2000 В відносно корпусу.
Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям (варіанти), деталі з алюмінію або алюмінієвого сплаву, отримані з його використанням, спосіб їх з’єднання та суміш для покриття деталей

Номер патенту: 71969
Опубліковано: 17.01.2005
Автори: Фрехсе Йоахім, Сесеке-Коуро Ульріх, Бекер Андреас
МПК: C23C 20/00, B23K 35/362
Мітки: з'єднання, алюмінієвого, варіанти, деталей, покриття, виготовлення, суміш, отримані, сплаву, покриттям, спосіб, алюмінію, деталі, використанням
Формула / Реферат:
1. Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям, яке містить гексафторсилікат лужного металу або складається з нього, при цьому використовують чистий гексафторсилікат лужного металу або суміш гексафторсилікату лужного металу з фторалюмінатом лужного металу у кількості максимально 5 мас. % у перерахунку на використовуваний гексафторсилікат лужного металу, і на деталь методом сухого або мокрого нанесення флюсу...
Спосіб хіміко-термічної обробки стальної деталі
Номер патенту: 83769
Опубліковано: 11.08.2008
Автори: Грязнова Людмила Вікторівна, Безрукава Вікторія Анатоліївна, Лісняк Олександр Григорович, Дідик Ростислав Петрович
МПК: C23C 8/00, C23C 24/00, C23C 8/08
Мітки: обробки, спосіб, хіміко-термічної, деталі, стальної
Формула / Реферат:
Спосіб хіміко-термічної обробки поверхні стальної деталі, що включає ударно-хвильове навантаження металу та наступне насичення поверхні деталі атомами неметалу, який відрізняється тим, що насичення поверхні проводять безпосередньо після вибухового навантаження, яке здійснюють при товщині заряду 27-40 мм та швидкості детонації 2,6-4,0 км/с.
Попередній патент: Пристрій для підготовки до випробувань вузлів протезів нижніх кінцівок
Наступний патент: Спосіб одержання головного гідролізату шляхом гідролізу рослинних целюлозних матеріалів концентрованою сірчаною кислотою
Випадковий патент: Спосіб обробки радіографічних плівок