Спосіб термічної обробки рейок та пристрій для здійснення цього способу
Номер патенту: 98685
Опубліковано: 11.06.2012
Автори: Де-Лука Андреа, Баццаро Джанлука, Полоні Альфредо, Кападж Нуредін
Формула / Реферат
1. Спосіб термічної обробки на технологічній лінії рейки, яку виводять з лінії прокатування, який включає такі операції:
- першу операцію охолодження рейки на повітрі до досягнення температури поверхні головки рейки принаймні 720 °C;
- другу операцію охолодження за допомогою охолоджувального плинного середовища до досягнення температури поверхні головки на 50-150 °C вище температури Аr3 для запобігання фазовому перетворенню аустеніту на перліт;
- третю операцію охолодження на повітрі, яка має заздалегідь визначену тривалість, протягом якої завдяки теплу з внутрішніх шарів здійснюють відпускання приповерхневих шарів до температури 720-840 °C та досягають вирівнювання температури поверхні до температури у приповерхневому шарі головки рейки, причому згаданий приповерхневий шар має глибину від 15 до 25 мм від поверхні;
- четверту операцію охолодження за допомогою охолоджувального плинного середовища до досягнення температури поверхні головки нижче ніж 500 °C, при якій досягають фазового перетворення аустеніту на перліт,
причому згаданий перліт має однорідну структуру з тонкою гранулометричною структурою у згаданому приповерхневому шарі.
2. Спосіб за п. 1, який відрізняється тим, що швидкість охолодження під час виконання згаданої четвертої операції охолодження становить приблизно 2-7 °C/с.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що другу та четверту операції охолодження виконують зануренням головки рейки у резервуар, який містить згадане охолоджувальне плинне середовище.
4. Спосіб за п. 3, який відрізняється тим, що третю операцію охолодження виконують винесенням головки рейки назовні зі згаданого резервуара.
5. Спосіб за п. 1 або п. 2, який відрізняється тим, що другу та четверту операції охолодження виконують спрямуванням струменів охолоджувальної плинної речовини на головку рейки з призначених для цього розбризкувачів, розташованих так, щоб покривати усю довжину рейки.
6. Спосіб за п. 5, який відрізняється тим, що третю операцію охолодження здійснюють перекриванням згаданих розбризкувачів.
7. Пристрій для термічної обробки на технологічній лінії рейок, які виводять із лінії прокатування, призначений для виконання способу за п. 1, який включає в себе щонайменше один пересувний візок (3), який в свою чергу включає в себе:
- поздовжній рольганг (15), який включає в себе пари роликів (10) та виконаний з можливістю приймання, вздовж осі прокатування, рейки (9), яку виводить зі згаданої виробничої лінії, утримуючи рейку в положенні прокатування, причому рольганг виконаний з можливістю обертання навколо поздовжньої осі, паралельної осі (X) прокатування, для орієнтування головки рейки донизу;
- та поздовжній резервуар (11) для охолоджувального плинного середовища, у яке може бути занурена головка рейки.
8. Пристрій за п. 7, який відрізняється тим, що він включає в себе два пересувні візки (3, 4), розташовані паралельно один до одного та до осі (X) прокатування і пристосовані для поперемінного розташування кожного вздовж згаданої осі прокатування для приймання рейки (9, 9'), яка підлягає термічній обробці.
9. Пристрій за п. 8, який відрізняється тим, що він включає в себе засоби маніпулювання, виконані з можливістю пересування згаданих пересувних візків (3, 4) паралельно осі (X) прокатування.
10. Пристрій за будь-яким із попередніх пунктів 7-9 , який відрізняється тим, що згаданий резервуар (11, 11') розташований на основі кожного візка (3, 4) та має поздовжній розмір, який принаймні дорівнює розмірові рейки.
11. Пристрій за п. 10, який відрізняється тим, що він включає в себе привод для піднімання або опускання резервуара (11, 11') до заздалегідь визначених висот.
12. Пристрій за будь-яким із попередніх пунктів 7-11, який відрізняється тим, що пари роликів (10, 10') мають відповідний профіль для спрямовування рейки (9, 9'), який відповідає формі ділянки з'єднання шийки з підошвою.
13. Пристрій за п. 12, який відрізняється тим, що усі згадані пари роликів (10, 10') можуть мати привод або може мати привод їх частина, та у якому для кожної пари роликів (10, 10') з приводом передбачений підтримувальний ролик (12), виконаний з можливістю перебування у контакті з підошвою рейки, причому його вісь перпендикулярна до осі роликів із приводом.
14. Пристрій за п. 13, який відрізняється тим, що він включає в себе розбризкувачі (14), які розташовані у рольгангу (15, 16) та пристосовані для охолодження підошви рейки.
15. Пристрій за п. 14, який відрізняється тим, що приводи пар роликів (10, 10') виконані з можливістю здійснювати зворотно-поступальне пересування рейки, яке надає можливість розбризкувачам (14) здійснювати охолодження також і тієї частини підошви, яка перебуває у контакті з підтримувальними роликами (12).
Текст
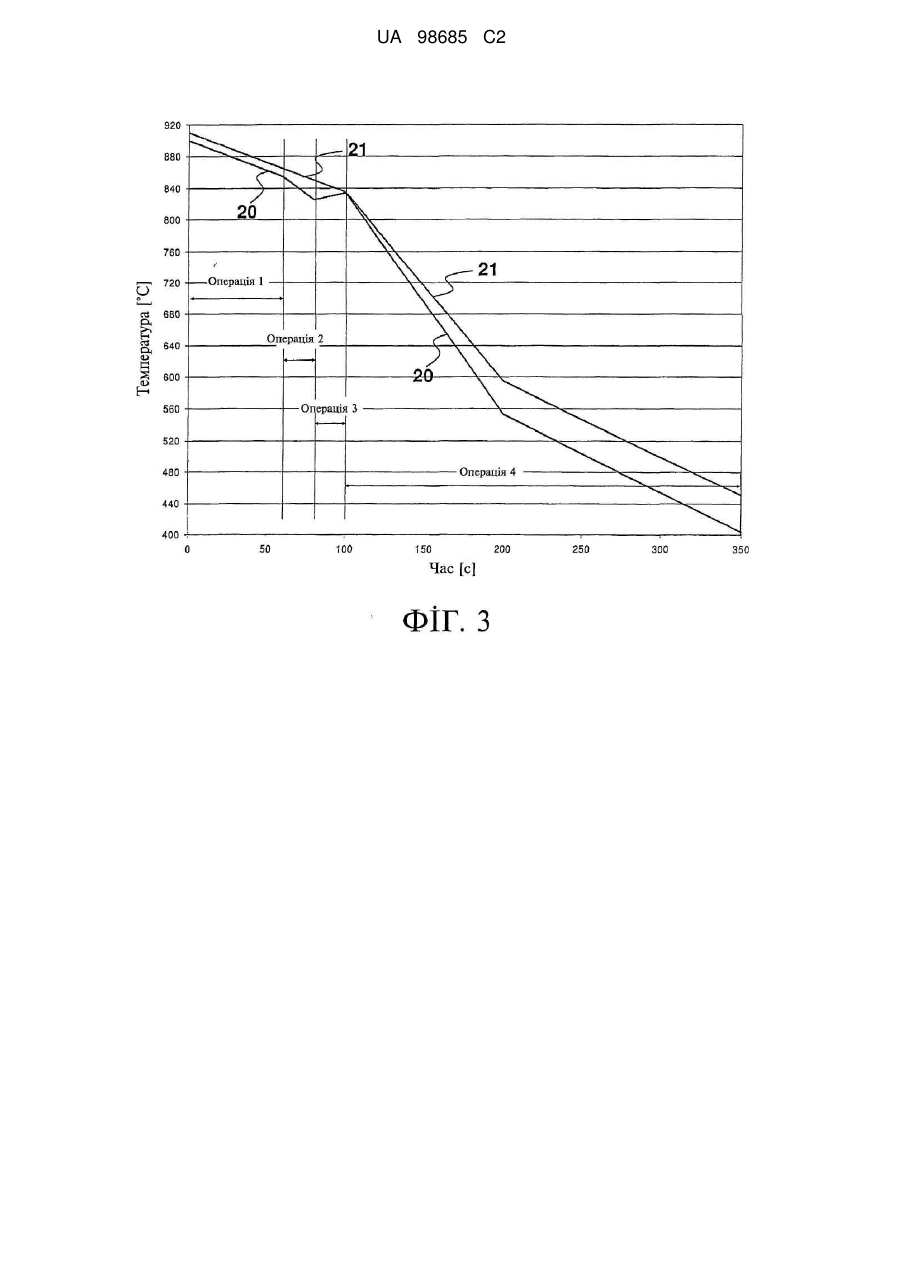
Реферат: Спосіб термічної обробки катаних рейок на технологічній лінії, який забезпечує отримання тонкозернистої перлітної структури, однорідної на усю заздалегідь визначену товщину приповерхневого шару головки рейки. Також описаний новий пристрій для термічної обробки рейок, який є частиною технологічної лінії, до складу якої входить лінія прокатування, який має простішу конструкцію, високу міцність та вимагає менших обсягів технічного обслуговування у порівнянні з існуючими пристроями. UA 98685 C2 (12) UA 98685 C2 UA 98685 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь застосування винаходу Винахід має відношення до способу термічної обробки катаних рейок на технологічній лінії для поліпшення механічних властивостей у щонайменше одному приповерхневому шарі головки рейки та до пристрою для термічної обробки рейок, зокрема, до пристрою для термічної обробки на технологічній лінії рейок, які виходять із лінії прокатування. Рівень техніки Відомі різноманітні варіанти пристроїв та способів для термічної обробки катаних рейок, пристроїв та способів, які спеціально призначені для гартування головки рейки шляхом прискореного охолодження. Багато із цих пристроїв не є частиною технологічної лінії з клітями прокатних станів. Це вимагає зберігання катаних рейок та подальшого нагрівання перед термічною обробкою шляхом прискореного охолодження зі значним споживанням енергії та низькою продуктивністю. На відміну від них, в інших системах пристрої розташовані вздовж лінії прокатування: катану рейку вивантажують на рольганг, прикріплений до підлоги; після цього її знімають маніпуляторами, що включають в себе відповідні важельні системи, які керують рухом рейки під час термічної обробки, якій піддають останню; насамкінець її вивантажують на холодильний стіл або холодильник за допомогою відповідних механізмів вивантаження. Рейки, які були піддані нагріванню або безпосередньо надійшли з прокатного стану, піддають швидкому охолодженню або із застосуванням розбризкувачів, які подають охолоджувальне плинне середовище (воду, повітря, або водно-повітряну суміш) на головку рейки, або зануренням у резервуар, який вмішує охолоджувальне плинне середовище. При застосуванні розбризкувачів недолік полягає у викривленні рейки по довжині з причини нерівномірності температури у деяких частинах рейки та з причини викликаного цим різного термічного розширення. При застосуванні занурювального резервуара замість розбризкувачів досягається більша однорідність охолодження по довжині, хоча у будь-якому випадку різниця температур між основою гарячої рейки та охолоджуваної головки викликає згин рейки; недолік у цьому випадку полягає у тому, що застосовані маніпулятори є недостатньо жорсткими та здатними опиратися та сприймати згаданий згин. Інший недолік таких маніпуляторів полягає у тому, що під час обробки вони завжди перебувають у контакті з рейкою у спільних точках опори, таким чином утворюючи небажані "холодні" зони на самій рейці. Крім того, для усіх відомих пристроїв вихідна продуктивність усієї лінії є дуже низькою. Ця вихідна продуктивність не перевищує 12-15 рейок на годину для рейок довжиною приблизно 100 м. Такі пристрої також не є конструктивно простими та вимагають значних обсягів технічного обслуговування. Обидва ці чинники визначають зростання витрат на виготовлення та експлуатацію пристрою. Виходячи із цього, виникає потреба у створенні нового пристрою для термічної обробки рейок, що виходять із лінії прокатування, який забезпечує усування згаданих вище недоліків. Що ж стосується процесу термічної обробки, то процеси термічної обробки зануренням забезпечують здійснення неперервного охолодження головки рейки, однак викликають неоднорідність утворюваної під час обробки мікроструктури по усій товщині оброблюваного шару. На відміну від цього, інші процеси включають введення легувальних елементів, таких як кремній та алюміній, у сталь, що підлягає обробці, для отримання потрібних остаточних характеристик. Однак додавання легувальних елементів має недолік, який полягає у значному зростанні собівартості виготовлення. Виходячи із цього, виникає потреба у створенні нового способу термічної обробки головки рейок, який забезпечує поліпшення механічних властивостей завдяки поліпшенню металургійної мікроструктури без додавання у сталь легувальних елементів. Суть винаходу Головною задачею винаходу є створення нового способу термічної обробки катаних рейок на технологічній лінії, який забезпечує отримання тонкої перлітної структури, однорідної на усю заздалегідь визначену товщину приповерхневого шару головки рейки, особливо прийнятної для експлуатації рейок в дуже холодних середовищах завдяки поліпшеній ударній в'язкості. Іншою задачею винаходу є створення пристрою для термічної обробки рейок, розташованого у складі технологічної лінії, до складу якої входить лінія прокатування, який має просту конструкцію, високу міцність та вимагає менших обсягів технічного обслуговування у порівнянні з існуючими пристроями. 1 UA 98685 C2 5 10 15 20 25 30 35 40 45 50 55 60 Виходячи з цього, метою винаходу є вирішення згаданих вище задач створенням способу термічної обробки на технологічній лінії рейки, яка виходить із лінії прокатування, який за п. 1 включає такі операції: - перша операція охолодження рейки на повітрі до досягнення температури поверхні головки рейки не нижче 720°С; - друга операція охолодження за допомогою охолоджувального плинного середовища до досягнення температури поверхні головки на 50-150°С вище температури Аr3 для запобігання фазовому перетворенню аустеніту на перліт; - третя операція охолодження на повітрі, яка має заздалегідь визначену тривалість, протягом якої відбувається вирівнювання температури поверхні до температури у приповерхневому шарі головки рейки, причому згаданий приповерхневий шар має глибину від 15 мм до 25 мм від поверхні; - четверта операція охолодження за допомогою охолоджувального плинного середовища до досягнення температури поверхні головки нижче ніж 500°С, при якій відбувається фазове перетворення аустеніту на перліт; причому згаданий перліт має однорідну структуру з тонкою гранулометричною структурою у згаданому приповерхневому шарі. За іншим аспектом винаходу запропонований пристрій для термічної обробки на технологічній лінії рейок, які виходять із лінії прокатування, який за п. 8 включає в себе щонайменше один пересувний візок, який в свою чергу включає в себе: - поздовжній рольганг, який включає в себе пари роликів та виконаний з можливістю приймання вздовж осі прокатування рейки, яка виходить зі згаданої виробничої лінії, утримуючи рейку в положенні прокатування, причому згаданий рольганг виконаний з можливістю обертання навколо поздовжньої осі, паралельної осі прокатування, для орієнтування головки рейки донизу; - та поздовжній резервуар для вміщення охолоджувального плинного середовища, у яке може бути занурена головка рейки. За варіантом, якому віддається перевага, пристрій за цим винаходом включає в себе щонайменше один рольганг, який уможливлює спрямовування рейки точно вздовж лінії прокатування, а отже й збереження того самого положення рейки, у якому вона виходить з останньої кліті прокатного стану, тобто коли вісь симетрії рейки перебуває по суті у горизонтальному положенні. Той самий рольганг також забезпечує рейці жорстку опору, маніпулювання нею під час термічної обробки та вивантаження її на холодильник. Таким чином, рольганг пристрою за цим винаходом здійснює усі ці функції у інший спосіб, який відрізняється від дії відомого рольганга, який, на відміну від нього, призначений тільки для подавання прокатаної рейки, а отже потребує застосування спеціалізованих пристроїв-маніпуляторів. Інша перевага пристрою за цим винаходом полягає у тому, що він передбачає два колісні рольганги, які поперемінно встановлюють вздовж осі прокатування, уможливлюючи майже паралельну термічну обробку двох рейок, що підвищує продуктивність виробничої лінії. Таким чином, досягається подвоєння продуктивності у порівнянні з продуктивністю відомих пристроїв, які мають швидкість прокатування від 8 м/с до 10 м/с. За варіантом, якому віддається перевага, занурення рейки у резервуар на усю її довжину забезпечує однорідність обробки, температурні деформації рейки фактично виключаються або зменшуються до мінімуму завдяки жорсткості пристрою. Також забезпечується підвищення технологічної гнучкості виконання операції остаточного охолодження, яка є найбільш важливою для отримання потрібної остаточної структури. Результат у вигляді тонкого перлітного зерна залежить від швидкості охолодження під час виконання цієї останньої операції, а також від деформації матеріалу, отриманої у клітях прокатного стану. Таким чином, перевага віддається високим швидкостям охолодження, які у будь-якому випадку не спричинюють утворення небажаних бейнітних та/або бейнітно-сорбітних структур. За варіантом, якому віддається перевага, спосіб за цим винаходом включає чотири операції охолодження: дві на повітрі та дві у воді з домішками або у іншій прийнятній охолоджувальній рідині. Головки рейок, отримані у відповідності із цим способом, показують такі властивості: - висока твердість (340-420 НВ); - висока зносостійкість; - достатня ударна в'язкість; - високий опір утомленості; - зберігання згаданих вище механічних властивостей при дуже низьких температурах експлуатації (до -60°С); - глибина однорідної тонкозернистої перлітної структури щонайменше 15-25 мм; 2 UA 98685 C2 5 10 15 20 25 30 35 40 45 50 55 60 - добра якість поверхні та добра прямолінійність рейки після завершення обробки; - відсутність поверхневих мікротріщин. Залежні пункти формули відповідають варіантам здійснення винаходу, яким віддається перевага. Стислий опис фігур Додаткові особливості та переваги цього винаходу стануть більш зрозумілі з подальшого докладного опису варіантів виконання пристрою для термічної обробки рейок, яким віддається перевага, але які не є виключними та єдино можливими, ілюстрованого супровідними кресленнями, наведеними як приклад, який не обмежує суті винаходу, на яких: на Фіг. 1а та Фіг. 1b показані приклади компонування ліній виробництва рейок, які включають в себе пристрій за цим винаходом; на Фіг. 2 показаний вид збоку пристрою за цим винаходом; на Фіг. 3 показаний графік залежності температури від часу для деяких операцій способу за цим винаходом на поверхні та у заздалегідь визначеному приповерхневому шарі головки рейки; на Фіг. 4 показаний графік залежності температури від часу у логарифмічній шкалі для операції остаточного охолодження, передбаченої способом за цим винаходом, на поверхні та у заздалегідь визначеному приповерхневому шарі головки рейки; крім того, наведені термокінетичні діаграми (ССТ), або криві перетворень; на Фіг. 5 показаний графік залежності температури від часу на поверхні та у заздалегідь визначеному приповерхневому шарі головки рейки для однієї операції охолодження зануренням, яку застосовують у відомих способах; на Фіг. 6 показаний графік залежності температури від часу для трьох перших операцій охолодження, передбачених способом за цим винаходом, на поверхні та у заздалегідь визначеному приповерхневому шарі головки рейки. Докладний опис варіантів здійснення винаходу, яким віддається перевага На Фіг. 1а показаний приклад компонування лінії виробництва рейок, яка включає в себе пристрій для термічної обробки за цим винаходом. Ця лінія включає в себе: - нагрівальну піч 1 для заготовок; - лінію 2 прокатування заготовок для виготовлення рейок; - два пересувні візки 3, 4, кожний з яких обладнаний поздовжнім рольгангом для подавання, підтримування та маніпулювання рейками під час термічної обробки; - холодильний стіл або холодильник 5, на який вивантажують оброблені рейки; - правильну машину 6, призначену для дотримання допусків на прямолінійність, які вимагає ринок; - рольганг 7 вивантаження, спрямований до зони зберігання. Правильна машина 6 може бути встановлена з правого та/або лівого боку холодильника 5. На Фіг. 1b показаний варіант компонування, на якому пристрій для термічної обробки за цим винаходом, який включає в себе пересувні візки 3 та 4, завжди розташований вздовж осі X прокатування. У цьому випадку холодильник 5 розташований між останньою кліттю прокатного стану та пристроєм за цим винаходом. Це компонування надає можливість обробки у складі технологічної лінії лише деяких із прокатаних рейок. Катані рейки, для яких термічна обробка швидким охолодженням не вимагається, можуть бути вивантажені на стіл 5, з якого поступальним пересуванням їх передають безпосередньо на правильну машину 6. У пристрої за цим винаходом візки 3, 4 розташовані паралельно один до одного та до осі X прокатування, а за варіантом, якому віддається перевага, вони пристосовані для поперемінного розташування вздовж згаданої осі прокатування. Кожний візок має можливість поступального пересування у поперечному напрямку відносно осі або лінії прокатування завдяки наявності маніпуляторів, наприклад, системи пересування, виконаної на підлозі, або іншої відповідної системи. Кожний візок 3, 4, показаний на Фіг. 2, включає в себе поздовжній рольганг 15, 16, який в свою чергу має пари роликів 10, 10' з приводом, вісі яких простягаються горизонтально, коли візок перебуває у положенні (b), та виконаний з можливістю приймання, вздовж осі X прокатування, рейки 9, 9', яка виходить з лінії 2 прокатування, таким чином утримуючи рейку в положенні прокатування, тобто положенні з горизонтальною віссю симетрії. Пари роликів 10, 10' мають відповідний профіль для спрямовування рейки 9, 9', який відповідає формі ділянки з'єднання шийки (стінки) з підошвою. Усі ці пари роликів 10, 10' можуть мати привод або може мати привод їх частина, наприклад, через одну пару. За варіантом, якому віддається перевага, для позбавлення утримуваної рейки можливості згинатися та запобігання небажаному згину відстань між парами роликів 10, 10' може становити від 0,5 м до 2 м. Діаметр згаданих роликів може становити від 400 мм до 600 мм. 3 UA 98685 C2 5 10 15 20 25 30 35 40 45 50 55 Рольганг, розташований безпосередньо на виході лінії прокатування, призначений для вивантаження, спрямовування та утримування прокатаної рейки при здійсненні термічної обробки. Після закінчення обробки рейку вивантажують на холодильник 5 за допомогою того самого рольганга. Для кожної пари роликів 10 з приводом передбачений також підтримувальний ролик 12, вісь якого є вертикальною, коли візок перебуває у положенні (b). Він входить у контакт з основою підошви рейки для кращого спрямовування рейки у тому самому положенні, у якому вона виходить з останньої кліті прокатного стану. За варіантом, якому віддається перевага, пари роликів 10, 10' з приводом можуть бути розведені, і, під час здійснення операції приймання прокатаної рейки на обробку, нижні ролики, зафіксовані з віссю у горизонтальному положенні, приймають рейку, в той час як верхні ролики, що є пересувними, підняті з робочого положення. Наприклад, верхні ролики можуть бути підняті обертанням навколо осі для полегшення вставляння рейки у пристрій за цим винаходом. Після повного вставляння рейки верхні ролики та підтримувальні ролики 12 відповідно прилягають до шийки та підошви рейки, забезпечуючи утримування. За варіантом, якому віддається перевага, поздовжній рольганг відповідним чином шарнірно підвішений з можливістю обертання навколо поздовжньої осі, паралельної осі X прокатування, для орієнтування головки рейки донизу. Кожний візок 3, 4 також включає в себе поздовжній резервуар 11, 11' для охолоджувальної рідини, яка за варіантом, якому віддається перевага, але не обов'язково, являє собою воду, яка містить синтетичну домішку, наприклад, таку як гліколь, у яку занурюють головку рейки. Резервуар 11, 11' розташований на основі візка та має поздовжній розмір, який принаймні дорівнює розмірові рейки. Відповідний привод для резервуара 11, 11' виконаний з можливістю його піднімання з основи візка до заздалегідь визначеної висоти, здійснюючи занурення головки рейки в охолоджувальну рідину. Такий привод може включати в себе, наприклад, гідравлічні домкрати або систему важелів. За варіантом, якому віддається перевага, товщина роликів 10, 10' є зменшеною, і становить, наприклад, від 60 мм до 80 мм, для запобігання утворенню контакту з крайкою розташованого знизу охолоджувального резервуара під час піднімання останнього. Рівень охолоджувальної рідини у резервуарі 11, 11' може бути близьким до крайок, або ж рідина може переповнювати його, тобто проливатися з боків кожного разу під час занурення рейки. У цьому останньому випадку можуть бути передбачені бічні збірники 13, 13', а за варіантом, якому віддається перевага, можуть бути передбачені також засоби рециркуляції рідини з повертанням зібраної рідини у резервуар. Можуть бути передбачені також перемішувальні засоби для перемішування охолоджувальної рідини у резервуарі, наприклад, такі як генератори коливань. За варіантом, якому віддається перевага, у рольгангах 15, 16 передбачені розбризкувачі 14, призначені для охолодження підошви рейки, для запобігання утворенню температурних деформацій внаслідок різниці температур, яка утворюється між головкою та підошвою рейки. Інша перевага полягає у тому, що у такий спосіб в оброблюваній рейці утворюються менші залишкові напруження. За варіантом, якому віддається перевага, розбризкувачі 14 розбризкують ту саму охолоджувальну рідину, що міститься в резервуарі, можливо навіть змішану з повітрям. Згадані вище приводи пар роликів 10, 10' здійснюють зворотнопоступальне пересування рейки, яке надає можливість призначеним для цього розбризкувачам 14 охолодження підошви по усій довжині, а отже також і тієї частини підошви, що перебуває у контакті з підтримувальними роликами 12. Нижче описаний технологічний цикл, в якому застосовується пристрій за одним із варіантів здійснення цього винаходу, якому віддається перевага, й який включає в себе два візки 3, 4 з відповідними рольгангами 15, 16: 1) перший візок 3 у початковому положенні розташований вздовж осі X прокатування (положення b на Фіг. 2) та приймає першу рейку 9, наприклад, довжиною до 150 м та прокатану зі швидкістю від 8 м/с до 10 м/с. Коли рейка 9 зафіксована на рольгангу 15, вона не утримується нерухомо, а постійно пересувається вперед та назад так, щоб вирівнювати термічні навантаження на затискні ролики 10, а також не створювати холодних зон на шийці рейки; 2) після приймання прокатаної рейки 9, перший візок 3 пересувається від подавальної лінії або лінії прокатування (положення b на Фіг. 2) праворуч (положення с), а його рольганг 15 обертається на 90° проти годинникової стрілки так, щоб вісь симетрії рейки була орієнтована вертикально, а головка рейки була обернена донизу; у той самий час другий візок 4 4 UA 98685 C2 5 10 15 20 25 30 35 40 45 50 55 60 пересувається зі свого положення збоку (положення а) у положення вздовж лінії прокатування (положення b); 3) повітряне охолодження рейки 9 на візку 3 продовжується до досягнення температури вище ніж 720°С, за варіантом, якому віддається перевага, - від 800°С до 850°С, протягом загального проміжку часу, який становить, наприклад, від 40 с до 90 с, за варіантом, якому віддається перевага, дорівнює 80 с; у той самий час другий візок 4 (положення b) приймає другу рейку 9', яка також пересувається вперед та назад так, щоб вирівнювати термічні навантаження на затискні ролики 10', а також не створювати холодних зон на шийці рейки; 4) після приймання другої рейки 9' другий візок 4 повертається у своє положення збоку (положення а), в той час як його рольганг 16 обертається на 90° проти годинникової стрілки, так що вісь симетрії рейки 9' переходить у вертикальне положення з головкою, оберненою донизу; одночасно перший візок 3 повертається у положення вздовж лінії прокатування (положення b), a його резервуар 11 піднімається згаданим приводом (не показаний), наприклад, гідравлічними домкратами, для здійснення другої операції охолодження шляхом занурення головки першої рейки 9 у піднятий резервуар 11. За варіантом, якому віддається перевага, згадане вище зворотно-поступальне пересування рейки 9 спричинює руйнування тонкого парового шару, який може утворюватися на поверхні головки під час охолодження при зануренні головки, таким чином поліпшуючи теплообмін; 5) наприкінці часу, передбаченого для виконання операції занурення, який становить, наприклад, від 10 с до 20 с, а за варіантом, якому віддається перевага, дорівнює 15 с, резервуар 11 першого візка 3 (положення b) опускають, здійснюючи операцію витримування на повітрі (тривалістю, яка становить, наприклад, від 10 с до 60 с, а за варіантом, якому віддається перевага, дорівнює 15 с); у той самий час операція першого повітряного охолодження другої рейки 9' (положення а) закінчується, і резервуар 11' другого візка 4 піднімають так, що здійснюється друга операція охолодження зануренням головки рейки 9'; 6) після цього резервуар 11' (положення а) опускають, здійснюючи операцію витримування на повітрі (тривалістю, яка становить, наприклад, від 10 с до 60 с, а за варіантом, якому віддається перевага, дорівнює 15 с), і резервуар 11 (положення b) піднімають ще раз для здійснення операції остаточного охолодження зануренням головки першої рейки 9 (тривалістю, що становить, наприклад, приблизно 250 с); 7) подібним чином резервуар 11' (положення а) піднімають ще раз для здійснення операції останнього охолодження зануренням головки другої рейки 9'; 8) коли остання операція термічної обробки першої рейки 9 завершена, резервуар 11 (положення b) опускають ще раз, рольганг 15 обертають на 90° у напрямку, протилежному до попереднього, повертаючи вісь симетрії рейки знову у горизонтальне положення, ролики 10 із приводом пересувають термічно оброблену рейку 9, вивантажуючи її на холодильник 5, розташований далі за технологічним маршрутом, та приймають (операція 1) третю оброблювану рейку, коли вона виходить з останньої кліті прокатного стану; 9) коли третя рейка прийнята, перший візок 3 повторює дії, описані у операціях 2) та 3), одночасно на другому візку 4, коли останню операцію термічної обробки завершено для другої рейки 9', резервуар 11 (положення а) опускають ще раз, рольганг 16 обертають на 90° у напрямку, протилежному до попереднього, повертаючи вісь симетрії рейки знову у горизонтальне положення, в той час як візок 4 повертається у положення вздовж лінії прокатування (положення b), а ролики 10' з приводом подають термічно оброблену рейку 9', вивантажуючи її на холодильник 5, розташований далі за технологічним маршрутом, та приймають четверту оброблювану рейку, коли вона виходить з останньої кліті прокатного стану. Цикл продовжується повторенням описаних вище операцій 4-9. Рейки 9, 9' завжди завантажують на відповідні візки та вивантажують з них вздовж осі X прокатування. За одним із варіантів здійснення цього винаходу замість піднімання та опускання резервуара 11, 11', можливо відповідно передбачити опускання та піднімання рольганга 15, 16, вже повернутого на 90° проти годинникової стрілки. Спосіб термічної обробки рейок для гартування головки, який є предметом винаходу та включає чотири описані вище операції охолодження, може також бути здійснений із застосуванням пристроїв, які відрізняються від описаних вище. У будь-якому випадку спосіб за цим винаходом виконують у складі технологічної лінії, тобто на виході лінії прокатування, коли рейка досягла зони термічної обробки, так що залишкова температура після прокатування, яка дорівнює приблизно 900-950°С, корисно використовується. Таким чином забезпечується значна економія енергії у порівнянні зі способами, які здійснюють поза технологічною лінією з нагріванням рейки знову перед закалюванням. 5 UA 98685 C2 5 10 15 20 25 30 35 40 45 50 55 Нижче описаний варіант здійснення способу за цим винаходом, якому віддається перевага, стосовно сталі із вмістом вуглецю від 0,7% до 0,9% та вмістом марганцю у діапазоні від 0,75% до 1,25%. На виході лінії прокатування, коли рейка досягла зони термічної обробки у момент часу t=0 (Фіг. 3), усю рейку піддають охолодженню на повітрі до досягнення температури поверхні не нижче 720°С, а за варіантом, якому віддається перевага, - від 800°С до 850°С. Ця перша операція охолодження на повітрі має тривалість, наприклад, від 40 с до 90 с, а за варіантом, якому віддається перевага, вона становить 80 с. Протягом цієї першої операції уникають температур нижче ніж 720°С, щоб обов'язково мати добрий запас, що забезпечує відсутність будь-яких металургійних перетворень аустеніту протягом наступної другої операції охолодження. Після цього передбачена друга операція охолодження тільки головки рейки за допомогою охолоджувальної рідини до досягнення температури поверхні головки трохи вище температури Аr3 перетворення аустеніту на перліт. Зокрема, величина цієї температури поверхні на 50150°С вище за температуру Аr3, і таким чином є такою, що забезпечує запобігання фазовому перетворенню аустеніту на перліт. Ця друга операція тривалістю, наприклад, від 10 с до 20 с, а за варіантом, якому віддається перевага, дорівнює 15 с, може бути здійснена зануренням головки рейки у резервуар з водою, або з іншою прийнятною рідиною, зокрема, рідиною, яка містить синтетичні домішки, або може бути здійснена із застосуванням струменів води або іншої прийнятної рідини, зокрема, рідини, яка містить синтетичні домішки, причому струмені спрямовані на головку рейки з призначених для цього розбризкувачів, встановлених в охолоджувальних камерах та розташованих таким чином, щоб покривати усю довжину рейки. За варіантом, якому віддається перевага, спосіб за цим винаходом передбачає закінчення охолодження згаданою рідиною та здійснення третьої операції охолодження знову на повітрі тривалістю, яка, наприклад, становить від 10 с до 60 с, а за варіантом, якому віддається перевага, дорівнює 15 с, для вирівнювання температури поверхні головки рейки та заздалегідь визначеного приповерхневого шару головки рейки, який за варіантом, якому віддається перевага, має глибину від 15 мм до 25 мм від згаданої поверхні. Фактично тепло з внутрішніх шарів здійснює відпускання приповерхневих шарів до температури приблизно 720-840°С. Ця третя операція може бути здійснена винесенням головки рейки назовні зі згаданого вище резервуара або закриванням розбризкувачів, які утворюють струмені, спрямовані на головку. Після цього передбачена четверта операція охолодження, яку знову здійснюють за допомогою тієї самої охолоджувальної рідини до досягнення температури поверхні нижче ніж 500°С, а за варіантом, якому віддається перевага, нижче ніж 450°С. Ця четверта операція тривалістю, наприклад, приблизно 250 с, може бути здійснена або зануренням головки рейки у згаданий резервуар, або розбризкуванням зі згаданих вище розбризкувачів охолоджувальних камер. Максимальна тривалість четвертої операції становить від 180 с до 350 с та є такою, що забезпечує достатньо високу швидкість охолодження для отримання тонкозернистої перлітної структури та одночасного запобігання утворенню бейнітних та бейнітно-сорбітних структур, які мають значну жорсткість, однак і велику крихкість. Для цього описаного варіанта здійснення згадана швидкість охолодження не перевищує 3-4°С/с. Загальна тривалість циклу термічної обробки, який включає усі чотири операції охолодження, залежить від складу сталі, з якої виготовлено рейку, стосовно вмісту вуглецю (у межах від 0,45% до 1,2%) та від легувальних елементів у її складі. Загальний час описаної вище термічної обробки становить, наприклад, від 240 с до 520 с, а за варіантом, якому віддається перевага, він дорівнює 360 с. Крім того, тривалість перших трьох операцій охолодження також залежить від стану, у якому рейка надходить із виходу лінії прокатування, наприклад, температури поверхні та вирівнювання температури між поверхнею та згаданим вище приповерхневим шаром головки рейки. Тривалість згаданих перших трьох операцій може бути значно зменшена також якщо рейка виходить із прокатного стану, маючи відносно низьку температуру та добре вирівнювання температури між поверхнею та серединою головки рейки. Якщо спосіб здійснюють із застосуванням занурення у резервуар з рідиною, то варіант здійснення цього винаходу, якому віддається перевага, передбачає: - охолодження основи, або підошви, рейки за допомогою призначених для цього розбризкувачів, для запобігання утворенню температурних деформацій; - зворотно поступальне пересування рейки вперед та назад вздовж поздовжньої осі, для уможливлення однорідного охолодження усієї підошви рейки згаданими призначеними для 6 UA 98685 C2 5 10 15 20 25 30 35 40 45 50 55 60 цього розбризкувачами, а також для запобігання утворенню парового шару, який залишається на поверхні головки рейки, коли головка рейки занурена у резервуар. У способі за винаходом виконання першого охолодження у рідині, при якому не відбуваються фазові перетворення, уможливлює зменшення загального часу циклу термічної обробки головки рейки; крім того, переривання другої операції охолодження рідиною та наявність третьої операції охолодження повітрям (відпуск) уможливлює прийнятне для виконуваної термічної обробки вирівнювання температури згаданого вище приповерхневого шару головки рейки з температурою зовнішньої поверхні. Таким чином для наступної четвертої операції охолодження рідиною утворюється приблизно така сама початкова температура, що й для фазового перетворення аустеніт-перліт, як на поверхні, так і по усьому згаданому приповерхневому шарі, та відповідно приблизно така сама швидкість охолодження. Таким чином, наприкінці згаданого фазового перетворення за варіантом, якому віддається перевага, отримують тонкозернисту та однорідну перлітну структуру у приповерхневому шарі, товщина якого становить приблизно 15-25 мм, а за варіантом, якому віддається перевага, - щонайменше 20 мм. Тонкозерниста та однорідна перлітна структура необхідна для експлуатації рейки за дуже низьких температур, наприклад, до -60°С. На Фіг. 3 показаний графік залежності температури від часу протягом чотирьох операцій охолодження головки рейки (охолодження на повітрі, охолодження у рідині, вирівнювання на повітрі, охолодження в рідині) як на поверхні, так і у внутрішньому шарі головки рейки, який має глибину 20 мм від згаданої поверхні. Цей графік відповідає способу за винаходом, який може бути здійснений відповідно у двох варіантах пристрою для термічної обробки рейок: - варіант, який передбачає занурення головки рейки у резервуар з водою або іншою прийнятною рідиною, яка може містити синтетичну домішку; - та варіант, який передбачає утворення струменів води з домішками або іншої прийнятної рідини за допомогою розбризкувачів, які відкривають або закривають залежно від операції охолодження, яка підлягає виконанню. Протягом виконання операції охолодження зануренням у рідину можливо застосування води, у яку додана відповідна синтетична домішка, при температурі від 35°С до 55°С або чистої води при температурі, близькій до точки кипіння. Зокрема, крива 20 показує залежність температури поверхні головки рейки від часу, а крива 21 показує залежність температури внутрішнього шару головки рейки, який має товщину 20 мм, від часу. Обидві криві 20, 21 мають по чотири сегменти, які відповідають першій, другій, третій та четвертій операціям охолодження відповідно. На Фіг. 4 у логарифмічній шкалі показаний графік залежності температури від часу для останньої операції охолодження головки рейки. На графіку також наведені термокінетичні діаграми, або криві Бейна, які показують зони таких фаз: аустеніт, перліт, бейніт. За цим винаходом лише під час операції остаточного охолодження відбувається металургійне перетворення головки рейки: дійсно, криві 20 та 21 потрапляють у зону перліту, показану термокінетичними кривими. Для отримання особливо тонкого перлітного зерна, однак без утворення бейнітних та/або бейнітно-сорбітних структур, під час виконання останньої операції термічної обробки перевага віддається високому нахилу кривих 20 та 21 на Фіг. 4, тобто високій швидкості охолодження. Зокрема у способі за цим винаходом нахил кривих 20 та 21 охолодження повинен бути таким, щоб проходити близько до бейнітної зони, не перетинаючи її (Фіг. 4). За варіантом, якому віддається перевага, швидкість охолодження під час виконання останньої операції термічної обробки за цим винаходом становить від 2°С/с до 7°С/с, а за варіантом, якому віддається більша перевага, 2-5°С/с. Для рейки, виготовленої зі сталі, яка має вміст вуглецю від 0,7% до 0,9% та вміст марганцю від 0,75% до 1,25%, оптимальна швидкість охолодження дорівнює 3-4°С/с. За варіантом, якому віддається перевага, наявність проміжної третьої операції охолодження на повітрі (вирівнювання на Фіг. 3) уможливлює набування усім заздалегідь визначеним приповерхневим шаром головки рейки приблизно однакової температури, яка відповідає температурі зовнішньої поверхні. Це забезпечує отримання однорідної перлітної структури, а отже і однорідних механічних властивостей по усій товщині, яка піддається обробці під час виконання операції остаточного охолодження рідиною. На Фіг. 5 та Фіг. 6 у логарифмічній шкалі показані два графіки залежності температури від часу, які відповідно стосуються таких процесів: - відомі процеси, у яких передбачена єдина операція охолодження зануренням; - перші три стадії охолодження, передбачені способом за цим винаходом. На Фіг. 5 та Фіг. 6 криві, позначені позицією 20, показують залежність температури поверхні головки рейки від 7 UA 98685 C2 5 часу; криві, позначені позицією 21, показують залежність температури у шарі головки рейки, який має товщину 20 мм, від часу. З їх порівняння видно, що у способі за цим винаходом (Фіг. 6) різниця температури між поверхнею та згаданим внутрішнім шаром перед охолодженням, яке спричинює аустенітноперлітне перетворення (точки А та В), є приблизно у три рази меншою, ніж різниця, досяжна із застосуванням відомих процесів. Завдяки цьому останньому аспектові остання операція охолодження уможливлює отримання однорідної перлітної структури, а отже й однорідності механічних властивостей по усьому згаданому вище заздалегідь визначеному приповерхневому шарі. 10 ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 55 1. Спосіб термічної обробки на технологічній лінії рейки, яку виводять з лінії прокатування, який включає такі операції: - першу операцію охолодження рейки на повітрі до досягнення температури поверхні головки рейки принаймні 720 °C; - другу операцію охолодження за допомогою охолоджувального плинного середовища до досягнення температури поверхні головки на 50-150 °C вище температури Аr3 для запобігання фазовому перетворенню аустеніту на перліт; - третю операцію охолодження на повітрі, яка має заздалегідь визначену тривалість, протягом якої завдяки теплу з внутрішніх шарів здійснюють відпускання приповерхневих шарів до температури 720-840 °C та досягають вирівнювання температури поверхні до температури у приповерхневому шарі головки рейки, причому згаданий приповерхневий шар має глибину від 15 до 25 мм від поверхні; - четверту операцію охолодження за допомогою охолоджувального плинного середовища до досягнення температури поверхні головки нижче ніж 500 °C, при якій досягають фазового перетворення аустеніту на перліт, причому згаданий перліт має однорідну структуру з тонкою гранулометричною структурою у згаданому приповерхневому шарі. 2. Спосіб за п. 1, який відрізняється тим, що швидкість охолодження під час виконання згаданої четвертої операції охолодження становить приблизно 2-7 °C/с. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що другу та четверту операції охолодження виконують зануренням головки рейки у резервуар, який містить згадане охолоджувальне плинне середовище. 4. Спосіб за п. 3, який відрізняється тим, що третю операцію охолодження виконують винесенням головки рейки назовні зі згаданого резервуара. 5. Спосіб за п. 1 або п. 2, який відрізняється тим, що другу та четверту операції охолодження виконують спрямуванням струменів охолоджувальної плинної речовини на головку рейки з призначених для цього розбризкувачів, розташованих так, щоб покривати усю довжину рейки. 6. Спосіб за п. 5, який відрізняється тим, що третю операцію охолодження здійснюють перекриванням згаданих розбризкувачів. 7. Пристрій для термічної обробки на технологічній лінії рейок, які виводять із лінії прокатування, призначений для виконання способу за п. 1, який включає в себе щонайменше один пересувний візок (3), який в свою чергу включає в себе: - поздовжній рольганг (15), який включає в себе пари роликів (10) та виконаний з можливістю приймання, вздовж осі прокатування, рейки (9), яку виводить зі згаданої виробничої лінії, утримуючи рейку в положенні прокатування, причому рольганг виконаний з можливістю обертання навколо поздовжньої осі, паралельної осі (X) прокатування, для орієнтування головки рейки донизу; - та поздовжній резервуар (11) для охолоджувального плинного середовища, у яке може бути занурена головка рейки. 8. Пристрій за п. 7, який відрізняється тим, що він включає в себе два пересувні візки (3, 4), розташовані паралельно один до одного та до осі (X) прокатування і пристосовані для поперемінного розташування кожного вздовж згаданої осі прокатування для приймання рейки (9, 9'), яка підлягає термічній обробці. 9. Пристрій за п. 8, який відрізняється тим, що він включає в себе засоби маніпулювання, виконані з можливістю пересування згаданих пересувних візків (3, 4) паралельно осі (X) прокатування. 8 UA 98685 C2 5 10 15 10. Пристрій за будь-яким із попередніх пунктів 7-9 , який відрізняється тим, що згаданий резервуар (11, 11') розташований на основі кожного візка (3, 4) та має поздовжній розмір, який принаймні дорівнює розмірові рейки. 11. Пристрій за п. 10, який відрізняється тим, що він включає в себе привод для піднімання або опускання резервуара (11, 11') до заздалегідь визначених висот. 12. Пристрій за будь-яким із попередніх пунктів 7-11, який відрізняється тим, що пари роликів (10, 10') мають відповідний профіль для спрямовування рейки (9, 9'), який відповідає формі ділянки з'єднання шийки з підошвою. 13. Пристрій за п. 12, який відрізняється тим, що усі згадані пари роликів (10, 10') можуть мати привод або може мати привод їх частина, та у якому для кожної пари роликів (10, 10') з приводом передбачений підтримувальний ролик (12), виконаний з можливістю перебування у контакті з підошвою рейки, причому його вісь перпендикулярна до осі роликів із приводом. 14. Пристрій за п. 13, який відрізняється тим, що він включає в себе розбризкувачі (14), які розташовані у рольгангу (15, 16) та пристосовані для охолодження підошви рейки. 15. Пристрій за п. 14, який відрізняється тим, що приводи пар роликів (10, 10') виконані з можливістю здійснювати зворотно-поступальне пересування рейки, яке надає можливість розбризкувачам (14) здійснювати охолодження також і тієї частини підошви, яка перебуває у контакті з підтримувальними роликами (12). 9 UA 98685 C2 10 UA 98685 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for thermal treatment of ralls
Автори англійськоюPolone, Alfredo, Kapaj, Nuredin, De Luca, Andrea, Bazzaro, Gianluca
Назва патенту російськоюСпособ термической обработки рельс и устройство для осуществленния этого способа
Автори російськоюПолони Альфредо, Капажэ Нуредин, Де-Лука Андреа, Баццаро Джанлука
МПК / Мітки
МПК: C21D 1/62, C21D 1/63, C21D 9/04, B21B 43/00, C21D 9/00, B21B 45/02
Мітки: термічної, рейок, цього, спосіб, здійснення, способу, пристрій, обробки
Код посилання
<a href="https://ua.patents.su/13-98685-sposib-termichno-obrobki-rejjok-ta-pristrijj-dlya-zdijjsnennya-cogo-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки рейок та пристрій для здійснення цього способу</a>
Спосіб термічної обробки рейок
Номер патенту: 86564
Опубліковано: 27.04.2009
Автори: Ошкадьоров Станіслав Петрович, Тельович Роман Володимирович, Комар Фідель Леонідович, Бондаревська Надія Олександрівна, Гарасим Юліан Андрійович
МПК: C21D 9/04
Мітки: спосіб, термічної, рейок, обробки
Формула / Реферат:
Спосіб термічної обробки рейок зі сталей перлітного класу, який включає електронагрів рейки під загартування та охолодження нагрітого об'єму рейки в два етапи, який відрізняється тим, що здійснюють електронагрів всього об'єму рейки одночасно або послідовно частинами по довжині з швидкістю 10-100 ºС/с до температури Ас3 + 30-50 °С, після чого на першому етапі охолодження виконують одночасне охолодження поверхні головки рейки з швидкістю...
Спосіб термічної обробки рейок
Номер патенту: 87084
Опубліковано: 10.06.2009
Автори: Якушечкин Євген Іванович, Якушечкіна Лауретта Іванівна, Телевич Роман Володимирович, Якушечкін Владислав Євгенович, Якушечкін Іван Владиславович, Баранєнко Юрій Павловіч, Федій Всеволод Савельович
Мітки: спосіб, обробки, термічної, рейок
Формула / Реферат:
1. Спосіб термічної обробки рейок, що включає об'ємне нагрівання рейок у лінійно-пружному напруженому стані до температури аустенізації, витримку й охолодження киплячою водоповітряною сумішшю на повітрі, який відрізняється тим, що рейки нагрівають із швидкістю 1-50 °С/с до 780-890 °С, витримують 10-30 с, охолоджують головку рейки до 400-500 °С, після чого здійснюють охолодження по всьому перерізу рейки до температури не вище 100 °С, потім...
Спосіб термічної обробки поверхні сталевих рейок
Номер патенту: 57676
Опубліковано: 10.03.2011
Автори: Саф'ян Павло Павлович, Юшкевич Олег Павлович, Дейнеко Леонід Миколайович, Тутик Валерій Анатолійович, Литвиненко Олена Гнатівна
МПК: C21D 9/04
Мітки: поверхні, спосіб, термічної, сталевих, рейок, обробки
Формула / Реферат:
Спосіб термічної обробки поверхні сталевих рейок, який включає нагрів поверхні струменем енергетичного струму, встановлення швидкості переміщення виробу відносно джерела енергетичного струменя та відстані від нього до поверхні виробу та охолодження, який відрізняється тим, що як джерело енергетичного струменя використовують потік електронів, генерований газорозрядною електронною гарматою, та ведуть обробку електронним пучком поверхні сталевих...
Спосіб термічної обробки рейок
Номер патенту: 61059
Опубліковано: 17.11.2003
Автори: Нестеров Дмитро Кузьмич, Сапожков Валерій Євгенович, Галушкін Олександр Васильович, Дегтярьов Сергій Іванович
МПК: C21D 9/04
Мітки: термічної, рейок, обробки, спосіб
Формула / Реферат:
1. Спосіб термічної обробки рейок, що полягає в з'єднанні рейок в безперервну нитку, пружним згинанням рейок, нагріванні під загартування струмами високої частоти головки рейок по всій довжині, первинному охолодженні головки рейок і самовідпуску при безперервному послідовному переміщенні рейкової нитки крізь гартувальну машину, який відрізняється тим, що нагрів під загартування виконують в два етапи, на першому етапі здійснюють нагрів до...
Спосіб зварювання залізничних рейок (варіанти), пристрій для здійснення способу та бар’єрна пластина
Номер патенту: 56221
Опубліковано: 15.05.2003
Автор: Морлок Майкл Дж.
МПК: B23K 9/038, B23K 9/16, E01B 31/00
Мітки: способу, спосіб, зварювання, рейок, пристрій, здійснення, пластина, варіанти, залізничних, бар'єрна
Формула / Реферат:
1. Спосіб дугового зварювання в середовищі захисного газу сталевих рейок, кожна з яких має нижню основу з опорною підошвою, яка має дану ширину, вертикально висхідну шийку і верхню головку, причому вказані рейки розділені одна від одної у поздовжньому напрямку для утворення поперечного проміжку, який підлягає заповненню сталлю для з'єднання вказаних рейок, причому вказаний проміжок має нижній розхил, поперечні, вертикально висхідні дистальні...
Попередній патент: Композиція повільного вивільнення на основі асоціації глікогену та альгінату
Наступний патент: Задня деформівна заслінка, яка включає в себе нижню опорну рамку, для контейнера ракети
Випадковий патент: Спосіб очистки води від сульфід- і гідросульфідіонів