Спосіб хіміко-термічної обробки твердосплавного інструмента з покриттям
Номер патенту: 62775
Опубліковано: 15.12.2003
Автори: Толстолуцька Галина Дмитрівна, Бєлаш Микола Миколайович, Таран Валерій Семенович
Формула / Реферат
Спосіб хіміко-термічної обробки твердосплавного інструменту з покриттям, що включає обробку інструменту в плазмі газового розряду на основі азоту, який відрізняється тим, що обробку інструменту ведуть у постійному магнітному полі, силові лінії якого сконцентровані в міжелектродному просторі і проходять крізь протилежні поверхні електродів, та подають негативний потенціал на інструмент -400...-2000 В відносно корпусу.
Текст
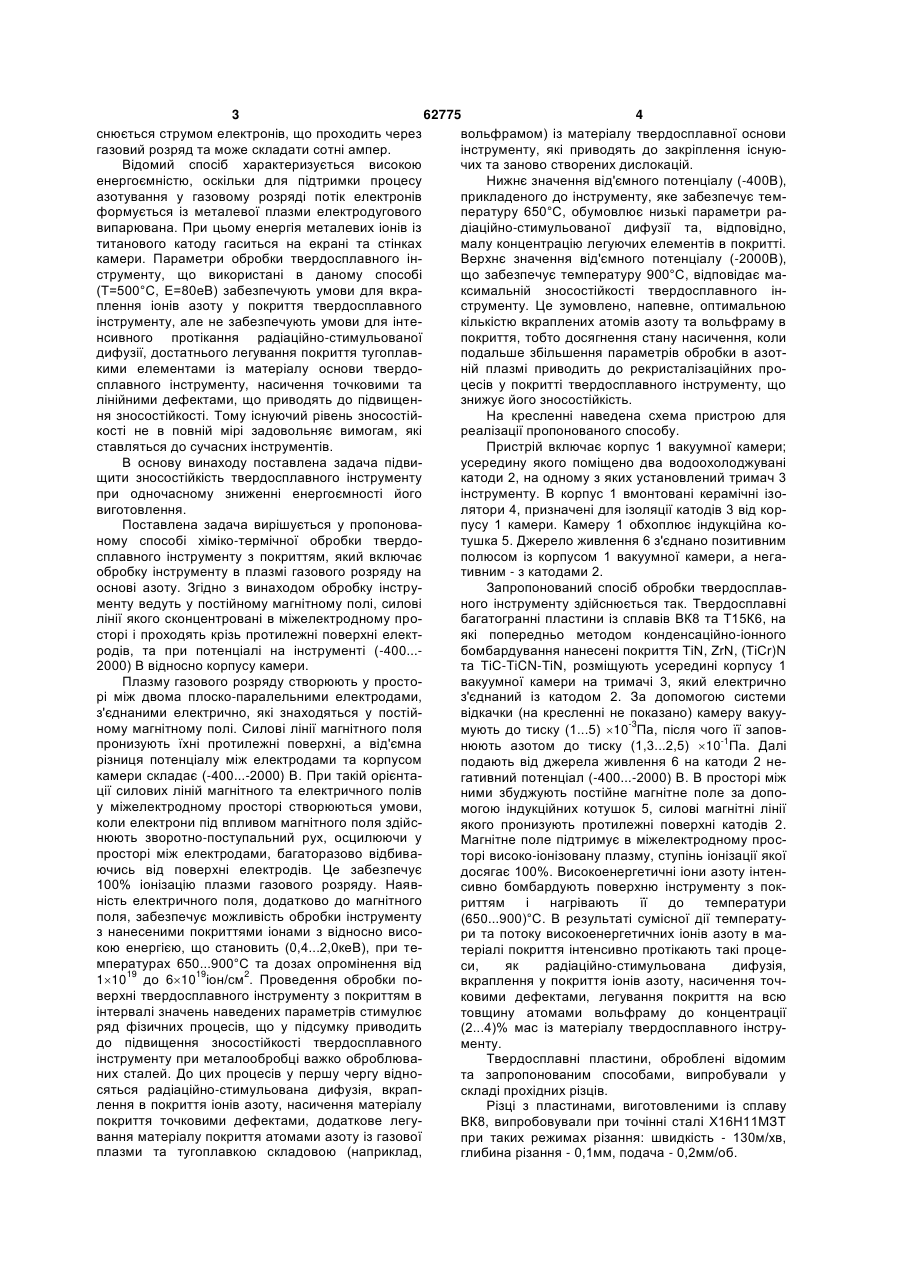
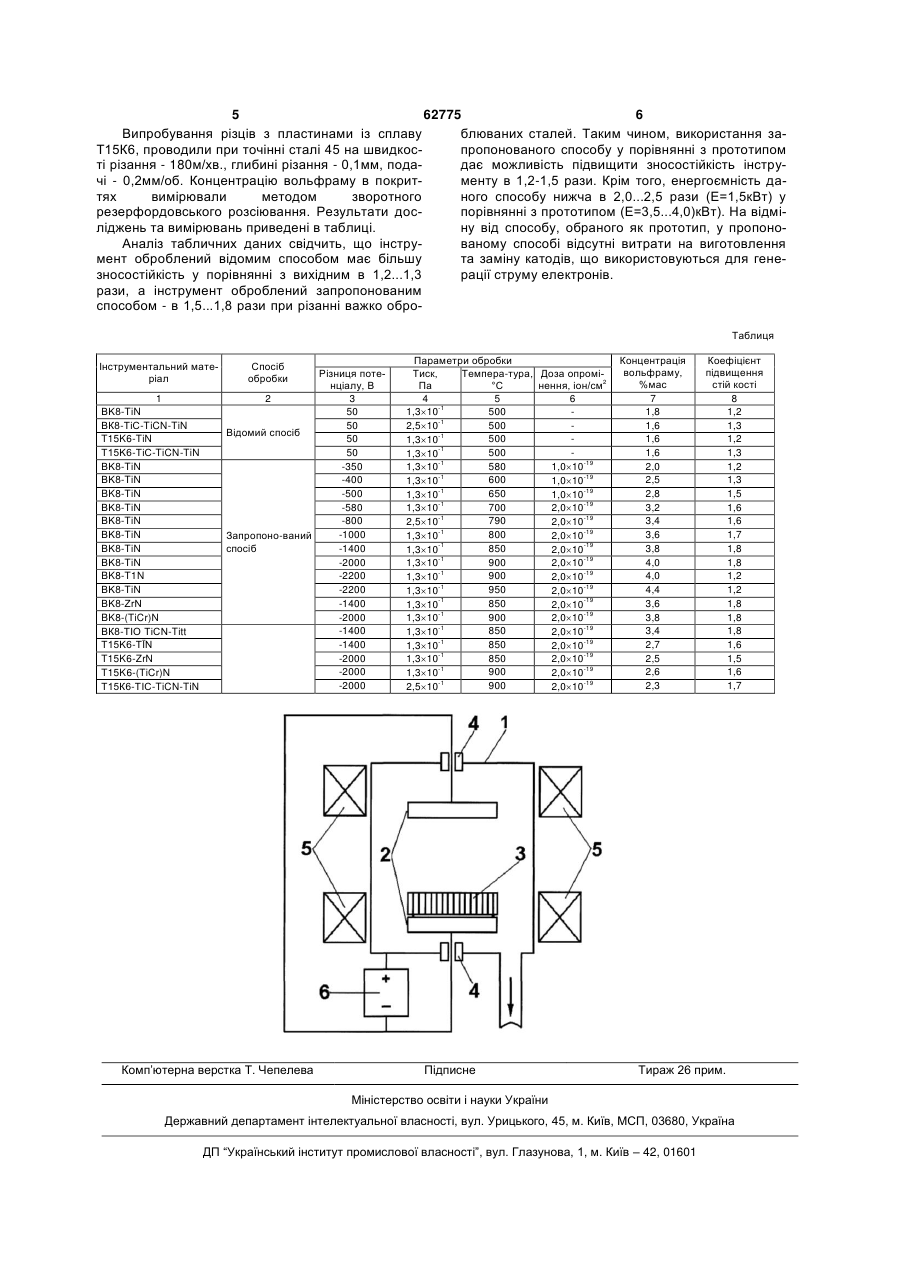
Спосіб хіміко-термічної обробки твердосплавного інструменту з покриттям, що включає обробку інструменту в плазмі газового розряду на основі азоту, який відрізняється тим, що обробку інструменту ведуть у постійному магнітному полі, силові лінії якого сконцентровані в міжелектродному просторі і проходять крізь протилежні поверхні електродів, та подають негативний потенціал на інструмент -400...-2000 В відносно корпусу. Винахід має відношення до металургії, а саме до комбінованої хіміко-термічної обробки металоріжучого інструменту, що включає нанесення покритті та обробку у плазмі газового розряду, та може бути використаний для підвищення зносостійкості ріжучого інструменту та інших виробів із твердих сплавів. Відомий спосіб хіміко-термічної обробки твердосплавного інструменту з покриттям із нітридів тугоплавких металів [патент України №8622,С1, С2D1/28,1/34, 1996] [1], який включає обробку інструменту в плазмі газового розряду на основі азоту. Спосіб дозволяє дещо підвищити зносостійкість інструменту за рахунок створення перехідної зони між покриттям та матрицею внаслідок дифузії азоту крізь покриття у процесі азотування з використанням тліючого розряду. Недоліком відомого способу є утворення крихких фаз під покриттям, що обумовлює недостатню зносостійкість інструменту. Найбільш близький до пропонованого способу є спосіб хіміко-термічної обробки твердосплавного інструменту з покриттям із нітридів тугоплавких металів [патент України №8623, С23С8/00, 1996] [2]. Спосіб включає обробку інструменту в плазмі газового розряду на основі азоту. Газовий розряд запалюють між інструментом та корпусом вакуумної камери. В процесі азотування електрод, на якому закріплено твердосплавний інструмент з нанесеним покриттям, є анодом, а корпус вакуумної камери катодом. Камеру попередньо відкачують до тиску -3 510 Па, після чого її заповнюють азотом до тиску -2 (10...10 )Па. Іонізація азоту здійснюється потоком електронів, що генеруються електродуговим випарювачем, відокремлених від іонів металевої плазми шляхом використання екрану, оптично непрозорого для іонів. Внаслідок подачі на електродуговий випарювач, закритий екраном, напруги величиною (30...70)В збуджується ініційований розряд між інструментом та камерою. Висока ступінь іонізації плазми у газовому розряді здій (19) UA (11) 62775 (13) (21) 2003054555 (22) 20.05.2003 (24) 15.11.2006 (46) 15.11.2006, Бюл. № 11, 2006 р. (72) Бєлаш Микола Миколайович, Таран Валерій Семенович, Толстолуцька Галина Дмитрівна (73) НАЦІОНАЛЬНИЙ НАУКОВИЙ ЦЕНТР "ХАРКІВСЬКИЙ ФІЗИКО-ТЕХНІЧНИЙ ІНСТИТУТ" (56) SU, 1 605 572, A1, 20.08.1995 UA, 8 622, C1, 30.09.1996 UA, 8 623, C1, 30.09.1996 UA, 14 390, A, 25.04.1997 UA, 15 555, C1, 30.06.1997 UA, 19 678, C1, 25.12.1997 UA, 23 328, A, 31.08.1998 GB, 1 351 234, A, 24.04.1974 RU, 2 167 216, C1, 20.05.2001 C2 1 3 62775 4 снюється струмом електронів, що проходить через вольфрамом) із матеріалу твердосплавної основи газовий розряд та може складати сотні ампер. інструменту, які приводять до закріплення існуюВідомий спосіб характеризується високою чих та заново створених дислокацій. енергоємністю, оскільки для підтримки процесу Нижнє значення від'ємного потенціалу (-400В), азотування у газовому розряді потік електронів прикладеного до інструменту, яке забезпечує темформується із металевої плазми електродугового пературу 650°С, обумовлює низькі параметри равипарювана. При цьому енергія металевих іонів із діаційно-стимульованої дифузії та, відповідно, титанового катоду гаситься на екрані та стінках малу концентрацію легуючих елементів в покритті. камери. Параметри обробки твердосплавного інВерхнє значення від'ємного потенціалу (-2000В), струменту, що використані в даному способі що забезпечує температуру 900°С, відповідає ма(Т=500°С, Е=80еВ) забезпечують умови для вкраксимальній зносостійкості твердосплавного інплення іонів азоту у покриття твердосплавного струменту. Це зумовлено, напевне, оптимальною інструменту, але не забезпечують умови для інтекількістю вкраплених атомів азоту та вольфраму в нсивного протікання радіаційно-стимульованої покриття, тобто досягнення стану насичення, коли дифузії, достатнього легування покриття тугоплавподальше збільшення параметрів обробки в азоткими елементами із матеріалу основи твердоній плазмі приводить до рекристалізаційних просплавного інструменту, насичення точковими та цесів у покритті твердосплавного інструменту, що лінійними дефектами, що приводять до підвищензнижує його зносостійкість. ня зносостійкості. Тому існуючий рівень зносостійНа кресленні наведена схема пристрою для кості не в повній мірі задовольняє вимогам, які реалізації пропонованого способу. ставляться до сучасних інструментів. Пристрій включає корпус 1 вакуумної камери; В основу винаходу поставлена задача підвиусередину якого поміщено два водоохолоджувані щити зносостійкість твердосплавного інструменту катоди 2, на одному з яких установлений тримач 3 при одночасному зниженні енергоємності його інструменту. В корпус 1 вмонтовані керамічні ізовиготовлення. лятори 4, призначені для ізоляції катодів 3 від корПоставлена задача вирішується у пропоновапусу 1 камери. Камеру 1 обхоплює індукційна коному способі хіміко-термічної обробки твердотушка 5. Джерело живлення 6 з'єднано позитивним сплавного інструменту з покриттям, який включає полюсом із корпусом 1 вакуумної камери, а негаобробку інструменту в плазмі газового розряду на тивним - з катодами 2. основі азоту. Згідно з винаходом обробку інструЗапропонований спосіб обробки твердосплавменту ведуть у постійному магнітному полі, силові ного інструменту здійснюється так. Твердосплавні лінії якого сконцентровані в міжелектродному пробагатогранні пластини із сплавів ВК8 та Т15К6, на сторі і проходять крізь протилежні поверхні електякі попередньо методом конденсаційно-іонного родів, та при потенціалі на інструменті (-400...бомбардування нанесені покриття TiN, ZrN, (TiCr)N 2000) В відносно корпусу камери. та TiC-TiCN-TiN, розміщують усередині корпусу 1 Плазму газового розряду створюють у простовакуумної камери на тримачі 3, який електрично рі між двома плоско-паралельними електродами, з'єднаний із катодом 2. За допомогою системи з'єднаними електрично, які знаходяться у постійвідкачки (на кресленні не показано) камеру вакуу-3 ному магнітному полі. Силові лінії магнітного поля мують до тиску (1...5) 10 Па, після чого її запов-1 пронизують їхні протилежні поверхні, а від'ємна нюють азотом до тиску (1,3...2,5) 10 Па. Далі різниця потенціалу між електродами та корпусом подають від джерела живлення 6 на катоди 2 некамери складає (-400...-2000) В. При такій орієнтагативний потенціал (-400...-2000) В. В просторі між ції силових ліній магнітного та електричного полів ними збуджують постійне магнітне поле за допоу міжелектродному просторі створюються умови, могою індукційних котушок 5, силові магнітні лінії коли електрони під впливом магнітного поля здійсякого пронизують протилежні поверхні катодів 2. нюють зворотно-поступальний рух, осцилюючи у Магнітне поле підтримує в міжелектродному проспросторі між електродами, багаторазово відбиваторі високо-іонізовану плазму, ступінь іонізації якої ючись від поверхні електродів. Це забезпечує досягає 100%. Високоенергетичні іони азоту інтен100% іонізацію плазми газового розряду. Наявсивно бомбардують поверхню інструменту з покність електричного поля, додатково до магнітного риттям і нагрівають її до температури поля, забезпечує можливість обробки інструменту (650...900)°С. В результаті сумісної дії температуз нанесеними покриттями іонами з відносно висори та потоку високоенергетичних іонів азоту в макою енергією, що становить (0,4...2,0кеВ), при тетеріалі покриття інтенсивно протікають такі процемпературах 650...900°С та дозах опромінення від си, як радіаційно-стимульована дифузія, 19 19 2 110 до 610 іон/см . Проведення обробки повкраплення у покриття іонів азоту, насичення точверхні твердосплавного інструменту з покриттям в ковими дефектами, легування покриття на всю інтервалі значень наведених параметрів стимулює товщину атомами вольфраму до концентрації ряд фізичних процесів, що у підсумку приводить (2...4)% мас із матеріалу твердосплавного інструдо підвищення зносостійкості твердосплавного менту. інструменту при металообробці важко оброблюваТвердосплавні пластини, оброблені відомим них сталей. До цих процесів у першу чергу віднота запропонованим способами, випробували у сяться радіаційно-стимульована дифузія, вкрапскладі прохідних різців. лення в покриття іонів азоту, насичення матеріалу Різці з пластинами, виготовленими із сплаву покриття точковими дефектами, додаткове легуВК8, випробовували при точінні сталі Х16Н11МЗТ вання матеріалу покриття атомами азоту із газової при таких режимах різання: швидкість - 130м/хв, плазми та тугоплавкою складовою (наприклад, глибина різання - 0,1мм, подача - 0,2мм/об. 5 62775 6 Випробування різців з пластинами із сплаву блюваних сталей. Таким чином, використання заТ15К6, проводили при точінні сталі 45 на швидкоспропонованого способу у порівнянні з прототипом ті різання - 180м/хв., глибині різання - 0,1мм, подадає можливість підвищити зносостійкість інстручі - 0,2мм/об. Концентрацію вольфраму в покритменту в 1,2-1,5 рази. Крім того, енергоємність датях вимірювали методом зворотного ного способу нижча в 2,0...2,5 рази (Е=1,5кВт) у резерфордовського розсіювання. Результати доспорівнянні з прототипом (Е=3,5...4,0)кВт). На відміліджень та вимірювань приведені в таблиці. ну від способу, обраного як прототип, у пропоноАналіз табличних даних свідчить, що інструваному способі відсутні витрати на виготовлення мент оброблений відомим способом має більшу та заміну катодів, що використовуються для генезносостійкість у порівнянні з вихідним в 1,2...1,3 рації струму електронів. рази, а інструмент оброблений запропонованим способом - в 1,5...1,8 рази при різанні важко оброТаблиця Інструментальний матеріал 1 ΒΚ8-TiN ВК8-ТiС-TiCN-TiN T15K6-TiN Т15K6-ТiС-TiCN-TiN ΒΚ8-TiN ΒΚ8-TiN BK8-TiN ΒΚ8-TiN ΒΚ8-TiN ΒΚ8-TiN ΒΚ8-TiN ΒΚ8-TiN BK8-T1N ΒΚ8-TiN ΒΚ8-ΖrΝ BK8-(TiCr)N ВК8-ТІО TiCN-Titt Τ15Κ6-ΤΪΝ T15K6-ZrN T15K6-(TiCr)N Т15К6-ТІС-TiCN-TiN Спосіб обробки Різниця потенціалу, В 2 3 50 50 Відомий спосіб 50 50 -350 -400 -500 -580 -800 -1000 Запропоно-ваний спосіб -1400 -2000 -2200 -2200 -1400 -2000 -1400 -1400 -2000 -2000 -2000 Комп’ютерна верстка Т. Чепелева Параметри обробки Тиск, Темпера-тура, Доза опромі2 Па °С нення, іон/см 4 5 6 500 1,310-1 500 2,510-1 500 1,310-1 500 1,310-1 -1 580 1,310 1,010-19 600 1,310-1 1,010-19 650 1,310-1 1,010-19 700 1,310-1 2,010-19 790 2,510-1 2,010-19 800 1,310-1 2,010-19 850 1,310-1 2,010-19 900 1,310-1 2,010-19 -1 900 1,310 2,010-19 -1 -19 950 1,310 2,010 850 1,310-1 2,010-19 900 1,310-1 2,010-19 -1 850 1,310 2,010-19 850 1,310-1 2,010-19 850 1,310-1 2,010-19 900 1,310-1 2,010-19 900 2,510-1 2,010-19 Підписне Концентрація вольфраму, %мас 7 1,8 1,6 1,6 1,6 2,0 2,5 2,8 3,2 3,4 3,6 3,8 4,0 4,0 4,4 3,6 3,8 3,4 2,7 2,5 2,6 2,3 Коефіцієнт підвищення стій кості 8 1,2 1,3 1,2 1,3 1,2 1,3 1,5 1,6 1,6 1,7 1,8 1,8 1,2 1,2 1,8 1,8 1,8 1,6 1,5 1,6 1,7 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for chemical and thermal surfacetreatment of hardmetal tool with covering
Автори англійськоюBielash Mykola Mykolaiovych, Taran Valerii Semenovych
Назва патенту російськоюСпособ химико-термической обработки твердосплавного инструмента с покрытием
Автори російськоюБелаш Николай Николаевич, Таран Валерий Семенович
МПК / Мітки
МПК: C21D 1/34, C23C 8/06, C23C 8/00, C23C 8/24, C23C 14/32
Мітки: спосіб, інструмента, хіміко-термічної, твердосплавного, обробки, покриттям
Код посилання
<a href="https://ua.patents.su/3-62775-sposib-khimiko-termichno-obrobki-tverdosplavnogo-instrumenta-z-pokrittyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб хіміко-термічної обробки твердосплавного інструмента з покриттям</a>
Спосіб хіміко-термічної обробки відливків “білого” чавуну на ковкий чавун з захисним антикорозійним покриттям у ендогазовій атмосфері печі відпалу
Номер патенту: 32359
Опубліковано: 15.12.2000
Автори: Лянной Віль Андрійович, Ніколаєв Віктор Миколайович, Дорошенко Михайло Маркіянович, Третяк Борис Серафімович
Мітки: чавун, атмосфери, обробки, ковкий, спосіб, покриттям, відпалу, ендогазовій, антикорозійним, хіміко-термічної, білого, чавуну, захисним, печі, відливків
Формула / Реферат:
1. Спосіб хіміко-термічної обробки відливків "білого" чавуну на ковкий чавун з захисним антикорозійним покриттям у ендогазовій атмосфері печі відпалу, який полягає в тому, що відливки "білого" чавуну відпалюють у печі протягом декількох годин і на відливках формують поверхневі шари, отримані шляхом азотування у ендогазовій атмосфері, що містить кисень, водень, діоксид вуглецю, оксид вуглецю, метан та азот, який...
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Номер патенту: 42541
Опубліковано: 15.10.2001
Автори: Бобіна Марина Миколаївна, Ульяненко Наталія Валентинівна, Майборода Віктор Станіславович
МПК: B24B 31/112, C23C 8/00
Мітки: сталі, хіміко-термічної, інструменту, швидкорізальної, обробки, спосіб
Формула / Реферат:
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, за яке використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас. %: щавлевокислий амоній - 98-99, хлористий амоній - 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, який відрізняється тим, що перед нагрівом проводять активацію поверхні...
Спосіб хіміко-термічної обробки твердосплавних пластин
Номер патенту: 23328
Опубліковано: 31.08.1998
Автори: Каплун Віталій Григорович, Снозик Олександр Володимирович
МПК: C23C 8/06
Мітки: твердосплавних, обробки, пластин, хіміко-термічної, спосіб
Формула / Реферат:
Способ химико-термической обработки твердосплавных пластин, включающий азотирование в азотосодержащей атмосфере, отличающийся тем, что азотирование проводят в тлеющем разряде при температуре 540-700°С, давлении 100-400Па, в азотно-аргоновой среде с концентрацией аргона 10-75%.
Спосіб хіміко-термічної обробки інструменту
Номер патенту: 8623
Опубліковано: 30.09.1996
Автори: Андреєв Анатолій Афанасійович, Верещака Анатолій Степанович, Ступак Римма Іванівна, Григор'єв Сергій Миколайович, Саблєв Леонід Павлович
МПК: C23C 8/00
Мітки: спосіб, обробки, хіміко-термічної, інструменту
Формула / Реферат:
Способ химико-термической обработки инструмента, включающий нанесение покрытия из нитридов тугоплавких металлов методом конденсационно-ионной бомбардировки и последующее азотирование в плазме электрического газового разряда между обрабатываемым инструментом-электродом и дополнительным электродом, отличающийся тем, что, с целью повышения эксплуатационной стойкости инструмента, азотирование проводят в азотной плазме несамостоятельного...
Спосіб хіміко-термічної обробки виробів
Номер патенту: 8688
Опубліковано: 30.09.1996
Автори: Верещака Анатолій Степанович, Ступак Римма Іванівна, Андреєв Анатолій Афанасійович, Григор'єв Сергій Миколайович, Саблєв Леонід Павлович
МПК: C23C 14/48
Мітки: виробів, хіміко-термічної, спосіб, обробки
Формула / Реферат:
Способ химико-термической обработки изделий, включающий возбуждение несамостоятельного газового разряда вакуумно-дуговым разрядом, нагрев изделий и обработку в плазме реакционного газа, отличающийся тем, что, с целью повышения износостойкости изделий без снижения производительности обработки, обработку в плазме реакционного газа проводят бомбардировкой электронами несамостоятельного разряда при давлении реакционного газа...