Пристрій для маніпулювання рейкою, установка для термічної обробки рейок та спосіб маніпулювання рейкою за допомогою пристрою для маніпулювання
Формула / Реферат
1. Пристрій для маніпулювання рейкою (9), яка має головку та підошву, який включає в себе:
- множину засобів (20) переміщення, призначених для захоплення та кантування рейки (9) з положення, в якому вона перекинута набік, у положення, в якому головка рейки обернена догори,
- множину маніпуляторів (10), споряджених затискачами, призначеними для затискання рейки (9) за підошву, та які виконані з можливістю переміщувати рейку (9) зі згаданого положення, в якому головка рейки обернена догори, у положення, в якому головка рейки обернена донизу,
у якому згадані засоби (20) переміщення включають в себе перші важелі (26), які виконані так, що уможливлене їх приведення у дію першим приводом (11'), призначені для переміщення рейки (9) з положення, в якому вона перекинута набік, на першій площині, у положення, в якому головка рейки обернена догори, на другій площині, розташованій вище згаданої першої площини.
2. Пристрій за п. 1, який відрізняється тим, що перші важелі (26) жорстко прикріплені своїм першим кінцем до першого привода (11'), а на відповідному другому кінці мають дві виступаючі частини (26', 26"), виконані таким чином, що згаданий другий кінець визначає простір для розташування частини рейки під час руху перших важелів (26).
3. Пристрій за п. 1 або п. 2, який відрізняється тим, що засоби (20) переміщення включають в себе другі важелі (25), які виконані так, що уможливлене їх приведення в дію другим приводом (28) та які призначені для переміщення рейки (9) вздовж згаданої першої площини з першого положення, при якому вона перекинута набік, у друге положення, при якому вона перекинута на той самий бік.
4. Пристрій за п. 3, який відрізняється тим, що другі важелі (25) виконані з можливістю обертання навколо відповідної осі (27) на заздалегідь визначений кут.
5. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що згадані затискачі включають в себе дві губки (14), встановлені з можливістю повертання навколо відповідних осей (19) та виконані таким чином, що затискання рейки відбувається за допомогою контакту тільки між частинами внутрішньої поверхні губок (14) та бічними поверхнями підошви рейки (9).
6. Пристрій за п. 5, який відрізняється тим, що кожний з маніпуляторів (10) включає в себе балку (12), жорстко прикріплену з першого кінця до валу (11) трансмісії, та розташовані з другого кінця балки (12) губки (14) згаданих затискачів.
7. Пристрій за п. 6, який відрізняється тим, що він включає в себе привод (13) для приведення в дію губок (14) розташований на кожній балці (12).
8. Пристрій за п. 7, який відрізняється тим, що він включає в себе засоби пересування губок (14), які включають в себе систему з зубчастими колесами або важелями й забезпечують взаємодію зі згаданим приводом (13).
9. Установка для термічної обробки рейок, призначена для піддавання головок згаданих рейок термічній обробці у складі технологічної лінії, у якій рейки виходять з прокатного стану, який має вісь (X) прокатування, причому згадана установка для термічної обробки включає в себе:
поздовжній рольганг (3), розташований вздовж осі прокатування (X),
перший поздовжній охолоджувальний резервуар (5), розташований поряд зі згаданим рольгангом (3) та паралельно йому та пристрій для маніпулювання за п. 1, у якому
- перші важелі (26), розташовані вздовж рольганга (3), визначають згадану першу площину, і призначені для знімання рейок зі згаданого рольганга (3) та для їх кантування з положення, в якому рейка перекинута набік, на згаданому рольгангу (3), у положення, в якому головка рейки обернена догори, на згаданій другій площині поблизу до множини маніпуляторів (10),
- та перші маніпулятори (10) зі згаданої множини маніпуляторів, споряджені затискачами, призначеними для затискання першої рейки за підошву, та які виконані з можливістю переміщувати згадану першу рейку зі згаданого положення, в якому головка рейки обернена догори, у положення вище першого охолоджувального резервуара (5), в якому головка обернена донизу.
10. Установка за п. 9, яка відрізняється тим, що перший поздовжній охолоджувальний резервуар (5) розташований поблизу першої частини рольганга (3) для термічної обробки головки першої рейки, та яка додатково споряджена:
- другим поздовжнім охолоджувальним резервуаром (6) для термічної обробки головки другої рейки, розташованим поряд з другою частиною рольганга (3) та паралельно йому, причому згадана друга частина рольганга розташована далі за технологічним маршрутом відносно його першої частини,
- та третім поздовжнім охолоджувальним резервуаром (7) для термічної обробки головки третьої рейки, розташованим поряд з третьою частиною рольганга (3) та паралельно йому, причому згадана третя частина рольганга розташована далі за технологічним маршрутом відносно його другої частини.
11. Установка за п. 10, яка відрізняється тим, що перші маніпулятори (10) розташовані між згаданим першим охолоджувальним резервуаром (5) та згаданою першою частиною рольганга (3), та яка додатково споряджена:
- другими маніпуляторами (10) для маніпулювання другою рейкою та піддавання її термічній обробці у другому резервуарі (6), розташованими між згаданим другим охолоджувальним резервуаром (6) та згаданою другою частиною рольганга (3),
- та третіми маніпуляторами (10) для маніпулювання третьою рейкою та піддавання її термічній обробці у третьому резервуарі (7), розташованими між згаданим третім охолоджувальним резервуаром (7) та згаданою третьою частиною рольганга (3).
12. Установка за п. 11, яка відрізняється тим, що перший, другий та третій охолоджувальні резервуари (5, 6, 7) та відповідні маніпулятори (10) у їх початковому положенні розташовані у згаданій другій площині.
13. Спосіб маніпулювання рейкою за допомогою пристрою для маніпулювання за п. 1, який включає такі операції:
- переміщення рейки (9) за допомогою перших важелів (26) згаданих засобів (20) переміщення з положення, в якому рейка перекинута набік, на першій площині, у положення, в якому головка рейки обернена догори, на другій площині, розташованій вище згаданої першої площини,
- затискання рейки (9) за допомогою затискачів множини маніпуляторів (10) шляхом контакту тільки частин внутрішньої поверхні губок (14) з бічними поверхнями підошви рейки (9),
- повертання маніпуляторів (10) для переміщення рейки (9) зі згаданого положення, в якому головка обернена догори, у положення, в якому головка обернена донизу.
14. Спосіб за п. 13, який відрізняється тим, що перед виконанням операції затискання рейки (9) виконують вирівнювання рейки шляхом взаємодії між маніпуляторами (10) та засобами (20) переміщення.
15. Спосіб за п. 14, який відрізняється тим, що вирівнювання здійснюють шляхом повертання маніпуляторів (10), починаючи з початкового положення, внаслідок чого відбувається піднімання рейки (9) опорною поверхнею (24) до досягнення положення взаємодії з першими важелями (26), у якому головка рейки не прилягає до виступаючих частин (26') перших важелів (26), за винятком точок з більшим вигином рейки, у яких вже існує контакт між головкою рейки та виступаючими частинами (26').
Текст
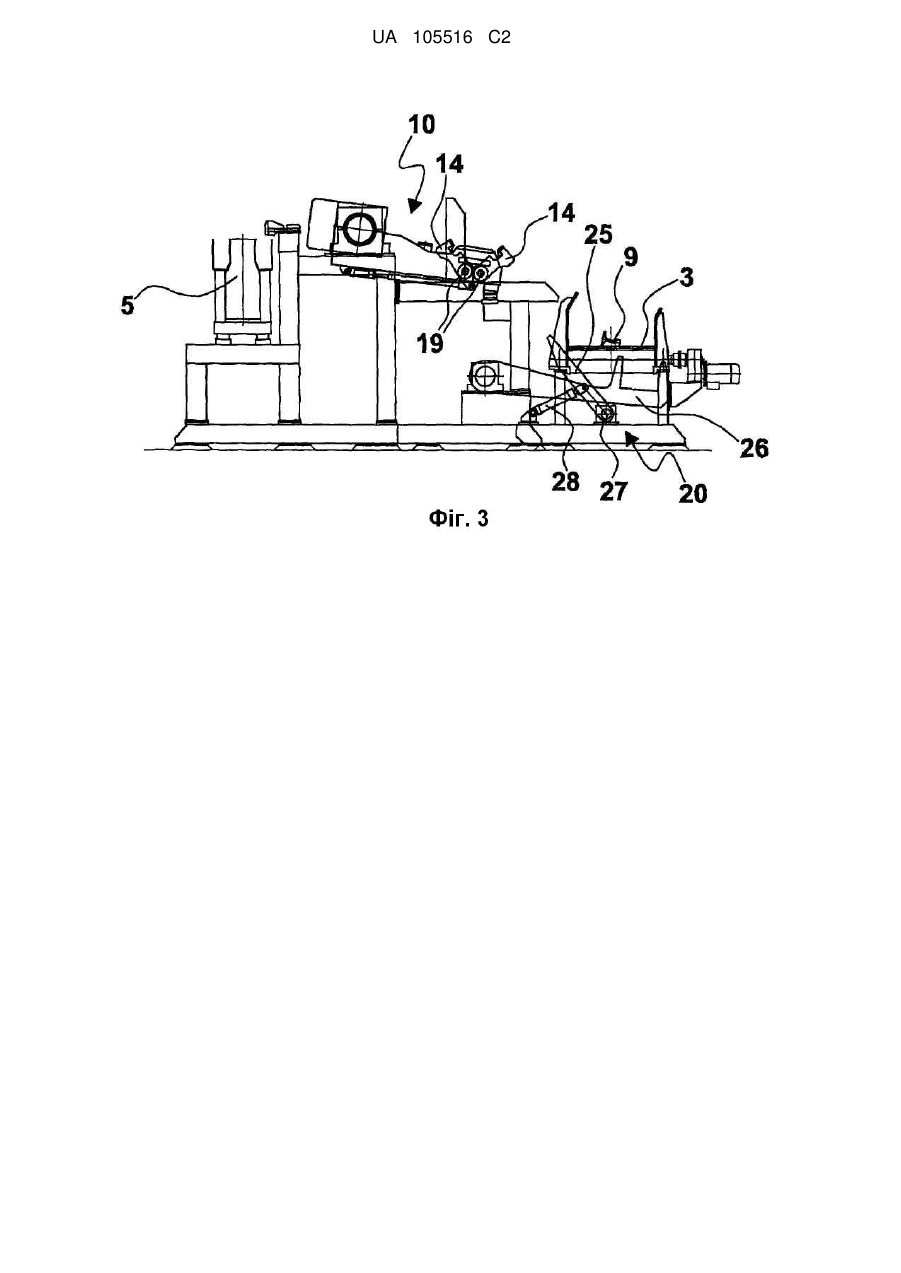
Реферат: Пристрій для маніпулювання рейками, встановлений у складі технологічної лінії безпосередньо далі за технологічним маршрутом відносно прокатного стану, який надає можливість простого маніпулювання рейкою для її передавання з рольганга у зону термічної обробки, забезпечує оптимальне затискання рейки по її довжині, таким чином ефективно протидіє прогину та його змінюванню, у той же час припускає поздовжній рух рейки, спричинений термічною усадкою, і таким чином дозволяє уникнути пошкоджень як зовнішньої поверхні рейки, так і маніпуляторів. Установка для термічної обробки рейок за допомогою пристрою маніпулювання. Також описаний спосіб маніпулювання рейкою, який оптимізує маніпулювання, позиціонування вздовж рольганга та утримування рейки у прямолінійному положенні під час термічної обробки, якій її піддають. UA 105516 C2 (12) UA 105516 C2 UA 105516 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь застосування винаходу Винахід має відношення до пристрою для маніпулювання рейками, зокрема, до пристрою, придатного до маніпулювання щонайменше однією рейкою в установці для термічної обробки головок рейок, причому згадана установка для термічної обробки встановлена у складі технологічної лінії та безпосередньо далі за технологічним маршрутом відносно прокатного стану. Також цей винахід має відношення до відповідного способу маніпулювання рейками із застосуванням цього пристрою. Рівень техніки Відомі різні технічні рішення установок для термічної обробки прокатаних рейок, зокрема, для гартування головки із застосуванням операції швидкого охолоджування. Багато з цих систем не розташовані у складі технологічної лінії у безпосередній близькості від виходу прокатного стану. Це викликає необхідність проміжного зберігання прокатаних рейок та їх подальшого нагрівання перед виконанням термічної обробки шляхом швидкого охолоджування зі значними витратами енергії та низькою ефективністю. На відміну від них, у інших рішеннях такі системи розташовані далі за технологічним маршрутом відносно прокатного стану: прокатану рейку вивантажують на рольганг, закріплений на підлозі; після цього її знімають маніпуляторами, які включають в себе відповідні складні системи важелів, що керують рухом рейки під час термічної обробки, якій піддають рейку; і насамкінець її вивантажують на холодильний стіл або холодильник за допомогою відповідних механізмів вивантаження. Перший недолік цих рішень полягає у складності систем маніпулювання рейками, які пересувають рейку на рольгангу вздовж установки для термічної обробки. Рейки, які пройшли нагрівання або безпосередньо надійшли з прокатного стану, піддають швидкому охолодженню або із застосуванням розпилювальних сопел, які подають охолоджувальну плинну речовину (воду, повітря, або водно-повітряну суміш) на головку рейки, або шляхом занурювання самої головки у резервуар, який містить охолоджувальну плинну речовину. Зокрема, при застосуванні резервуара занурення, охолоджування є більш рівномірним по довжині, хоча у будь-якому випадку різниця температур між основою гарячої рейки та охолоджуваною головкою викликає деформацію або кривину рейки. Але фактично рейка є зігнутою вже на виході з прокатного стану. Зокрема, через різницю температур між основою (або підошвою) та головкою, рейка вигинається, утворюючи угнуту поверхню з більш холодного боку. Перед виконанням термічної обробки підошва є більш холодною, ніж головка; з цієї причини підошва має угнутий поздовжній профіль. Під час термічної обробки головка охолоджується швидше, ніж підошва, і наприкінці обробки головка є більш холодною, ніж підошва, та має угнутий поздовжній профіль. Через кілька хвилин підошва знову стає більш холодною, ніж головка рейки; з цієї причини угнутий профіль знову з'являється з боку підошви. Виходячи з цього, другий недолік відомих рішень полягає у тому, що ці зміни поздовжнього профілю рейки, які більш акцентовані поблизу її кінців, викликають великі вертикальні зусилля на затискачах маніпуляторів рейками; ці зусилля можуть викликати відкривання самих затискачів з подальшим випаданням рейки. Відомі затискачі мають недолік, який полягає у тому, що вони не здатні сприймати й утримувати згаданий прогин та його змінювання під час термічної обробки. Для усунення цього недоліку розроблені маніпулятори з гідравлічними циліндрами для приведення у дію затискачів рейки, які утворюють дуже високі затискні зусилля. З одного боку, ці зусилля забезпечують добре затискання рейки під час її пересування та переміщення до охолоджувального резервуара, однак з іншого боку, вони перешкоджають спричиненому термічним скороченням поздовжньому пересуванню рейки, яке сама рейка здійснює під час її охолодження. На практиці відомо, що прокатана рейка, наприклад, довжиною 100 метрів, під час охолодження стає коротшою приблизно аж на 100-150 см. Це скорочення може спричинити пошкодження як поверхні рейки, так і самих маніпуляторів з причини високих затискних зусиль затискачів на рейці. Виходячи з цього, існує потреба у створенні пристрою та відповідного способу маніпулювання рейками, який може забезпечити подолання вищезгаданих недоліків. Суть винаходу Основною задачею цього винаходу є створення пристрою для маніпулювання рейками, розташованого у складі технологічної лінії безпосередньо далі за технологічним маршрутом відносно прокатного стану, який надає можливість простого маніпулювання рейкою для її 1 UA 105516 C2 5 10 15 20 25 30 35 40 45 50 55 60 передавання з рольганга у зону термічної обробки, забезпечує оптимальне затискання рейки по її довжині, і таким чином ефективно протидіє прогину та його змінюванню, та у той же час припускає поздовжній рух рейки, спричинений термічною усадкою, і таким чином дозволяє уникнути пошкоджень як зовнішньої поверхні рейки, так і маніпуляторів. Іншою задачею цього винаходу є створення установки для термічної обробки рейок, яка включає в себе згаданий вище пристрій для маніпулювання. Ще однією задачею цього винаходу є створення способу маніпулювання рейкою, який оптимізує позиціонування рейки вздовж рольганга, маніпулювання та утримування рейки по суті у прямолінійному положенні під час термічної обробки, якій її піддають. Отже, цим винаходом запропоновано вирішення зазначених вище задач шляхом створення пристрою для маніпулювання рейкою, що має головку та підошву, який за п. 1 включає в себе: - множину засобів переміщення, призначених для захоплення та кантування рейки з положення, в якому рейка перекинута на бік, у положення, в якому головка рейки обернена догори; - множину маніпуляторів, споряджених затискачами, призначеними для затискання рейки за підошву, та які здатні переміщувати рейку зі згаданого положення, в якому головка рейки обернена догори, у положення, в якому головка рейки обернена донизу; у якому згадані засоби переміщення включають в себе перші важелі, які приводять у дію першим приводом, призначені для переміщення рейки з положення, в якому вона перекинута на бік, на першій площині, у положення, в якому головка рейки обернена догори, на другій площині, розташованій вище згаданої першої площини. Другий аспект цього винаходу має відношення до установки для термічної обробки рейок, призначеної для піддавання головок згаданих рейок термічній обробці, у складі технологічної лінії, у якій рейки виходять з прокатного стану, який має вісь прокатування, причому згадана установка для термічної обробки за п. 9 включає в себе: поздовжній рольганг, розташований вздовж осі прокатування; перший поздовжній охолоджувальний резервуар, розташований поряд із згаданим рольгангом та паралельно йому; та пристрій для маніпулювання за п. 1, у якому - перші важелі розташовані вздовж рольганга, визначають згадану першу площину, і призначені для знімання рейок зі згаданого рольганга та для їх кантування з положення, в якому рейка перекинута на бік, на згаданому рольгангу у положення, в якому головка рейки обернена догори, на згаданій другій площині поблизу множини маніпуляторів; - та перші маніпулятори зі згаданої множини маніпуляторів, споряджені затискачами, призначеними для затискання першої рейки за підошву, та які здатні переміщувати згадану першу рейку зі згаданого положення, в якому головка рейки обернена догори, у положення вище першого охолоджувального резервуара, в якому головка обернена донизу. Ще один аспект цього винаходу охоплює спосіб маніпулювання рейкою за допомогою згаданого вище пристрою для маніпулювання, який за п. 13 включає такі операції: - переміщення рейки за допомогою перших важелів згаданих засобів переміщення з положення, в якому рейка перекинута на бік, на першій площині, у положення, в якому головка рейки обернена догори, на другій площині, розташованій вище згаданої першої площини; - затискання рейки за допомогою затискачів множини маніпуляторів, шляхом контакту тільки частин внутрішньої поверхні губок з бічними поверхнями підошви рейки; - повертання маніпуляторів для переміщення рейки зі згаданого положення, в якому головка обернена догори, у положення, в якому головка обернена донизу. Крім того, пристрій та спосіб маніпулювання рейками за цим винаходом має такі переваги: - краще затискання зігнутої рейки з одночасним утворенням відносно низьких затискних зусиль під час термічної обробки шляхом швидкого охолоджування у резервуарі в результаті того, що напрямок дії зусиль, створених стисканням затискачів на підошві зігнутої рейки, по суті збігаються з осями обертання самих затискачів; - можливість керування гідравлічними циліндрами приводів затискачів, що входять до складу маніпуляторів, з можливістю переходу від: - високого затискного зусилля під час руху рейки з положення, у якому головка рейки обернена догори, в положення, у якому рейка занурюється в охолоджувальний резервуар, щоб витримувати вагу рейки та відцентрову силу, яка утворюється під час повертання маніпуляторів; - до достатньо низького затискного зусилля під час занурювання для уможливлення скорочення рейки, спричиненого термічною усадкою. Пристрій та спосіб маніпулювання застосовані при компонуванні установки для термічної обробки, яка включає в себе три охолоджувальні резервуари, розташовані послідовно, та має такі переваги: 2 UA 105516 C2 5 10 15 20 25 30 35 40 45 50 55 60 - вона дозволяє досягти високої продуктивності, вираженої кількістю рейок, оброблених за одиницю часу; - вона оптимізує потрібний простір та зменшує початкові капітальні витрати, пов'язані з фундаментами пристрою; - вона уможливлює раціоналізацію схем виробничого обладнання та систем водяних трубопроводів, які живлять охолоджувальні резервуари; - вона є гнучкою, оскільки допускає вивантаження прокатаних рейок та їх термічну обробку, а також зміни виробничого циклу для виготовлення крупносортних профілів; - вона є модульною, тобто уможливлює додавання інших охолоджувальних резервуарів для додаткового підвищення годинної продуктивності або обробки рейок різних розмірів. Залежні пункти формули відповідають варіантам здійснення цього винаходу, яким віддається перевага. Стислий опис фігур Особливості та переваги цього винаходу зрозумілі з нижченаведеного докладного опису варіантів здійснення пристрою та способу маніпулювання рейками, яким віддається перевага, але які не є виключними та єдино можливими, ілюстрованих необмежувальними прикладами, з посиланням на супровідні фігури, на яких: На Фіг. 1 показана компонувальна схема установки для термічної обробки головки рейки за цим винаходом; На Фіг. 2а показаний вид збоку першої частини пристрою для маніпулювання рейками за цим винаходом з маніпулятором, який перебуває у положенні, в якому головка рейки занурена у резервуар; На Фіг. 2b показаний вид збоку другої частини пристрою для маніпулювання рейками за цим винаходом; На Фіг. 3-14 показані деякі операції способу маніпулювання рейками із застосуванням пристрою за цим винаходом. На Фіг. 15 показаний перший варіант здійснення засобу приведення у дію затискачів у двох різних положеннях; На Фіг. 16 показаний перший варіант другого конструктивного виконання засобу приведення у дію затискачів у двох різних положеннях; На Фіг. 17 показаний другий варіант другого конструктивного виконання засобу приведення у дію затискачів у двох різних положеннях; На Фіг. 18 показаний третій варіант другого конструктивного виконання засобу приведення у дію затискачів у двох різних положеннях; На Фіг. 19 показаний четвертий варіант другого конструктивного виконання засобу приведення у дію затискачів у двох різних положеннях; На Фіг. 20 показаний поперечний розріз установки, у якому зображений рухомий скидач, призначений для знімання прокатаних виробів з рольганга у випадку виникнення аварійної ситуації далі за технологічним маршрутом. Докладний опис варіантів здійснення винаходу, яким віддається перевага На Фіг. 2а та Фіг. 2b показаний варіант здійснення пристрою для маніпулювання рейками за цим винаходом, якому віддається перевага. Рейки мають головку, шийку та основу або підошву. У свою чергу підошва включає в себе плоску основу, а також бокові та зворотну поверхні, нахилені відносно площини основи. Бічні та нахилені поверхні з'єднані проміжною з'єднувальною секцією профілю. У першому варіанті такий пристрій включає в себе: - поздовжній рольганг 3 (Фіг. 1), розташований на одній лінії вздовж осі прокатування X і призначений для приймання рейки 9 (Фіг. 1), яка виходить з останньої кліті прокатного стану; - поздовжній охолоджувальний резервуар 5, розташований поряд із згаданим рольгангом 3 та паралельно йому, для термічної обробки рейки 9 шляхом занурювання її в охолоджувальну плинну речовину, вміщену у згаданий резервуар; - множину засобів 20 переміщення (Фіг. 3), розташованих вздовж рольганга 3 та призначених для знімання рейки 9 з рольганга 3 та її кантування з положення, в якому вона лежить на рольгангу на боці, з підошвою, оберненою до охолоджувального резервуара 5 (Фіг. 3), - положення, в якому рейка надходить на рольганг, - у положення, в якому головка рейки обернена догори відносно рольганга 3 (Фіг. 8); - множину маніпуляторів 10, споряджених затискачами, призначеними для захоплювання рейки 9 за підошву, та її обертання з положення на рольгангу, в якому головка рейки обернена догори (Фіг. 8), у положення, в якому головка рейки обернена донизу та занурена в охолоджувальний резервуар 5 (Фіг. 14). 3 UA 105516 C2 5 10 15 20 25 30 35 40 45 50 55 60 Рейка у згаданому вище положенні, в якому її головка обернена догори, знаходиться не на рольгангу 3, а поблизу маніпуляторів 10, які знаходяться у початковому положенні (Фіг. 3-8). Наявність проміжних засобів переміщення рейок, розташованих у зоні термічної обробки, які передають рейки з рольганга 3 на маніпулятори 10, дозволяє уникнути безпосереднього піддавання маніпуляторів підвищеним термічним навантаженням, наявним поблизу рольганга. Крім того, це спрощує операції технічного обслуговування у зоні термічної обробки, оскільки остання розташована на більшій відстані від рольганга, ніж у відомих технічних рішеннях. Охолоджувальний резервуар 5 має такий поздовжній розмір, який уможливлює занурення рейки цілком. Після завершення термічної обробки головки, рейки вивантажують з рольганга на холодильний стіл або холодильник 8. Кожний з засобів 20 переміщення, розташованих вздовж рольганга 3 з кроком, який дорівнює, наприклад, 1,5 метри, включає в себе: - важіль 25, відомий як штовхач, який приводять в дію гідравлічним циліндром 28 або іншим прийнятним засобом, повертається навколо своєї осі 27 обертання на заздалегідь визначений кут, наприклад, 30°, та переміщує рейку 9, скривлену або нахилену у один бік, на бічну частину рольганга 3, дальню від охолоджувального резервуара (Фіг. 3 та Фіг. 4); - важіль 26, який жорстко прикріплений своїм першим кінцем до валу 11' трансмісії (Фіг. 7), розташованого збоку відносно рольганга 3, а на другому своєму кінці має дві виступні частини 26', 26", які на згаданому другому кінці визначають по суті U-подібний простір для розташування частини рейки під час обертання згаданого важелю 26. За варіантом, якому віддається перевага, форма важеля 26 є такою, що у початковому положенні його другий кінець перебуває під бічною частиною рольганга 3, дальньою від охолоджувального резервуара (Фіг. 4). Кожний з маніпуляторів 10, розташованих вздовж рольганга 3 з кроком, наприклад, 3 метри, включає в себе балку 12, жорстко прикріплену своїм кінцем до вала 11 трансмісії, встановленого у проміжному положенні між резервуаром 5 та рольгангом 3. Кожна балка 12 має з іншого кінця затискач, губки 14 якого шарнірно підвішені на опорах або осях 19 обертання. Гідравлічний привід 13 або інший відповідний засіб приведення у дію також встановлений на кожній балці для приведення у дію губок 14. Інші рухомі елементи губок 14 можуть взаємодіяти зі згаданим гідравлічним приводом 13. На Фіг. 15 показаний перший варіант, у якому пара взаємно зчеплених зубчастих коліс 32 виконана як єдине ціле з відповідними осями 19 обертання губок 14: гідравлічний привід 13, сконфігурований для приведення у дію одного з двох зубчастих коліс, таким чином викликає відкривання обох губок 14. Це рішення має перевагу, яка полягає у тому, що система приведення у дію має невеликі розміри та пересуває губки завжди симетрично. На Фіг. 16-19 показані чотири інші варіанти пристрою, які включають в себе системи важелів, замість зубчастих коліс. У порівнянні з рішенням, що передбачає зубчасті колеса, ці системи важелів мають перевагу, яка полягає у тому, що система трансмісії між губками не має зубчастого з'єднання, яке піддається високим термічним навантаженням, через близькість рейки, та забрудненню металевою крихтою, яка надходить з самої рейки. Зокрема, перший варіант, показаний на Фіг. 16, включає в себе систему з трьох тяг 33, 34 та 35. Тяга 35 своїм першим кінцем шарнірно з'єднана з балкою 12 маніпулятора, а другим кінцем з приводом 13. Обидві тяги 33 та 34 своїми відповідними першими кінцями разом з тягою 35 шарнірно з'єднані з приводом 13; своїми ж відповідними другими кінцями вони шарнірно з'єднані з відповідними точками губок 14. На Фіг. 16b показані губки 14 у відкритому положенні, а на Фіг. 16а показані губки 14 у закритому положенні. Цей перший варіант має невеликий недолік; він забезпечує закривання губок за допомогою штовхальної дії гідравлічного приводу, тобто з більш високим зусиллям закривання; також він забезпечує несиметричне пересування губок. Крім того губки 14 не симетричні у положенні максимального відкривання, що зберігається також у положенні закривання. Другий варіант, показаний на Фіг. 17, включає в себе систему з двох тяг 36, 37 та хитний важіль 38. Хитний важіль 38 своїм першим кінцем шарнірно з'єднаний з приводом 13, а у його центральній частині шарнірно з'єднаний з опорою, виконаною як єдине ціле з балкою 12 маніпулятора 10, або безпосередньо з балкою 12. Тяга 36 своїм відповідним першим кінцем разом з хитним важелем 38 шарнірно з'єднана з приводом 13; на відміну від них, тяга 37 своїм відповідним першим кінцем шарнірно з'єднана з другим кінцем хитного важеля 38. Тяги 36 та 37 своїми відповідними другими кінцями шарнірно з'єднані з відповідними точками губок 14. На Фіг. 17b показані губки 14 у відкритому положенні, а на Фіг. 17а показані губки 14 у закритому положенні. 4 UA 105516 C2 5 10 15 20 25 30 35 40 45 50 55 60 Цей другий варіант є дещо більш громіздким, ніж перший варіант; він забезпечує закривання губок за допомогою штовхальної дії гідравлічного приводу. У цьому випадку губки 14 так само є симетричними у закритому положенні. Третій варіант, показаний на Фіг. 18, включає в себе систему з важелем 39 та двома тягами 40 та 41. Важіль 39, який у цьому прикладі має трикутну форму, шарнірно з'єднаний відповідно з приводом 13 - першою вершиною, з опорою, виконаною як єдине ціле з балкою 12 маніпулятора, або безпосередньо з балкою 12 - другою вершиною, та з першими кінцями тяги 40, 41 - третьою вершиною. Тяги 40 та 41 своїми відповідними другими кінцями шарнірно з'єднані з відповідними точками губок 14. На Фіг. 18b показані губки 14 у відкритому положенні, а на Фіг. 18а показані губки 14 у закритому положенні. Цей третій варіант є дещо більш громіздким, ніж другий варіант; він забезпечує закривання губок за допомогою штовхальної дії гідравлічного приводу; він передбачає несиметричне пересування губок. Губки 14 є симетричними як у положенні максимального відкривання, так і затискання. Це рішення забезпечує дуже сильне, міцне затискання. І останній - четвертий - варіант, показаний на Фіг. 19, включає в себе систему з важелем 39' та двома тягами 40 та 41. Важіль 39' у цьому прикладі має по суті L-подібну форму із западиною, оберненою до балки 12, а своїм першим кінцем шарнірно з'єднаний з приводом 13 та у його центральній частині шарнірно з'єднаний з опорою, виконаною як єдине ціле з балкою 12 маніпулятора, або безпосередньо з балкою 12. Своїм другим кінцем він шарнірно з'єднаний з першими кінцями тяг 40, 41. Тяги 40 та 41 своїми відповідними другими кінцями шарнірно з'єднані з відповідними точками губок 14. На Фіг. 19b показані губки 14 у відкритому положенні, а на Фіг. 19а показані губки 14 у закритому положенні. Четвертий варіант є менш громіздким, ніж третій та другий варіанти; він забезпечує закривання губок за допомогою натягувальної дії приводу, а отже з меншим зусиллям закривання; при цьому зусилля, з яким діє сам привод, є однаковим; також він передбачає несиметричне пересування губок. Губки 14 є симетричними у положеннях максимального відкривання та закривання. Це рішення забезпечує дуже сильне, міцне затискання незважаючи на те, що привод працює на натягування, тобто зі значно меншим зусиллям. Затискачі виконані таким чином, що губки 14 мають внутрішню поверхню, яка зазвичай споряджена зношуваним елементом 30, який звичайно називають "клином", профіль якого по суті відповідає профілю рейки приблизно до половини шийки, і є придатним для стикування з боків підошви або основи рейки, залишаючи заздалегідь визначений зазор біля зворотньої або нахиленої поверхні підошви. На практиці кут нахилу зворотної поверхні підошви відносно площини основи підошви є меншим, ніж кут нахилу відповідної внутрішньої поверхні губки 14 у затиснутому положенні (Фіг. 2а). Коли рейка 9 захоплена губками 14 у затиснутому положенні (Фіг. 2а), згин рейки як такої у поздовжньому напрямку утворює в деяких точках контакт певної частини з'єднувальної ділянки між бічними та зворотною поверхнями з відповідною частиною внутрішньої поверхні губок; зусилля, паралельні площині симетрії рейки, мають величину приблизно на один порядок вище, ніж зусилля закривання, утворені губками як такими на цих контактних поверхнях. За варіантом, якому віддається перевага, рівнодійна сила згаданих паралельних зусиль має напрямок, який або збігається з віссю відповідного шарніра 19, або проходить на невеликій відстані від неї. Отже, плече рівнодійної сили зусиль, паралельних площині симетрії рейки та утворених вигином рейки, коли зігнута рейка затиснута губками, відносно осей 19 обертання дорівнює нулю або у будь-якому випадку є невеликим, наприклад, не перевищує 30 мм та за варіантом, якому віддається перевага, дорівнює 5 мм. Виходячи з цього, момент, утворений згаданими зусиллями, паралельними площині симетрії рейки відносно осей 19 обертання закритих губок, або дорівнює нулю, або є зовсім незначним. Таким чином: - уникають випадкового відкривання губок внаслідок поштовхів, спричинених затисканням рейки, яка згинається під дією нерівномірних температурних полей між підошвою та головкою; - можуть бути застосовані відносно низькі зусилля закривання губок. Пристрій для маніпулювання розділений на модулі, кожний з яких включає в себе вал 11 трансмісії, та які розташовані послідовно один біля одного, на потрібній довжині пристрою для маніпулювання. Система керування, яка надана кожному модулю, за варіантом, якому віддається перевага, є синхронним двигуном. Вали 11 трансмісії різних модулів керовані відповідними двигунами. За варіантом, якому віддається перевага, вали 11 трансмісії з одного кінця мають з'єднувальний елемент, призначений для введення в зачеплення з відповідним заглибленням, зробленим у ближчому 5 UA 105516 C2 5 10 15 20 25 30 35 40 45 50 55 60 кінці наступного вала 11 трансмісії, у випадку, якщо виникають проблеми з приводом у будьякому модулі установки. Спосіб маніпулювання рейками, реалізований із застосуванням згаданого вище першого варіанта здійснення пристрою для маніпулювання, включає такі операції: 1) вивантаження рейки 9 у нахиленому положенні, а саме перекинутому на бік, на рольганг 3; під час виконання цієї операції з приймання рейки, штовхачі 25 та важелі 26 перебувають у відповідних початкових зовнішніх положеннях під рольгангом 3 (Фіг. 3); 2) приведення у дію штовхачів 25 за допомогою гідравлічних циліндрів 28 для їх повертання з вихідного положення на заздалегідь визначений кут, наприклад, приблизно 30°, у першому напрямку обертання навколо відповідних осей 27 до стикання штовхачів 25 з рейкою 9, переміщення рейки 9, перекинутої на бік, у поперечному напрямку відносно середньої поздовжньої площини самого рольганга 3, зокрема, на бічну частину рольганга 3, дальню від резервуара 5 (Фіг. 4); 3) можливе приведення у дію других важелів 26 з частковим їх підніманням, причому нижня частина просторів, призначених для розташування рейки 9, продовжує перебувати під площиною, визначеною рольгангом 3 (Фіг. 5); 4) приведення у дію штовхачів 25 за допомогою гідравлічних циліндрів 28 для їх повертання у другому напрямку обертання, протилежному відносно першого, навколо відповідних осей 27 з поверненням у згадані відповідні початкові положення (Фіг. 6); 5) приведення у дію важелів 26 за допомогою валу 11' трансмісії для їх повертання у відповідному першому напрямку обертання на визначений кут, який по суті становить приблизно 90°, і таким чином розташування рейки 9 у кінцевих просторах, піднімання її з рольганга 3 та кантування її у положення, в якому головка рейки обернена догори: під час обертання згаданих важелів рейка 9 ковзає вздовж нижньої частини просторів доки вона не досягне контакту з виступаючими частинами 26" (Фіг. 7), та наприкінці ходу важелів 26 досягає положення, в якому головка рейки обернена догори, а основа підошви спирається на виступаючі частини 26" (Фіг. 8); 6) можливе центрування рейки 9 на виступаючих частинах 26" за допомогою затискачів маніпуляторів 10 для уникнення ковзання рейки, зокрема, з боку головної частини та хвостової частини, під час виконання операції стискання затискачів; 7) вирівнювання рейки 9 шляхом взаємодії між маніпуляторами 10 та виступаючими частинами 26' важелів 26; починаючи від вихідного положення (Фіг. 8), маніпулятори 10, з губками 14 у відкритому положенні, повертаються так, що піднімають рейку 9 опорною поверхнею 24 до досягнення положення взаємодії з важелями 26 (Фіг. 9), у якому головка рейки прийнятно віддалена від виступаючих частин 26', наприклад, на декілька сантиметрів, за винятком точок з більшим вигином рейки, у яких вже існує контакт між головкою рейки та виступаючими частинами 26' важелів 26, і залишаються у піднятому положенні; 8) затискання рейки 9 у згаданому вище положенні, показаному на Фіг. 9, шляхом повного затискання губок 14, які прилягають до бокових поверхонь підошви, залишаючи все ж заздалегідь визначений зазор між губками та верхньою поверхнею підошви (Фіг. 10); 9) повертання маніпуляторів 10 трохи донизу для відокремлення головки рейки від виступаючих частин 26', щоб уникнути переміщення на поверхні головки рейки під час виконання наступної операції 10); 10) приведення у дію важелів 26 за допомогою валу 11' трансмісії для їх повертання у відповідному другому напрямку обертання (Фіг. 12) до виходу щонайменше із зони дії маніпуляторів 10; 11) повертання маніпуляторів 10 у першому напрямку обертання приблизно на 170° до положення, в якому головка рейки 9 обернена донизу на заздалегідь визначеній відстані від охолоджувального резервуара 5 (Фіг. 13); причому рейку 9 утримують у цьому положенні доти, доки головка не досягне заздалегідь визначеної температури поверхні, щонайменше 720 °C, під дією охолодження на повітрі; 12) додаткове повертання маніпуляторів 10 у першому напрямку обертання до положення, при якому рейка занурюється у резервуар 5 (Фіг. 14); це охолодження за допомогою охолоджувальної рідини, яка міститься в резервуарі, триває доти, доки температура поверхні головки рейки не досягне величини, на 50-150 °C вищої, ніж температура Ar3, таким чином, щоб запобігти фазовому перетворенню з аустеніту на перліт; 13) повертання маніпуляторів 10 у другому напрямку обертання, протилежному першому, до досягнення положення, в якому головка рейки 9 обернена донизу на згаданій заздалегідь визначеній відстані від охолоджувального резервуара 5 (позиція, що відповідає Фіг. 13); причому рейку 9 утримують у цьому положенні доти, доки під дією охолодження на повітрі 6 UA 105516 C2 5 10 15 20 25 30 35 40 45 50 55 60 температура поверхні головки не зрівняється з температурою приповерхневого шару головки рейки, причому згаданий приповерхневий шар має глибину від 15 мм до 25 мм від поверхні головки; 14) повертання маніпуляторів 10 у першому напрямку обертання до положення в якому рейка занурюється у резервуар 5 (позиція, що відповідає Фіг. 14); це додаткове охолодження за допомогою охолоджувальної рідини триває доти, доки температура поверхні головки рейки не досягне величини, нижчої за 500 °C, внаслідок чого відбувається фазове перетворення з аустеніту на перліт; 15) повертання маніпуляторів 10 у другому напрямку обертання приблизно на 170-180° до досягнення положення, при якому головка рейки 9 обернена донизу, по суті у положення, в якому здійснялося затискання; 16) приведення у дію важелів 26 з їх повертанням у відповідному першому напрямку обертання таким чином, що виступаючі частини 26' досягають згаданого вище положення взаємодії з головкою рейки (позиція, що відповідає Фіг. 10); 17) відкривання губок 14 та подальше повертання маніпуляторів 10 у другому напрямку обертання до встановлення підошви рейки на виступаючі частини 26" (позиція, що відповідає Фіг. 8); 18) приведення у дію важелів 26 за допомогою валу 11' трансмісії з їх повертанням у відповідному другому напрямку обертання на визначений кут, який по суті становить приблизно 90°, таким чином повертаючи рейку 9 на рольганг 3 у положення, при якому вона перекинута на бік, з підошвою, оберненою до охолоджувального резервуара 5, у поперечному напрямку відносно середньої поздовжньої площини самого рольганга 3. У цій точці термічно оброблена рейка готова для подавання на рольганг 3 та подальшого вивантаження на холодильний стіл. За варіантом, якому віддається перевага, після того, як завершено термічну обробку рейки шляхом швидкого охолоджування, яке включає в себе чотири операції охолодження відповідно на повітрі, у рідині, на повітрі і у рідині - отримано поверхневий шар головки рейки глибиною від зовнішньої поверхні головки від 15 мм до 25 мм. Згаданий шар має однорідну тонкозернисту перлітну структуру з розміром зерна, що за варіантом, якому віддається перевага, становить від 9 до 4 за стандартом Росії ГОСТ 8233-56. На виході з останньої кліті прокатного стану 2 рейку 9 вивантажують на рольганг 3 у положенні, при якому вона перекинута на бік, з підошвою, оберненою до охолоджувального резервуара 5 (випадок, показаний на фігурах); альтернативно вона може бути вивантажена на рольганг 3 у положенні, в якому вона перекинута на бік, з головкою, оберненою до охолоджувального резервуара 5 (випадок не показаний). Можливе центрування рейки 9 на виступаючих частинах 26" (операція 6) здійснюють таким чином: - невелике повертання маніпуляторів 10 від вихідного положення з губками у відкритому положенні доти, доки кінці губок по суті не досягнуть висоти підошви; - часткове закривання губок 14 затискачів до контакту з обома бічними поверхнями основи та центрування рейки 9 без її затискання; - повторне відкривання губок 14. Вимірювання температури поверхні головки рейки може бути здійснено під час виконання операції 11) та операції 13) за допомогою пірометрів. На Фіг. 1 показана компонувальна схема частини установки для виготовлення рейки, яка включає в себе другий варіант здійснення пристрою для маніпулювання за варіантом здійснення цього винаходу, якому віддається перевага. Компонувальна схема за цим прикладом включає в себе: - установку прокатування блюмів, яка придатна для виготовлення рейок або крупносортних профілів і визначає вісь X прокатування (на Фіг. 1 показана тільки остання кліть прокатного стану 2); - установку 1 для термічної обробки, що призначена для піддавання головок рейок термічній обробці та включає в себе згаданий пристрій для маніпулювання; - холодильний стіл або холодильник 8, на який вивантажують рейки 9 після обробки. Далі за технологічним маршрутом відносно холодильного стола 8 може бути передбачена правильна машина, призначена для доведення рейок до потрібних допусків на прямолінійність, а також вихідний рольганг у напрямку до зони остаточної обробки. Установка 1 для термічної обробки (Фіг. 1) включає в себе: - поздовжній рольганг 3, розташований вздовж осі X прокатування далі за технологічним маршрутом безпосередньо за останньою кліттю прокатного стану 2, та призначений для 7 UA 105516 C2 5 10 15 20 25 30 35 40 45 50 55 приймання та переміщення рейок вперед перед термічною обробкою головки шляхом термічного гартування та після неї; - перший поздовжній охолоджувальний резервуар 5, розташований поблизу першої початкової частини рольганга 3 та паралельно йому, для термічної обробки головки першої рейки; - другий поздовжній охолоджувальний резервуар 6, розташований поблизу другої частини рольганга 3 та паралельно йому, причому згадана друга частина наступна за першою частиною для термічної обробки головки другої рейки; - третій поздовжній охолоджувальний резервуар 7, розташований поблизу третьої частини рольганга 3 та паралельно йому, причому згадана третя частина наступна за другою частиною для термічної обробки головки третьої рейки; - факультативно вздовж рольганга 3 розташовані висувні упори, які автоматично приводяться у дію та пересуваються знизу догори, з високою точністю зупиняючи передній кінець рейки у потрібному положенні відносно резервуара, у якому вона повинна проходити обробку. Охолоджувальні резервуари 5, 6, 7 мають такий поздовжній розмір, який уможливлює занурення рейки цілком. За варіантом, якому віддається перевага, згадані резервуари 5, 6, 7 є повністю незалежними, оскільки кожний резервуар має усі установки та системи, необхідні для роботи, такі як гідродинамічний вузол, вузол підготовки плинної речовини для швидкого охолоджування, вузол змащування тощо. Таким чином, будь-який з трьох резервуарів може бути виключений з циклу обробки для виконання технічного обслуговування, у той час як інші два резервуари продовжують працювати. Обрізні ножиці можуть бути передбачені між установкою 1 для термічної обробки та холодильним столом 8. Рольганг 3 може бути застосований для безпосереднього вивантаження на плиту 8 або рейок, що не повинні проходити обробку, або крупносортних профілів, які не вимагають обробки. За варіантом, якому віддається перевага та який показаний на фігурах, рольганг 3 розташований на стандартній висоті від підлоги, яка становить приблизно 800 мм, у той час як охолоджувальні резервуари 5, 6, 7 з відповідними маніпуляторами 10 розташовані вище, і рейку 9 подають до них за допомогою важелів або перевантажувачів 26. Ця конструкція дозволяє меншу глибину фундаментів у зоні термічної обробки зі значним зменшенням витрат. Нижченаведене обладнання також передбачено вздовж другої та третьої частин рольганга 3: - множина засобів 20 переміщення, призначених для знімання рейки 9 з рольганга та кантування з положення, в якому вона лежить на боці з підошвою, оберненою до відповідного охолоджувального резервуара 6, 7 - положення, в якому рейка надходить на другу та третю частину рольгангу 3, - у положення, в якому головка рейки обернена догори, поблизу до початкового положення (Фіг. 8) маніпуляторів 10; - множина маніпуляторів 10, розташованих між рольгангом 3 та другим охолоджувальним резервуаром 6 для затискання рейки та її повертання таким чином, що рейка занурена у згаданий резервуар 6, а також між рольгангом 3 та третім охолоджувальним резервуаром 7 для затискання рейки та її повертання таким чином, що рейка занурена у згаданий резервуар 7. Крім того, вали 11 трансмісії відповідно встановлені у проміжному положенні між резервуаром 6 та рольгангом 3, а також між резервуаром 7 та цим рольгангом 3. Для проходу важелів, або штовхачів 25 або важелів 26, вздовж рольганга 3 виконані отвори. За варіантом, якому віддається перевага, рухомі скидачі 42 розташовані поперек рольганга 3 у відповідних частинах рольганга 3 для знімання прокатаних виробів - рейок або профілів безпосередньо з рольганга у випадку аварійної ситуації далі за технологічним маршрутом. Рухомий скидач 42 на Фіг. 20 показаний у першій частині рольганга 3 та охолоджувального резервуара 5. Після вивантаження рейки 9 на рольганг 3, якщо перший охолоджувальний резервуар 5 вільний, спосіб маніпулювання за цим винаходом включає такі операції: - рейку 9 переміщують та кантують з положення, в якому вона перекинута на бік, у першому положенні на рольгангу 3, у положення, в якому головка рейки обернена догори, поблизу до початкового положення губок 14 маніпуляторів 10, як описано вище для операцій 2) та 5); - операції від 6) до 18) виконуються у зоні установки, де розташовані охолоджувальний резервуар 5 та відповідна перша частина рольганга 3; 8 UA 105516 C2 5 10 15 - подавання рейки 9 вздовж другої частини та третьої частини рольганга 3, поблизу якого розташовані другий 6 та третій 7 охолоджувальні резервуари, не утворюючи перешкод для маніпуляторів та засобів переміщення, встановлених вздовж згаданих другої та третьої частини рольганга 3; - вивантаження рейки 9 з термічно обробленою головкою на холодильний стіл 8. Якщо ж перший охолоджувальний резервуар 5 зайнятий попередньою рейкою, то замість цього рейку 9 передають на другу частину рольганга 3 та: - якщо другий охолоджувальний резервуар 6 вільний, то рейку кантують, затискають та виконують термічну обробку головки у згаданому другому резервуарі 6, як описано в послідовності операцій з 2) до 18); - якщо другий охолоджувальний резервуар 6 зайнятий, то рейку передають на третю частину рольганга 3, де її кантують, затискають та виконують термічну обробку головки у згаданому третьому резервуарі 7, як описано в послідовності операцій з 2) до 18); Основна перевага, досягнута цим другим варіантом здійснення пристрою для маніпулювання, полягає у досягненні продуктивності 27-28 рейок на годину та погодинної продуктивності 180-200 тон на годину. ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 60 1. Пристрій для маніпулювання рейкою (9), яка має головку та підошву, який включає в себе: - множину засобів (20) переміщення, призначених для захоплення та кантування рейки (9) з положення, в якому вона перекинута набік, у положення, в якому головка рейки обернена догори, - множину маніпуляторів (10), споряджених затискачами, призначеними для затискання рейки (9) за підошву, та які виконані з можливістю переміщувати рейку (9) зі згаданого положення, в якому головка рейки обернена догори, у положення, в якому головка рейки обернена донизу, у якому згадані засоби (20) переміщення включають в себе перші важелі (26), які виконані так, що уможливлене їх приведення у дію першим приводом (11'), призначені для переміщення рейки (9) з положення, в якому вона перекинута набік, на першій площині, у положення, в якому головка рейки обернена догори, на другій площині, розташованій вище згаданої першої площини. 2. Пристрій за п. 1, який відрізняється тим, що перші важелі (26) жорстко прикріплені своїм першим кінцем до першого привода (11'), а на відповідному другому кінці мають дві виступаючі частини (26', 26"), виконані таким чином, що згаданий другий кінець визначає простір для розташування частини рейки під час руху перших важелів (26). 3. Пристрій за п. 1 або п. 2, який відрізняється тим, що засоби (20) переміщення включають в себе другі важелі (25), які виконані так, що уможливлене їх приведення в дію другим приводом (28), та які призначені для переміщення рейки (9) вздовж згаданої першої площини з першого положення, при якому вона перекинута набік, у друге положення, при якому вона перекинута на той самий бік. 4. Пристрій за п. 3, який відрізняється тим, що другі важелі (25) виконані з можливістю обертання навколо відповідної осі (27) на заздалегідь визначений кут. 5. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що згадані затискачі включають в себе дві губки (14), встановлені з можливістю повертання навколо відповідних осей (19) та виконані таким чином, що затискання рейки відбувається за допомогою контакту тільки між частинами внутрішньої поверхні губок (14) та бічними поверхнями підошви рейки (9). 6. Пристрій за п. 5, який відрізняється тим, що кожний з маніпуляторів (10) включає в себе балку (12), жорстко прикріплену з першого кінця до валу (11) трансмісії, та розташовані з другого кінця балки (12) губки (14) згаданих затискачів. 7. Пристрій за п. 6, який відрізняється тим, що він включає в себе привод (13) для приведення в дію губок (14), розташований на кожній балці (12). 8. Пристрій за п. 7, який відрізняється тим, що він включає в себе засоби пересування губок (14), які включають в себе систему з зубчастими колесами або важелями й забезпечують взаємодію зі згаданим приводом (13). 9. Установка для термічної обробки рейок, призначена для піддавання головок згаданих рейок термічній обробці у складі технологічної лінії, у якій рейки виходять з прокатного стану, який має вісь (X) прокатування, причому згадана установка для термічної обробки включає в себе: поздовжній рольганг (3), розташований вздовж осі прокатування (X), перший поздовжній охолоджувальний резервуар (5), розташований поряд зі згаданим рольгангом (3) та паралельно йому та пристрій для маніпулювання за п. 1, у якому 9 UA 105516 C2 5 10 15 20 25 30 35 40 45 50 - перші важелі (26), розташовані вздовж рольганга (3), визначають згадану першу площину, і призначені для знімання рейок зі згаданого рольганга (3) та для їх кантування з положення, в якому рейка перекинута набік, на згаданому рольгангу (3), у положення, в якому головка рейки обернена догори, на згаданій другій площині поблизу до множини маніпуляторів (10), - та перші маніпулятори (10) зі згаданої множини маніпуляторів, споряджені затискачами, призначеними для затискання першої рейки за підошву, та які виконані з можливістю переміщувати згадану першу рейку зі згаданого положення, в якому головка рейки обернена догори, у положення вище першого охолоджувального резервуара (5), в якому головка обернена донизу. 10. Установка за п. 9, яка відрізняється тим, що перший поздовжній охолоджувальний резервуар (5) розташований поблизу першої частини рольганга (3) для термічної обробки головки першої рейки, та яка додатково споряджена: - другим поздовжнім охолоджувальним резервуаром (6) для термічної обробки головки другої рейки, розташованим поряд з другою частиною рольганга (3) та паралельно йому, причому згадана друга частина рольганга розташована далі за технологічним маршрутом відносно його першої частини, - та третім поздовжнім охолоджувальним резервуаром (7) для термічної обробки головки третьої рейки, розташованим поряд з третьою частиною рольганга (3) та паралельно йому, причому згадана третя частина рольганга розташована далі за технологічним маршрутом відносно його другої частини. 11. Установка за п. 10, яка відрізняється тим, що перші маніпулятори (10) розташовані між згаданим першим охолоджувальним резервуаром (5) та згаданою першою частиною рольганга (3), та яка додатково споряджена: - другими маніпуляторами (10) для маніпулювання другою рейкою та піддавання її термічній обробці у другому резервуарі (6), розташованими між згаданим другим охолоджувальним резервуаром (6) та згаданою другою частиною рольганга (3), - та третіми маніпуляторами (10) для маніпулювання третьою рейкою та піддавання її термічній обробці у третьому резервуарі (7), розташованими між згаданим третім охолоджувальним резервуаром (7) та згаданою третьою частиною рольганга (3). 12. Установка за п. 11, яка відрізняється тим, що перший, другий та третій охолоджувальні резервуари (5, 6, 7) та відповідні маніпулятори (10) у їх початковому положенні розташовані у згаданій другій площині. 13. Спосіб маніпулювання рейкою за допомогою пристрою для маніпулювання за п. 1, який включає такі операції: - переміщення рейки (9) за допомогою перших важелів (26) згаданих засобів (20) переміщення з положення, в якому рейка перекинута набік, на першій площині, у положення, в якому головка рейки обернена догори, на другій площині, розташованій вище згаданої першої площини, - затискання рейки (9) за допомогою затискачів множини маніпуляторів (10) шляхом контакту тільки частин внутрішньої поверхні губок (14) з бічними поверхнями підошви рейки (9), - повертання маніпуляторів (10) для переміщення рейки (9) зі згаданого положення, в якому головка обернена догори, у положення, в якому головка обернена донизу. 14. Спосіб за п. 13, який відрізняється тим, що перед виконанням операції затискання рейки (9) виконують вирівнювання рейки шляхом взаємодії між маніпуляторами (10) та засобами (20) переміщення. 15. Спосіб за п. 14, який відрізняється тим, що вирівнювання здійснюють шляхом повертання маніпуляторів (10), починаючи з початкового положення, внаслідок чого відбувається піднімання рейки (9) опорною поверхнею (24) до досягнення положення взаємодії з першими важелями (26), у якому головка рейки не прилягає до виступаючих частин (26') перших важелів (26), за винятком точок з більшим вигином рейки, у яких вже існує контакт між головкою рейки та виступаючими частинами (26'). 10 UA 105516 C2 11 UA 105516 C2 12 UA 105516 C2 13 UA 105516 C2 14 UA 105516 C2 15 UA 105516 C2 16 UA 105516 C2 17 UA 105516 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 18
ДивитисяДодаткова інформація
Назва патенту англійськоюHandling machine for rails and handling process associated thereto
Автори російськоюPoloni, Alfredo, Schreiber, Marco
МПК / Мітки
МПК: C21D 1/63, C21D 9/06, B65G 7/00, B21B 39/24
Мітки: рейкою, спосіб, обробки, маніпулювання, допомогою, рейок, пристрій, термічної, пристрою, установка
Код посилання
<a href="https://ua.patents.su/20-105516-pristrijj-dlya-manipulyuvannya-rejjkoyu-ustanovka-dlya-termichno-obrobki-rejjok-ta-sposib-manipulyuvannya-rejjkoyu-za-dopomogoyu-pristroyu-dlya-manipulyuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для маніпулювання рейкою, установка для термічної обробки рейок та спосіб маніпулювання рейкою за допомогою пристрою для маніпулювання</a>
Пристрій для маніпулювання рейкою, установка для термічної обробки рейок та спосіб маніпулювання рейкою
Номер патенту: 103352
Опубліковано: 10.10.2013
Автори: Полоні Альфредо, Андреатта Даніеле, Шрайбер Марко
МПК: B21B 39/24, C21D 9/04, C21D 1/63, C21D 9/06
Мітки: спосіб, обробки, рейок, рейкою, маніпулювання, пристрій, термічної, установка
Формула / Реферат:
1. Пристрій для маніпулювання рейкою (9), яка має головку та підошву, який включає в себе:- множину кантувачів (20), призначених для кантування рейки (9) з першого положення, в якому рейка перекинута на бік, у друге положення, у якому головка рейки обернена догори,- множину маніпуляторів (10), які включають в себе затискачі, виконані для затискання рейки (9) по підошві, у якому кожний зі згаданих затискачів включає в себе дві...
Спосіб термічної обробки рейок та пристрій для здійснення цього способу
Номер патенту: 98685
Опубліковано: 11.06.2012
Автори: Баццаро Джанлука, Де-Лука Андреа, Кападж Нуредін, Полоні Альфредо
МПК: C21D 9/04, C21D 1/62, C21D 1/63, B21B 43/00, C21D 9/00, B21B 45/02
Мітки: спосіб, обробки, здійснення, термічної, рейок, способу, цього, пристрій
Формула / Реферат:
1. Спосіб термічної обробки на технологічній лінії рейки, яку виводять з лінії прокатування, який включає такі операції:- першу операцію охолодження рейки на повітрі до досягнення температури поверхні головки рейки принаймні 720 °C;- другу операцію охолодження за допомогою охолоджувального плинного середовища до досягнення температури поверхні головки на 50-150 °C вище температури Аr3 для запобігання фазовому...
Індукційна установка для термічної обробки зварних стиків рейок
Номер патенту: 75027
Опубліковано: 26.11.2012
Автори: Письменний Олександр Семенович, Губатюк Руслан Сергійович, Письменний Олексій Олександрович, Юхименко Роман Вікторович, Прокоф`єв Олексій Сергійович
МПК: C21D 1/42
Мітки: зварних, стиків, установка, індукційна, обробки, рейок, термічної
Формула / Реферат:
Індукційна установка для термічної обробки зварних стиків рейок, яка складається із комплекту устаткування, до складу якого входять джерело високочастотного живлення, перетворювач, повітряний компресор, блок охолодження та робочий орган установки, який у свою чергу з'єднаний гнучкими струмовідводами та рукавами із комплектом устаткування, при цьому до складу робочого органа входять зварні конструкції, трансформатори, дроти, гнучкі рукави та...
Спосіб термічної обробки рейок
Номер патенту: 86564
Опубліковано: 27.04.2009
Автори: Бондаревська Надія Олександрівна, Комар Фідель Леонідович, Гарасим Юліан Андрійович, Тельович Роман Володимирович, Ошкадьоров Станіслав Петрович
МПК: C21D 9/04
Мітки: рейок, обробки, спосіб, термічної
Формула / Реферат:
Спосіб термічної обробки рейок зі сталей перлітного класу, який включає електронагрів рейки під загартування та охолодження нагрітого об'єму рейки в два етапи, який відрізняється тим, що здійснюють електронагрів всього об'єму рейки одночасно або послідовно частинами по довжині з швидкістю 10-100 ºС/с до температури Ас3 + 30-50 °С, після чого на першому етапі охолодження виконують одночасне охолодження поверхні головки рейки з швидкістю...
Спосіб термічної обробки рейок
Номер патенту: 87084
Опубліковано: 10.06.2009
Автори: Якушечкин Євген Іванович, Федій Всеволод Савельович, Якушечкіна Лауретта Іванівна, Баранєнко Юрій Павловіч, Телевич Роман Володимирович, Якушечкін Іван Владиславович, Якушечкін Владислав Євгенович
Мітки: спосіб, обробки, рейок, термічної
Формула / Реферат:
1. Спосіб термічної обробки рейок, що включає об'ємне нагрівання рейок у лінійно-пружному напруженому стані до температури аустенізації, витримку й охолодження киплячою водоповітряною сумішшю на повітрі, який відрізняється тим, що рейки нагрівають із швидкістю 1-50 °С/с до 780-890 °С, витримують 10-30 с, охолоджують головку рейки до 400-500 °С, після чого здійснюють охолодження по всьому перерізу рейки до температури не вище 100 °С, потім...
Попередній патент: Захисний елемент з доказом маніпуляції та його застосування для захисту предметів або упаковання
Наступний патент: Профільний лист та конструкція стику між профільними листами
Випадковий патент: Перетворювач електромагнітного поля