Індукційна установка для термічної обробки зварних стиків рейок
Номер патенту: 75027
Опубліковано: 26.11.2012
Автори: Юхименко Роман Вікторович, Губатюк Руслан Сергійович, Прокоф`єв Олексій Сергійович, Письменний Олексій Олександрович, Письменний Олександр Семенович
Формула / Реферат
Індукційна установка для термічної обробки зварних стиків рейок, яка складається із комплекту устаткування, до складу якого входять джерело високочастотного живлення, перетворювач, повітряний компресор, блок охолодження та робочий орган установки, який у свою чергу з'єднаний гнучкими струмовідводами та рукавами із комплектом устаткування, при цьому до складу робочого органа входять зварні конструкції, трансформатори, дроти, гнучкі рукави та струмопідводи, конденсаторні батареї, індуктори, механізми зведення складових частин індуктора, а також прилади контролю струму, напруги, сопла для подачі охолоджувальної суміші, яка відрізняється тим, що робочий орган установки розташовано на рухомій зварній конструкції над зварним стиком рейок, індуктор робочого органа виконано роз'ємним, із двох складових частин, при цьому кожна частина індуктора з'єднана із своїм трансформатором.
Текст
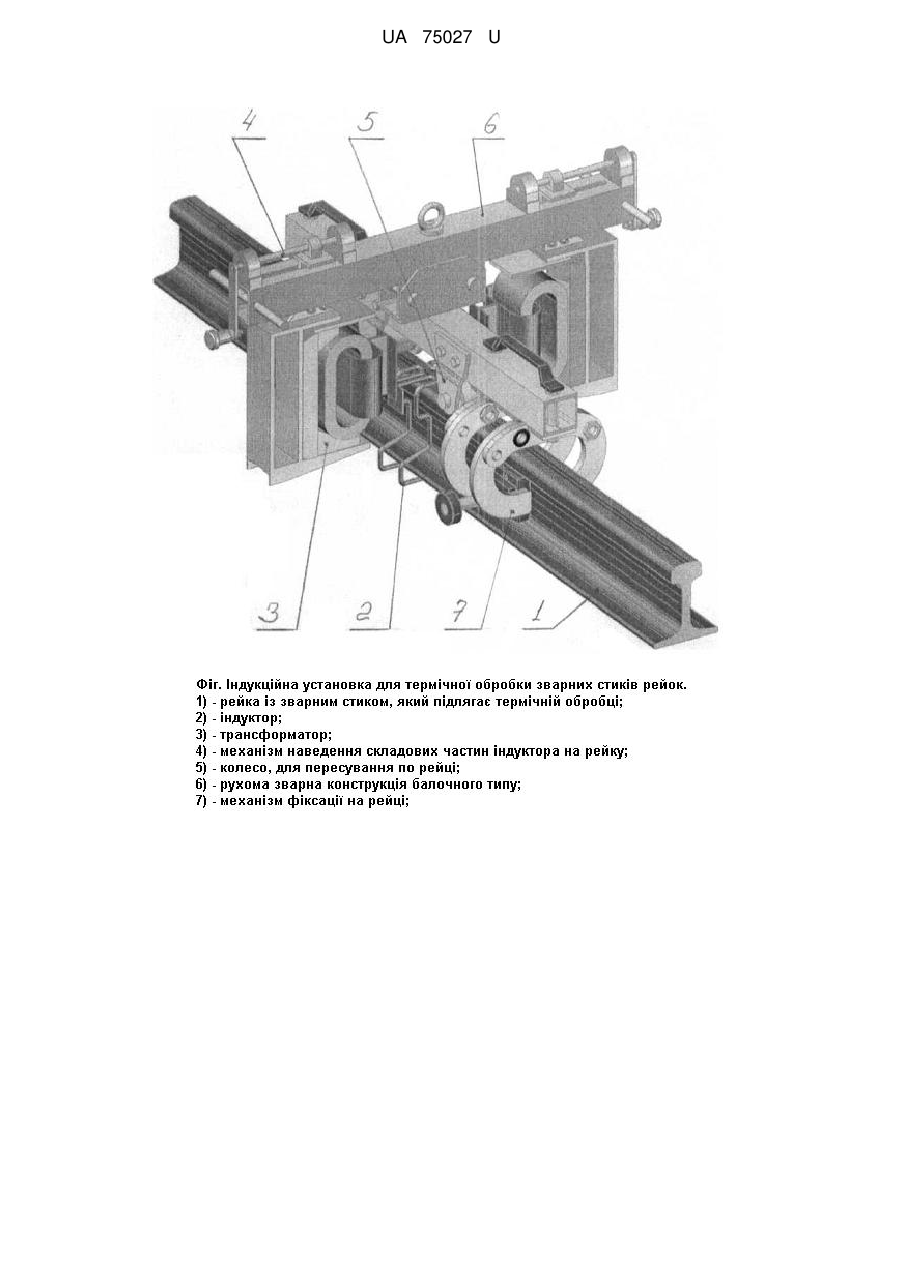
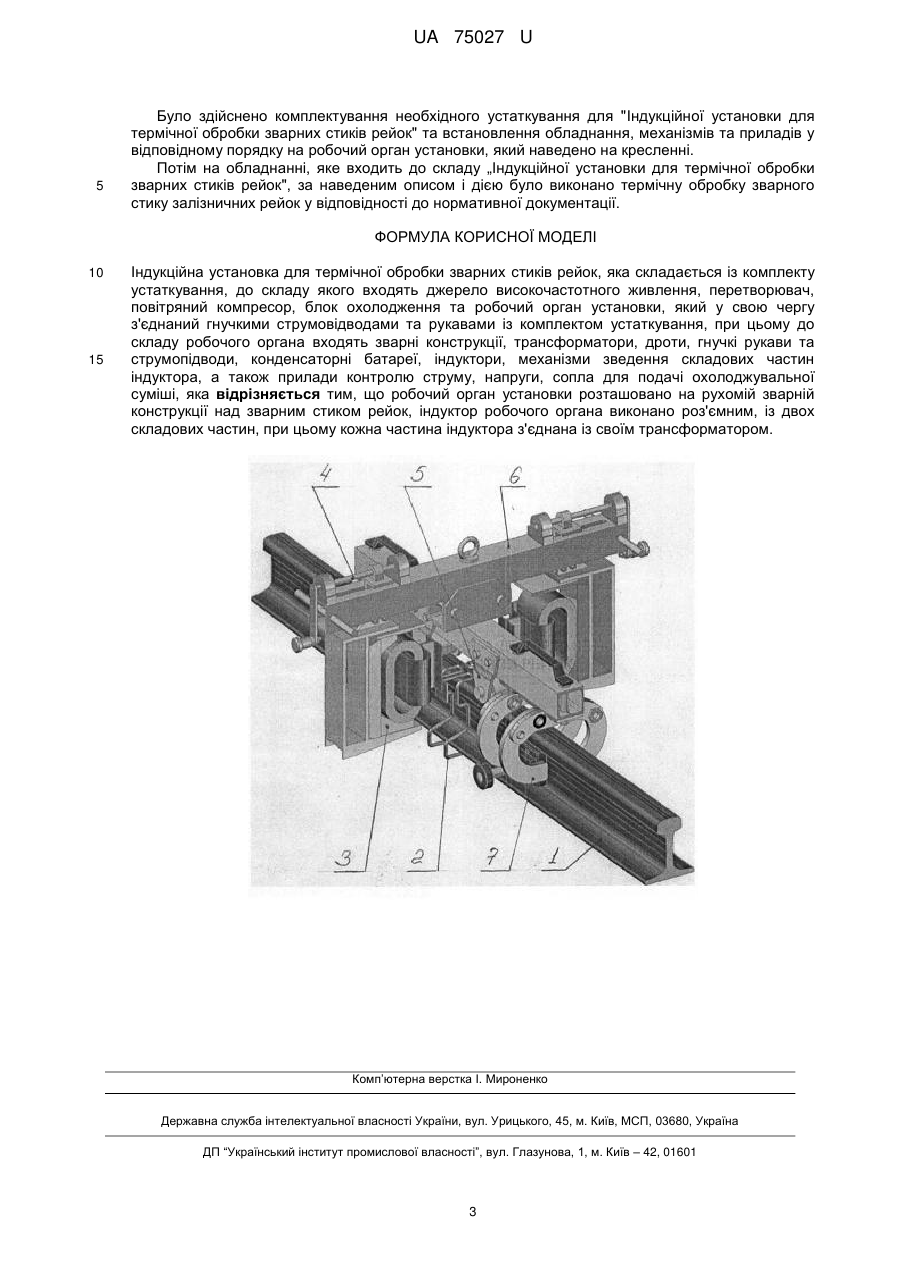
Реферат: Індукційна установка для термічної обробки зварних стиків рейок складається із комплекту устаткування, до складу якого входять джерело високочастотного живлення, перетворювач, повітряний компресор, блок охолодження та робочий орган установки, який у свою чергу з'єднаний гнучкими струмовідводами та рукавами із комплектом устаткування. До складу робочого органа входять зварні конструкції, трансформатори, дроти, гнучкі рукави та струмопідводи, конденсаторні батареї, індуктори, механізми зведення складових частин індуктора, а також прилади контролю струму, напруги, сопла для подачі охолоджувальної суміші. Робочий орган установки розташовано на рухомій зварній конструкції над зварним стиком рейок. Індуктор робочого органа виконано роз'ємним, із двох складових частин, при цьому кожна частина індуктора з'єднана із своїм трансформатором. UA 75027 U (54) ІНДУКЦІЙНА УСТАНОВКА ДЛЯ ТЕРМІЧНОЇ ОБРОБКИ ЗВАРНИХ СТИКІВ РЕЙОК UA 75027 U UA 75027 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі термічної обробки, високочастотного зварювання та застосування цих процесів у виробництві при виготовленні зварних конструкцій, зокрема рейок для залізничного транспорту. Поверхня шва, яка утворюється, після стикового зварювання рейок, підлягає термічній обробці у відповідності до нормативної технічної документації. Індукційна установка для термічної обробки зварних стиків рейок, складається із джерела високочастотного живлення, трансформаторів, струмопідвідних дротів, складового індуктора, конденсаторних батарей, а також приладів контролю струму, напруги, блока охолодження. У запропонованій корисній моделі термічна обробка зварних стиків рейок здійснюється робочим органом установки. Робочий орган виготовлено у вигляді зварної конструкції балочного типу, яка має можливість пересуватися по рейці, і жорстко фіксуватися на рейці над місцем термічної обробки. У свою чергу на зварній конструкції розташовано механізми зведення складових частин індуктора. Індуктор виконано роз'ємним, із двох складових частин, при цьому кожна складова частина індуктора зблоковано з'єднана із своїм трансформатором. Механізми зведення складових частин індуктора працюють незалежно один від одного. Також над зварним стиком рейок розташовані сопла для подачі охолоджувальної суміші. Відома модель установки для термічної обробки торців залізничних рейок, яка базується на високочастотному нагріванні. "Комплекс высокочастотный индукционный нагревательный для термообработки сварных стыков рельсов на отдельной железнодорожной платформе". Дана модель установки для термічної обробки торців залізничних рейок розроблена у РФ в „Научно-производственной компании "Магнит" і опублікована у Прайс-листі "Установки индукционного нагрева" 26 березня 2008 р. у м. Томськ. Дана модель установки для термічної обробки торців залізничних рейок є прототипом, але є і суттєві відмінності. Так робочий орган установки виконано таким чином, що його потрібно переносити у ручному режимі і базувати на торець рейки, що унеможливлює його застосування для термічної обробки вже зварених стиків рейок, які мають подовження рейок у кожну сторону від місця стикування. У запропонованій нами моделі установки для термічної обробки зварних стиків рейок є суттєві відмінності виконання робочого органа, які полягають у тому, що: 1) робочий орган установки, до складу якого входять механізми зведення складових частин індуктора та трансформаторів, сопла для подачі охолоджувальної суміші, дроти та при необхідності конденсаторні батареї, прилади контролю тощо розташовано на рухомій зварній конструкції балочного типу, яка має можливість пересуватися по рейці і жорстко фіксуватися на рейці над місцем термічної обробки; 2) індуктор виконано роз'ємним із двох складових частин, при цьому кожна частина індуктора з'єднана із своїм трансформатором; 3) складові частини індуктора, завдяки механізму зведення, незалежно одна від одної насуваються на рейку і охоплюють її по контуру із заданим зазором у місці проведення термічної обробки; 4) робочий орган установки зв'язаний гнучким струмопідводом з джерелом високочастотного живлення, яке у свою чергу можливо розташувати на відстані від місця проведення робіт; 5) робочий орган установки також зв'язаний гнучкими рукавами охолодження із джерелом живлення стисненого повітря та охолоджуваною рідиною, які у свою чергу також можливо розташувати на відстані від місця проведення робіт; 6) робочий орган установки можливо встановлювати на рейку як у ручному режимі, так і засобами механізації, наприклад складною крановою балкою. При цьому наведений прототип "Комплекс высокочастотный индукционный нагревательный для термообработки сварных стыков рельсов на отдельной железнодорожной платформе" має багато спільного і дуже наближений до заявленої корисної моделі "Індукційної установки для термічної обробки зварних стиків рейок". У основу корисної моделі поставлена задача вдосконалення процесу термічної обробки рейок шляхом удосконалення робочого органа і розташування його на рухомій зварній конструкції балочного типу, яка у свою чергу зв'язана гнучкими струмовідводами та рукавами із комплектом устаткування (джерелом живлення, перетворювачем, компресором тощо), яке можливо розташувати окремо. Це дозволяє здійснювати наведення на зварний стик, охоплення його роз'ємним індуктором та здійснити охолодження за необхідністю. Це також дозволяє більш якісно виконати підготовчі операції, які передують процесу термічної обробки та скоротити час на їх виконання. При цьому 1 UA 75027 U 5 10 15 20 25 30 35 40 45 50 55 60 процес термічної обробки відбувається як у ручному, так і за необхідністю у автоматичному режимі. Також скорочується час і на виконання заключних операцій, які завершують робочий цикл процесу термічної обробки. Крім цього, застосування рухомої зварної конструкції балочного типу дозволяє до зварного стику, який підлягає термічній обробці, наблизити електричне обладнання, більш якісно здійснити його узгодження, а також зменшити спожиту електричну потужність на термічну обробку зварного стику, за рахунок оптимізації параметрів електричного коливального контуру. Також при цьому відбувається зменшення довжини струмопідводів. Поставлена задача вирішується тим, що індукційна установка для термічної обробки зварних стиків містить джерело високочастотного живлення, перетворювач, повітряний компресор, блок охолодження та робочий орган установки, який у свою чергу з'єднаний гнучкими струмовідводами та рукавами із комплектом устаткування, при цьому до складу робочого органа входять зварні конструкції, трансформатори, дроти, гнучкі рукави та струмопідводи, конденсаторні батареї, індуктори, механізми зведення складових частин індуктора, а також прилади контролю струму, напруги, сопла для подачі охолоджувальної суміші і, згідно з корисною моделлю, робочий орган установки розташовано на рухомій зварній конструкції над зварним стиком рейок, індуктор робочого органа виконано роз'ємним, із двох складових частин, при цьому кожна частина індуктора з'єднана із своїм трансформатором. На кресленні не наведено джерело високочастотного живлення, перетворювач, повітряний компресор, блок охолодження, які входять до складу "Індукційної установки для термічної обробки зварних стиків рейок". Вищезазначене обладнання та устаткування можливо розташувати окремо, стаціонарно або на рухомій платформі, на залізничній або автомобільній, при цьому робочий орган установки, який під час процесу термічної обробки зварного стику рейок, розташовують на рейці, зв'язано із вищезазначеним обладнанням та устаткуванням гнучкими рукавами та струмовідводами. Гнучкі струмовідводи та рукави для подачі охолоджуючої рідини та стисного повітря до зварного стику на кресленні також не показані. Також не показані конденсаторні батареї, для утворення зменшеного електричного коливального контуру, прилади вимірювання напруги, струму, часу До складу робочого органа, який наведено на фіг. 1 входять: поз. 1 - рейка, із зварним стиком, який підлягає термічній обробці; поз. 2 - індуктор, який складається із двох частин; поз. 3 - високочастотний трансформатор; поз. 4 - механізм наведення складових частин індуктора на рейку; поз. 5 - колесо, для пересування по рейці; поз. 6 - рухома зварна конструкція балочного типу, на якій базуються позиції 2,3,4,5,7; поз. 7 - механізм фіксації на рейці. Робочий орган установки встановлюється на рейку 1 як у ручному режимі двома операторами, так і із застосуванням засобів малої механізації - шляхом використання стріли крана або відповідних пристосувань, які розташовані на рейках 1. Для проведення процесу термічної обробки зварного стику рейок на рейку 1 встановлюють робочий орган установки. При цьому на рейку встановлюють рухому зварну конструкцію балочного типу 6, яка спирається на колеса 5, які у свою чергу пересуваються по рейці 1. Зварна конструкція балочного типу 6 опирається на два колеса 5 та шляхом пересування по рейці 1, наводиться на місце стику рейок, яке підлягає термічній обробці і яке також розташовано на рейці 1. Далі рухому зварну конструкцію балочного типу 6 фіксують над місцем стику рейок за допомогою механізмів фіксації на рейці 7. Потім здійснюється охоплення місця стику рейок індуктором 2, який у свою чергу складається із двох частин, кожна з яких зблокована із своїм трансформатором 3 і відповідно прив'язана до свого механізму наведення на рейку 4. Контролювання наведення на місце стику рейок, а також досягнення необхідних зазорів між індуктором 2 та рейкою 1 відбувається оператором візуально. Таким чином робочий орган установки розташовано над зварним стиком рейок і підготовлено для виконання процесу термічної обробки. Потім здійснюється індукційне нагрівання зварного стику до необхідної температури, яка визначається технологічними параметрами, при цьому відбувається контролювання технологічних параметрів як у автоматичному, так і у ручному режимі, та послідовне виконання операцій технологічного процесу. 2 UA 75027 U 5 Було здійснено комплектування необхідного устаткування для "Індукційної установки для термічної обробки зварних стиків рейок" та встановлення обладнання, механізмів та приладів у відповідному порядку на робочий орган установки, який наведено на кресленні. Потім на обладнанні, яке входить до складу „Індукційної установки для термічної обробки зварних стиків рейок", за наведеним описом і дією було виконано термічну обробку зварного стику залізничних рейок у відповідності до нормативної документації. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Індукційна установка для термічної обробки зварних стиків рейок, яка складається із комплекту устаткування, до складу якого входять джерело високочастотного живлення, перетворювач, повітряний компресор, блок охолодження та робочий орган установки, який у свою чергу з'єднаний гнучкими струмовідводами та рукавами із комплектом устаткування, при цьому до складу робочого органа входять зварні конструкції, трансформатори, дроти, гнучкі рукави та струмопідводи, конденсаторні батареї, індуктори, механізми зведення складових частин індуктора, а також прилади контролю струму, напруги, сопла для подачі охолоджувальної суміші, яка відрізняється тим, що робочий орган установки розташовано на рухомій зварній конструкції над зварним стиком рейок, індуктор робочого органа виконано роз'ємним, із двох складових частин, при цьому кожна частина індуктора з'єднана із своїм трансформатором. Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюInduction plant for thermal processing of weld joints of rails
Автори англійськоюPysmennyi Oleksandr Semenovych, Pysmennyi Oleksii Oleksandrovych, Prokofiev Oleksii Serhiiovych, Yukhymenko Roman Viktorovych, Hubatiuk Ruslan Serhiiovych
Назва патенту російськоюИндукционная установка для термообработки сварных стыков рельсов
Автори російськоюПисьменный Александр Семенович, Письменный Алексей Александрович, Прокофьев Алексей Сергеевич, Юхименко Роман Викторович, Губатюк Руслан Сергеевич
МПК / Мітки
МПК: C21D 1/42
Мітки: стиків, установка, зварних, обробки, рейок, індукційна, термічної
Код посилання
<a href="https://ua.patents.su/5-75027-indukcijjna-ustanovka-dlya-termichno-obrobki-zvarnikh-stikiv-rejjok.html" target="_blank" rel="follow" title="База патентів України">Індукційна установка для термічної обробки зварних стиків рейок</a>
Спосіб термічної обробки зварних з’єднань

Номер патенту: 21066
Опубліковано: 04.11.1997
Автор: Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: термічної, обробки, зварних, з'єднань, спосіб
Формула / Реферат:
Спосіб термічної обробки зварних з'єднань, включаючий місцеву зональну термічну обробку шва і зон термічного впливу автономними нагрівачами, який відрізняється тим, що зварні з'єднання піддають багаторазовому нагріванню з швидкістю 350-500°С/хв до температури АC1+40 - 60°С без витримки, природному охолодженню з швидкістю 80-100 С/хв до температури Аr1 -50 - 70°С І примусовому охолодженню з швидкістю 600-900°С/хв до температури 50-100°С у...
Спосіб термічної обробки зварних з’єднань
Номер патенту: 47458
Опубліковано: 15.07.2002
Автори: Стеренбоген Юрій Олександрович, Савицький Михайло Михайлович, Васильєв Дмитро Вікторович
МПК: C21D 9/50
Мітки: з'єднань, обробки, спосіб, зварних, термічної
Формула / Реферат:
1. Спосіб термічної обробки зварних з'єднань для підвищення стійкості зони термічного впливу до утворення холодних тріщин у результаті поліпшення її структури, зниження рівня напруги, здійснюваний шляхом повторного нагрівання металу шва за допомогою дугового зварювання електродом, що не плавиться, під захистом інертних газів до температури, що визначається структурою ділянки перегріву зони термічного впливу і знаходиться в інтервалі 300-550...
Спосіб термічної обробки рейок
Номер патенту: 86564
Опубліковано: 27.04.2009
Автори: Комар Фідель Леонідович, Тельович Роман Володимирович, Бондаревська Надія Олександрівна, Гарасим Юліан Андрійович, Ошкадьоров Станіслав Петрович
МПК: C21D 9/04
Мітки: обробки, рейок, спосіб, термічної
Формула / Реферат:
Спосіб термічної обробки рейок зі сталей перлітного класу, який включає електронагрів рейки під загартування та охолодження нагрітого об'єму рейки в два етапи, який відрізняється тим, що здійснюють електронагрів всього об'єму рейки одночасно або послідовно частинами по довжині з швидкістю 10-100 ºС/с до температури Ас3 + 30-50 °С, після чого на першому етапі охолодження виконують одночасне охолодження поверхні головки рейки з швидкістю...
Спосіб термічної обробки рейок
Номер патенту: 87084
Опубліковано: 10.06.2009
Автори: Баранєнко Юрій Павловіч, Федій Всеволод Савельович, Якушечкин Євген Іванович, Якушечкін Іван Владиславович, Якушечкіна Лауретта Іванівна, Телевич Роман Володимирович, Якушечкін Владислав Євгенович
Мітки: спосіб, обробки, рейок, термічної
Формула / Реферат:
1. Спосіб термічної обробки рейок, що включає об'ємне нагрівання рейок у лінійно-пружному напруженому стані до температури аустенізації, витримку й охолодження киплячою водоповітряною сумішшю на повітрі, який відрізняється тим, що рейки нагрівають із швидкістю 1-50 °С/с до 780-890 °С, витримують 10-30 с, охолоджують головку рейки до 400-500 °С, після чого здійснюють охолодження по всьому перерізу рейки до температури не вище 100 °С, потім...
Спосіб термічної обробки поверхні сталевих рейок
Номер патенту: 57676
Опубліковано: 10.03.2011
Автори: Дейнеко Леонід Миколайович, Тутик Валерій Анатолійович, Саф'ян Павло Павлович, Литвиненко Олена Гнатівна, Юшкевич Олег Павлович
МПК: C21D 9/04
Мітки: рейок, спосіб, термічної, сталевих, поверхні, обробки
Формула / Реферат:
Спосіб термічної обробки поверхні сталевих рейок, який включає нагрів поверхні струменем енергетичного струму, встановлення швидкості переміщення виробу відносно джерела енергетичного струменя та відстані від нього до поверхні виробу та охолодження, який відрізняється тим, що як джерело енергетичного струменя використовують потік електронів, генерований газорозрядною електронною гарматою, та ведуть обробку електронним пучком поверхні сталевих...
Попередній патент: Спосіб лікування дебюту гострого невриту зорового нерва при розсіяному склерозі
Наступний патент: Пристрій для дистанційного відбору проб повітря при проведенні виробок
Випадковий патент: Завантажувальний пристрій доменої печі