Безкорпусна групова упаковка

Формула / Реферат
1. Спосіб одержання безкорпусної групової упаковки, в якому плівку для безкорпусної групової упаковки роблять несумісною для цілей зварювання в умовах зварювання з поліолефіновим матеріалом, що обгортає індивідуальні упаковки, де в умовах зварювання плівка для безкорпусної групової упаковки має сумісність з точки зору зварювання з самою собою А з В, А з А і/або В з В, але є несумісною в умовах зварювання з плівковим поліолефіновим матеріалом індивідуально обгорнених упаковок, де така несумісність з точки зору зварювання, полягає в забезпеченні наявності щонайменше у внутрішньому зварюваному шарі плівки для безкорпусної групової упаковки щонайменше одного поліолефінового матеріалу, одержаного з мономера, що має довжину ланцюга, відмінну від довжини ланцюга мономера, з якого одержують щонайменше один поліолефіновий матеріал в плівковому матеріалі обгорнених індивідуальних упаковок.
2. Спосіб за п. 1, де плівку для безкорпусної групової упаковки одержують в формі рукава, який охоплює групу упаковок, індивідуально обгорнених в плівковий поліолефіновий матеріал.
3. Спосіб за п. 1 або п. 2, який додатково включає стадії:
a) забезпечення впорядкованих упаковок, індивідуально обгорнених в плівковий поліолефіновий матеріал;
b) забезпечення наявності плівки для безкорпусної групової упаковки для безкорпусного обгортання згаданих індивідуально обгорнених упаковок, при цьому плівка для безкорпусної групової упаковки включає поліолефіновий середній шар С, поліолефіновий внутрішній зварюваний шар А на внутрішній поверхні плівки для безкорпусної групової упаковки і поліолефіновий зовнішній зварюваний шар В на зовнішній поверхні плівки для безкорпусної групової упаковки;
с) компонування індивідуально обгорнених упаковок у впорядкованій конфігурації в контакті з поліолефіновим зварюваним шаром А плівки для безкорпусної групової упаковки;
d) обгортання плівки для безкорпусної групової упаковки навколо впорядкованої конфігурації індивідуально обгорнених упаковок до одержання плівкового рукава з кромками, що перекриваються.
4. Спосіб за п. 3, де полімерний матеріал внутрішнього зварюваного шару містить щонайменше один поліолефіновий компонент, що має низький поріг термозварювання і/або полімерний матеріал зовнішнього зварюваного шару містить щонайменше один поліолефіновий компонент, що має низький поріг термозварювання.
5. Спосіб за будь-яким з пп. 1-4, де зовнішня поверхня плівкового поліолефінового матеріалу індивідуально обгорнених упаковок містить щонайменше один поліолефіновий компонент, одержаний з мономерного олефіну, що має довжину вуглецевого ланцюга х, а поліолефіновий матеріал внутрішнього зварюваного шару А містить щонайменше один поліолефіновий компонент, одержаний з мономерного олефіну, що має довжину вуглецевого ланцюга у, при цьому у відрізняється від х.
6. Спосіб за п. 5, де поліолефіновий матеріал зовнішнього зварюваного шару В також містить щонайменше один поліолефіновий компонент, одержаний з мономерного олефіну, що має довжину вуглецевого ланцюга у.
7. Спосіб за п. 5 або п. 6, де як х, так і у знаходяться в діапазоні від 2 до 4.
8. Спосіб за будь-яким з пп. 1-7, де умови зварювання включають умови у вигляді підвищених температури і/або тиску і часу перебування для проведення операції зварювання, наприклад:
a) температура зварювання є вищою ніж 80 °C або вищою ніж 90 °C,
b) температура зварювання є нижчою ніж 200 °C, нижчою ніж 150 °C, нижчою ніж 140 °C, нижчою ніж 130 °C або нижчою ніж 100 °C, і/або
c) час перебування знаходиться в діапазоні від 0,05 сек. до 2 сек.
9. Спосіб за будь-яким з пп. 1-8, де міцність термозварювання внутрішнього зварюваного шару плівки для безкорпусної групової упаковки з самим собою і/або з зовнішнім зварюваним шаром при вибраних умовах зварювання переважно складає більше ніж 100 г/25 мм, або більше ніж 400 г/25 мм.
10. Спосіб за будь-яким з пп. 1-9, де міцність зварювання даного або кожного зварюваного шару плівки для безкорпусної групової упаковки з самим собою і/або з іншим зварюваним шаром плівки для безкорпусної групової упаковки складає щонайменше на 50 г/25 мм або на 150 г/25 мм більше, ніж міцність зварювання згаданого зварюваного шару з поліолефіновим плівковим матеріалом одиничних обгорток.
11. Спосіб за будь-яким з пп. 1-10, де товщина внутрішнього зварюваного шару і/або зовнішнього зварюваного шару складає від 0,05 мкм до 2 мкм, і/або плівка має товщину від 15 мкм до 30 мкм.
12. Спосіб за будь-яким з пп. 1-11, де плівка для безкорпусної групової упаковки являє собою плівку для безкорпусної групової упаковки, яка може бути здатна до усадки.
13. Спосіб за будь-яким з пп. 1-12, де зварювані шари А і В одержують з однакових або різних матеріалів.
14. Безкорпусна групова упаковка, одержана способом за будь-яким з пп. 1-13.
15. Безкорпусна групова упаковка, яка включає конструкцію з індивідуальних упаковок, індивідуально упакованих в поліолефіновий плівковий матеріал, які упаковані разом в згадану безкорпусну групову упаковку в плівці для безкорпусної групової упаковки, де плівка для безкорпусної групової упаковки включає зварювану поліолефінову плівку, яка включає поліолефіновий середній шар С, поліолефіновий внутрішній зварюваний шар А і поліолефіновий зовнішній зварюваний шар В, при цьому поліолефіновий матеріал внутрішнього зварюваного шару А вибирають з несумісного при зварюванні з плівковим поліолефіновим матеріалом індивідуальних упаковок у вказаних умовах зварювання, а поліолефіновий матеріал зовнішнього зварюваного шару В вибирають з сумісного при зварюванні з В і сумісного при зварюванні з А у вибраних умовах зварювання, причому індивідуальні упаковки скомпоновані у впорядкованій конфігурації всередині упаковки і обгорнуті плівкою для безкорпусної групової упаковки навколо впорядкованої конфігурації індивідуальних упаковок, звареною з самою собою.
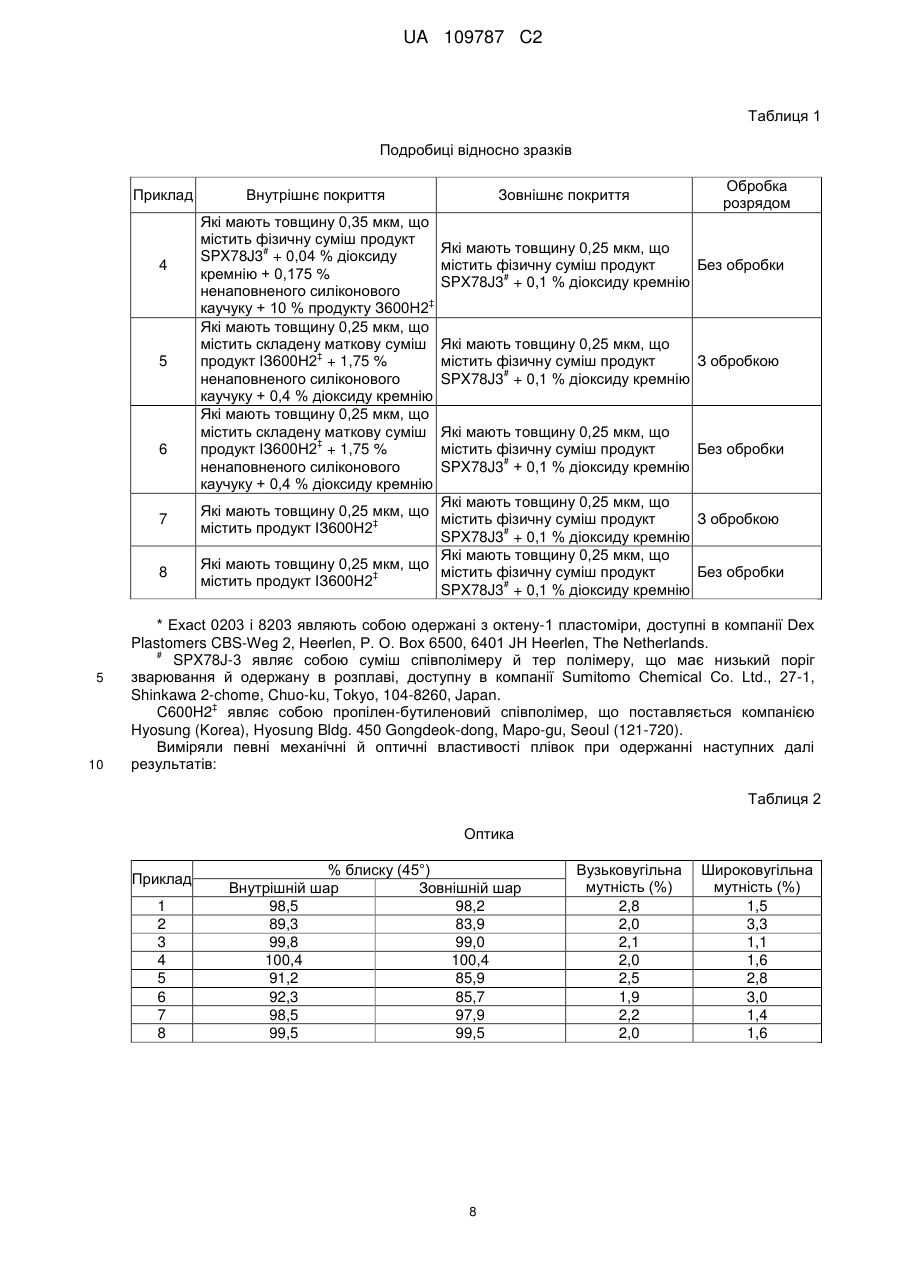
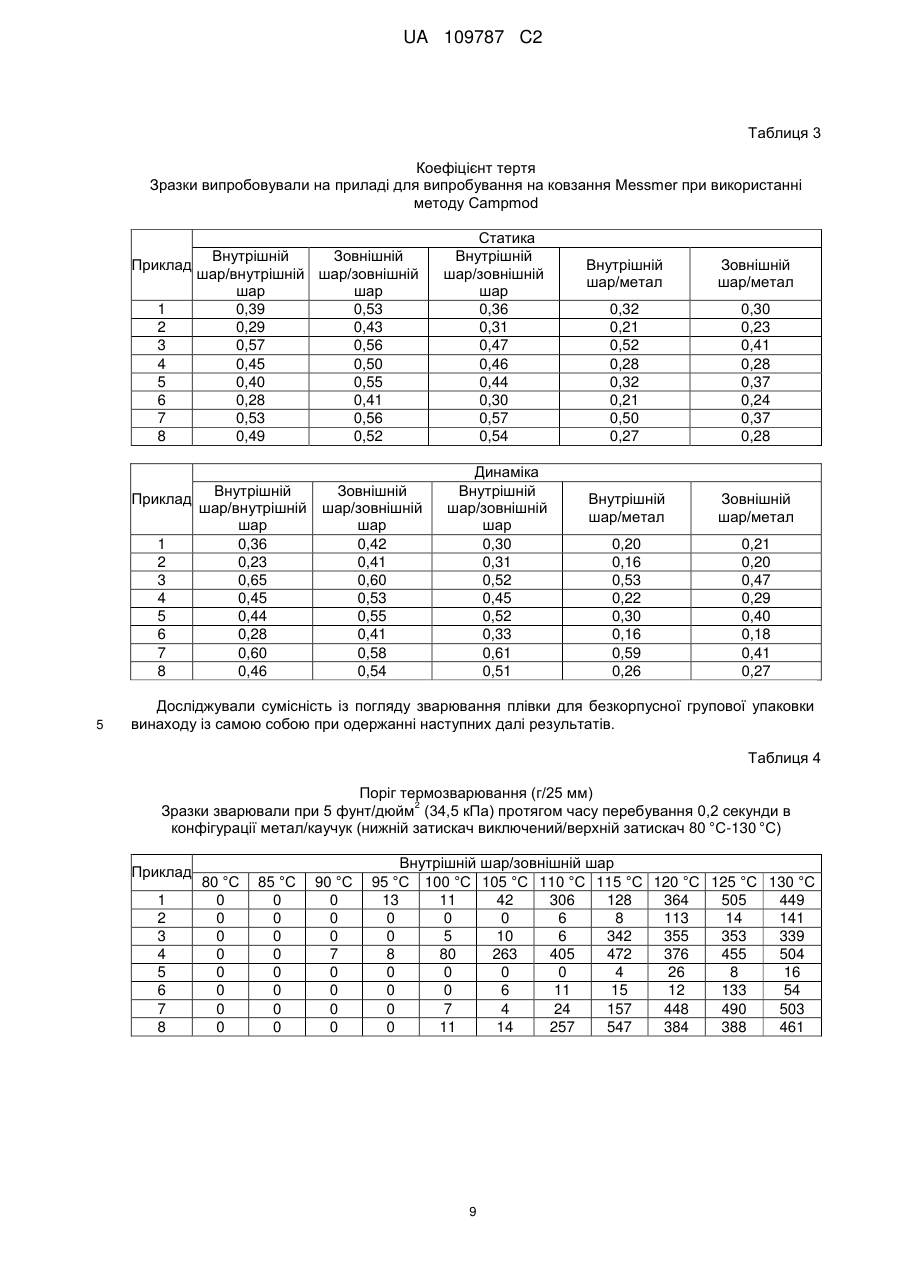
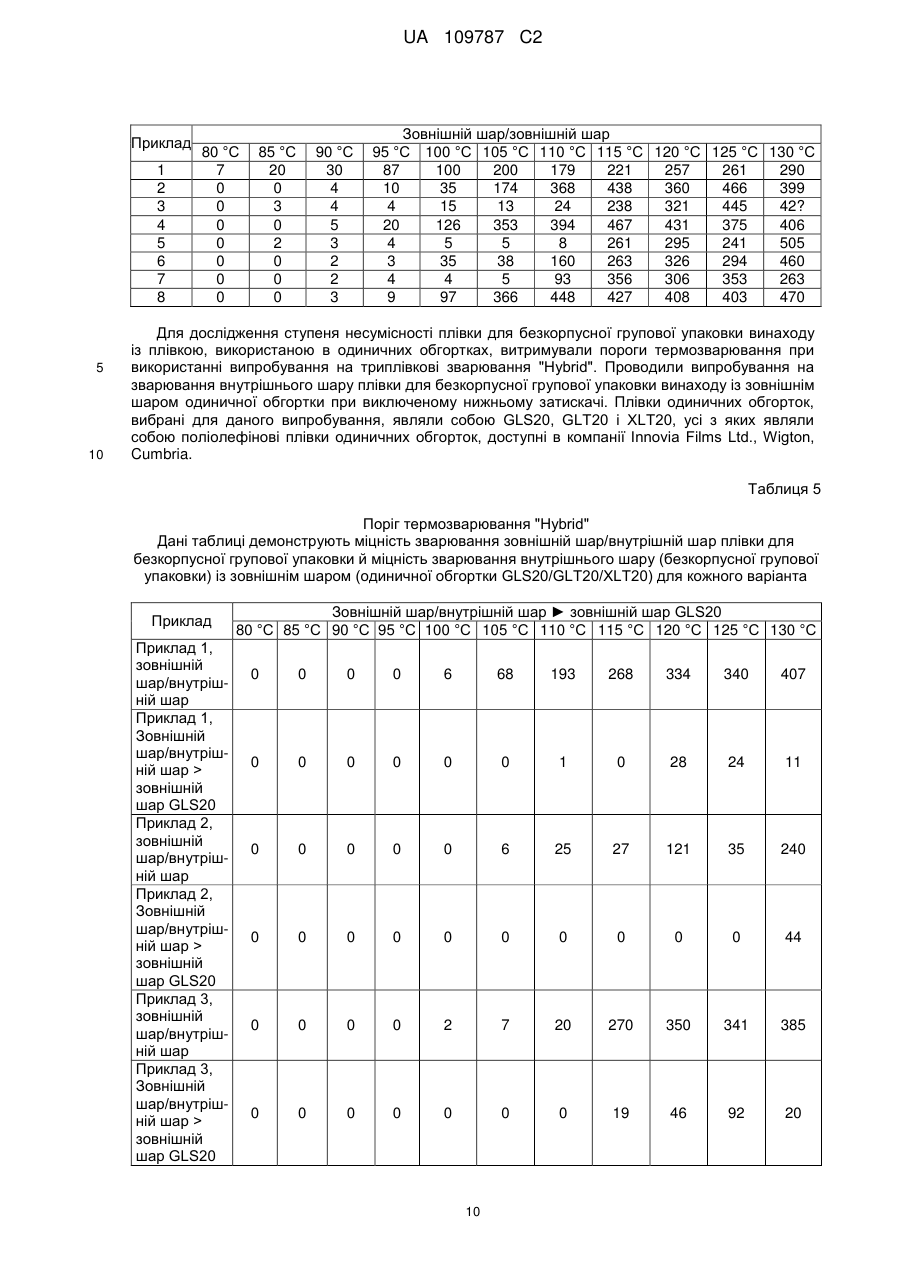
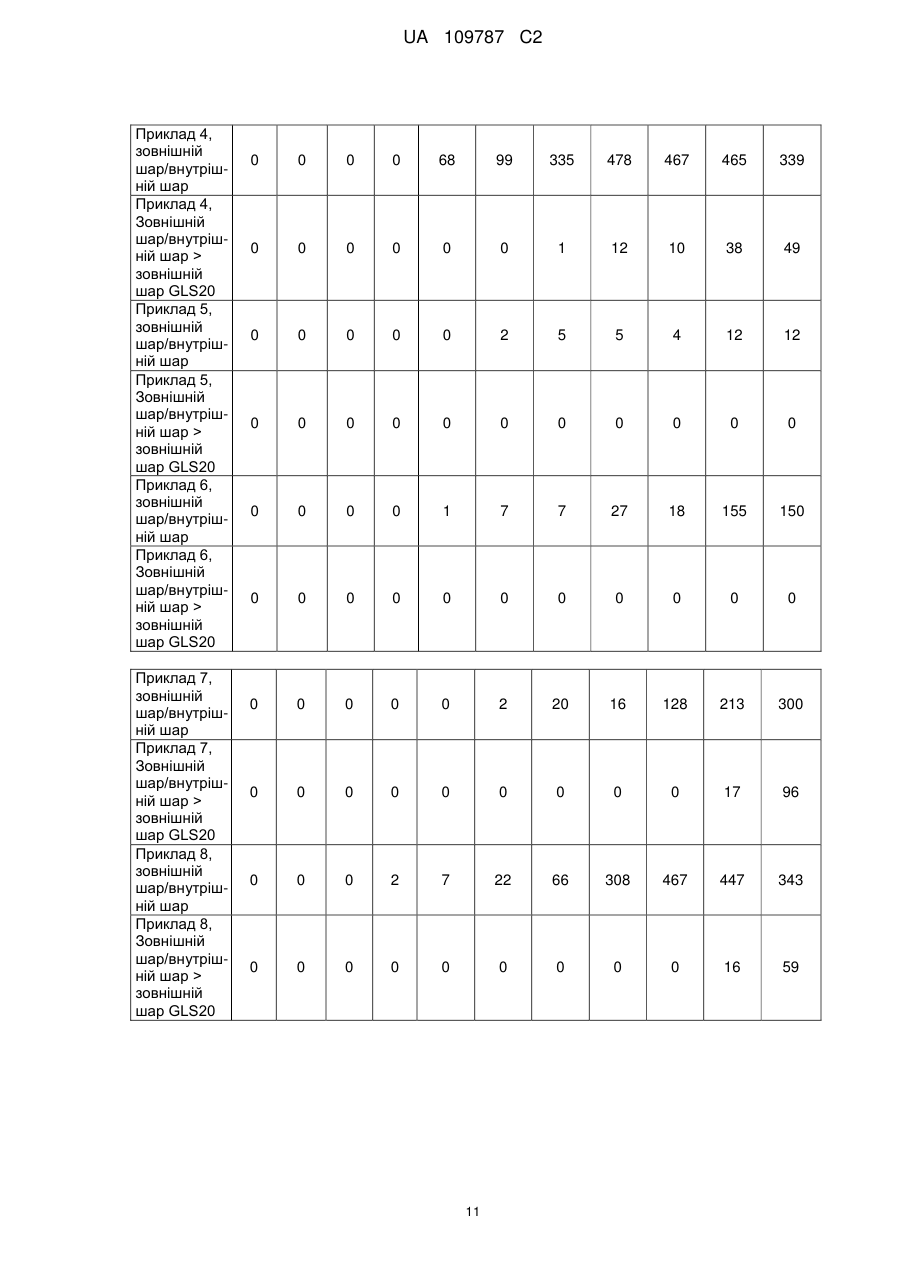
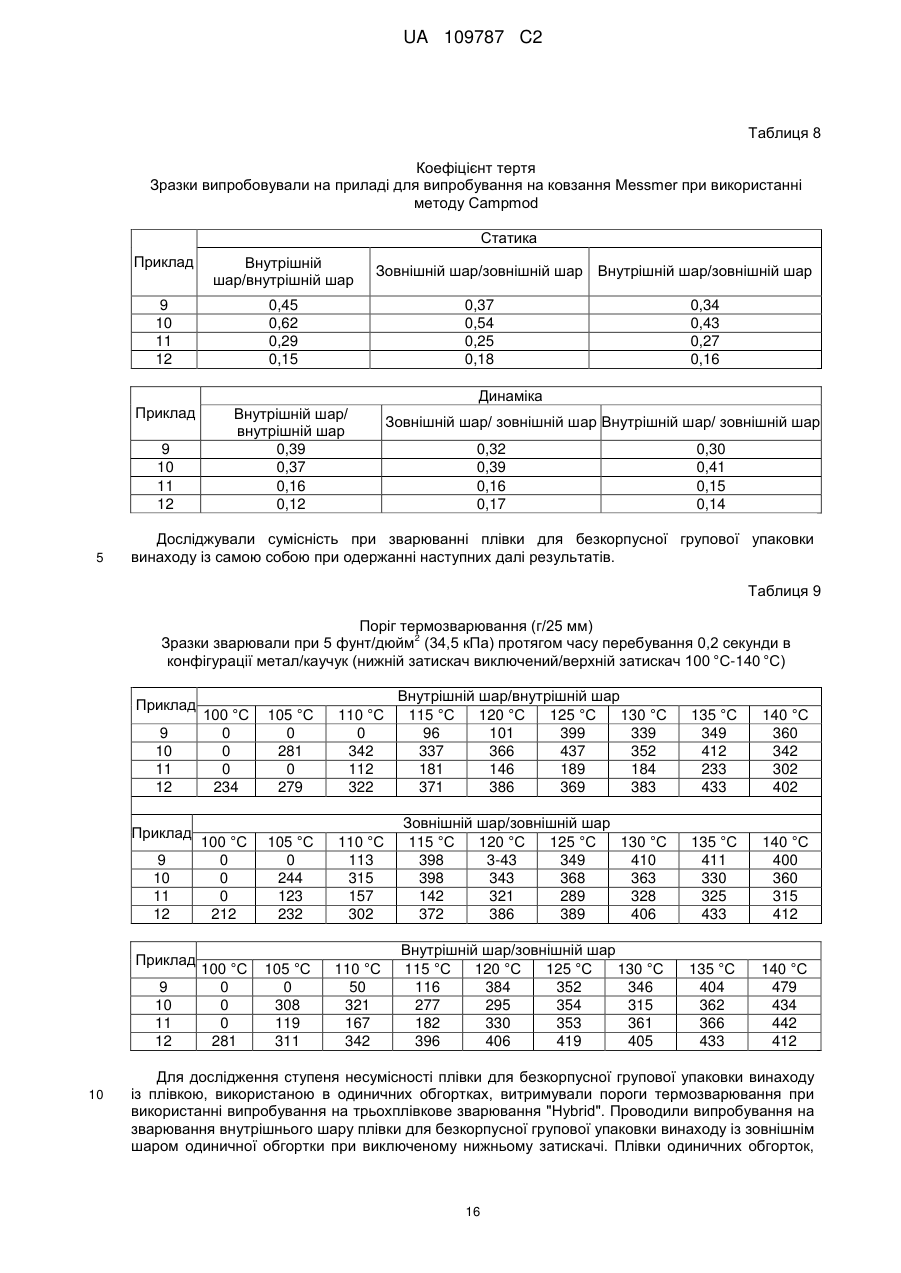
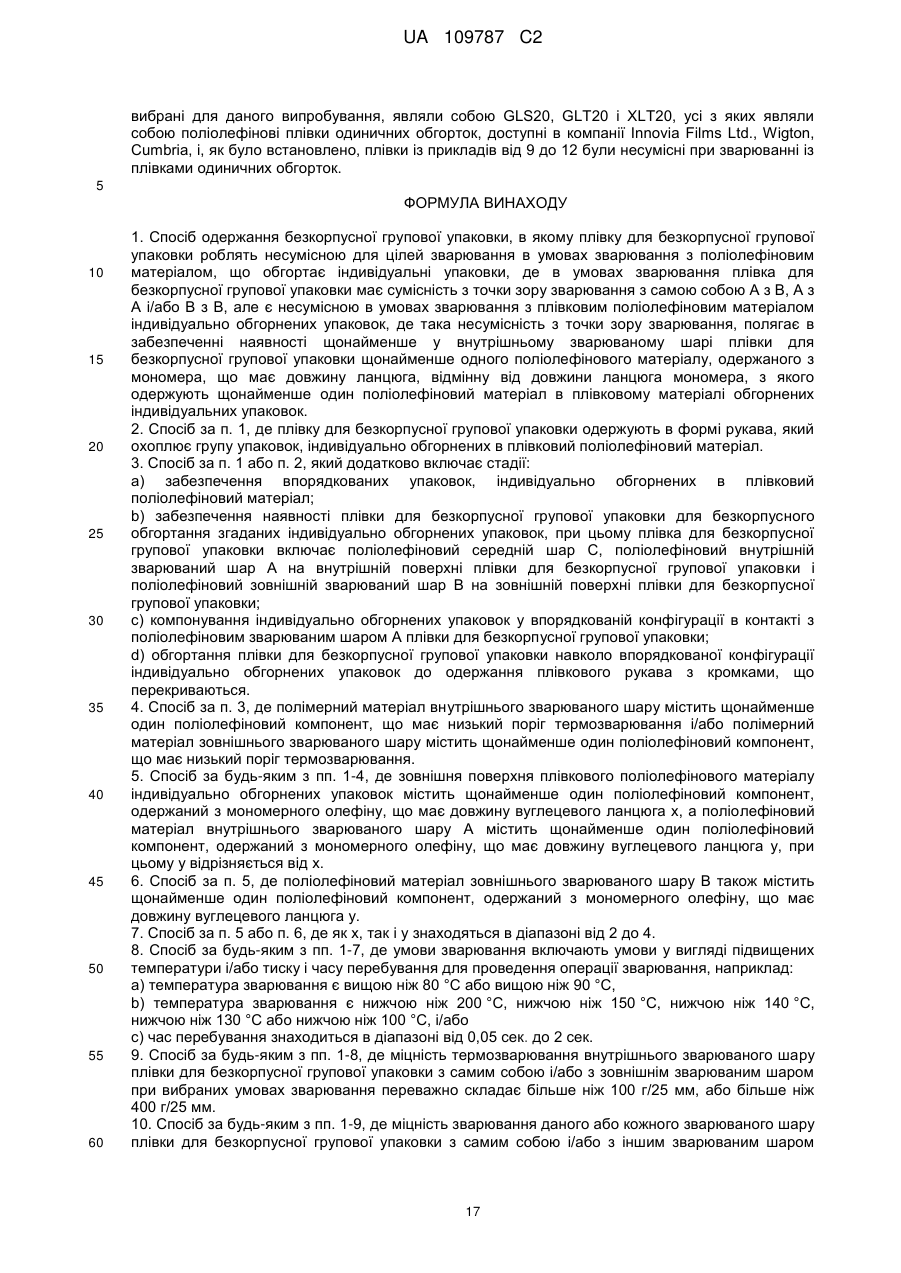
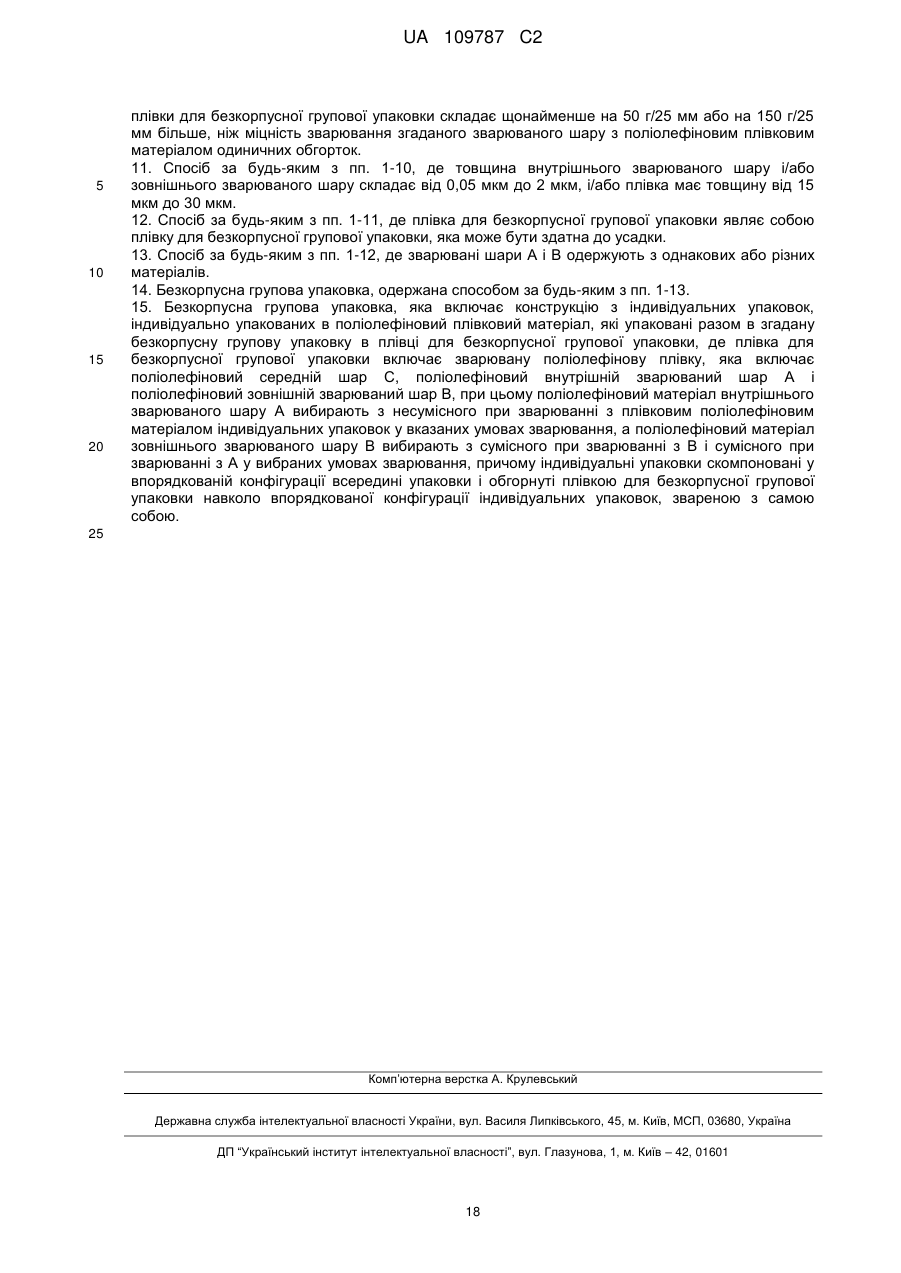
Текст
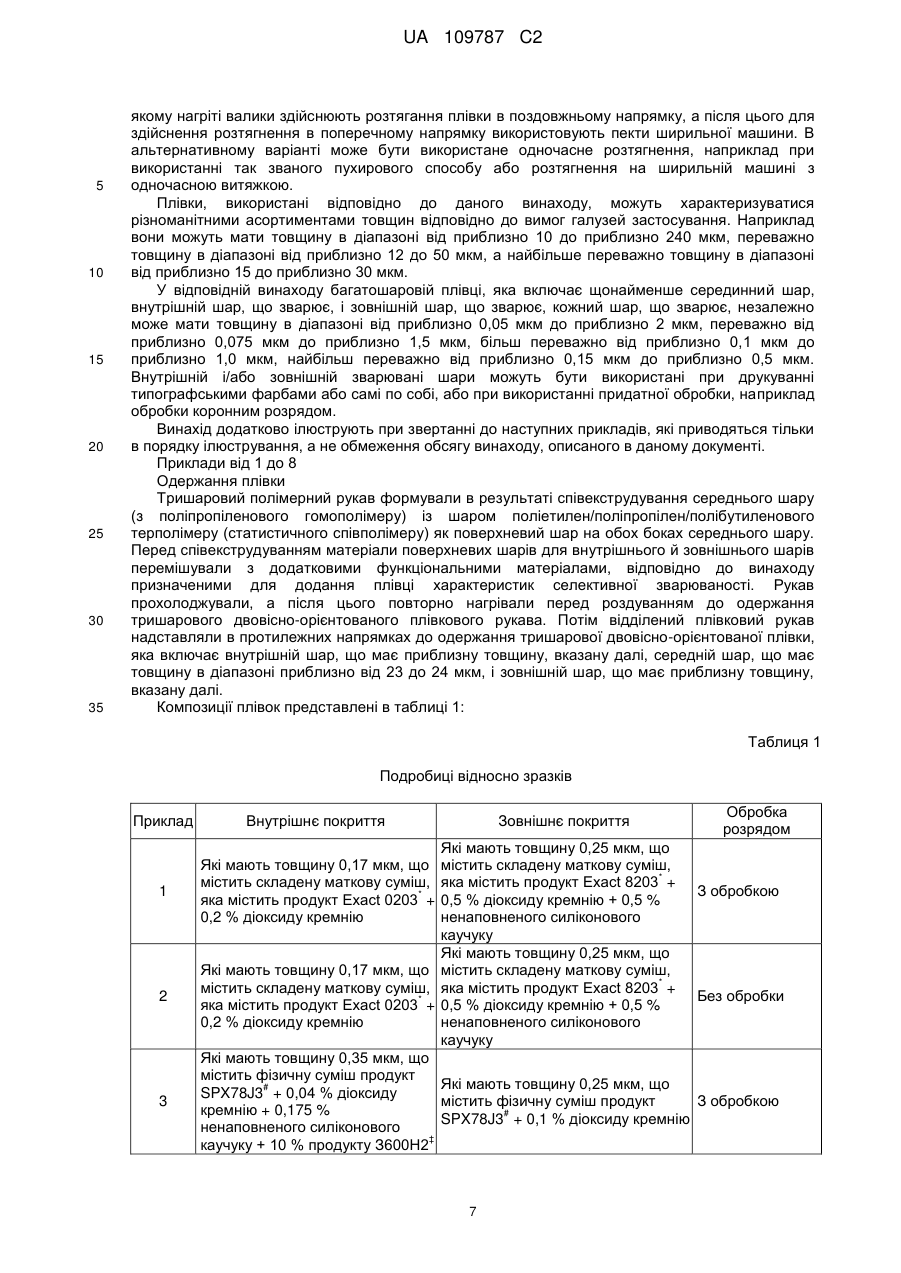
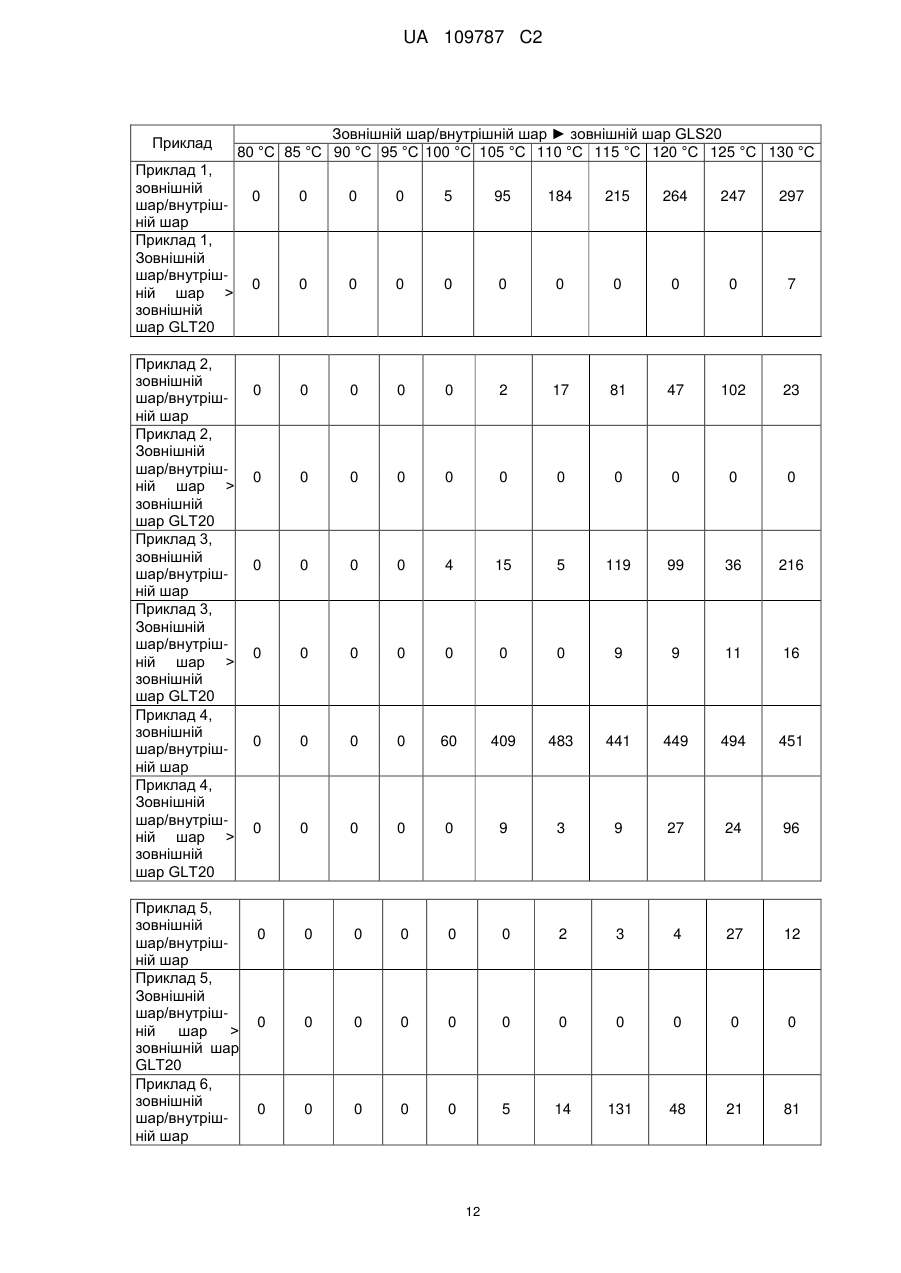
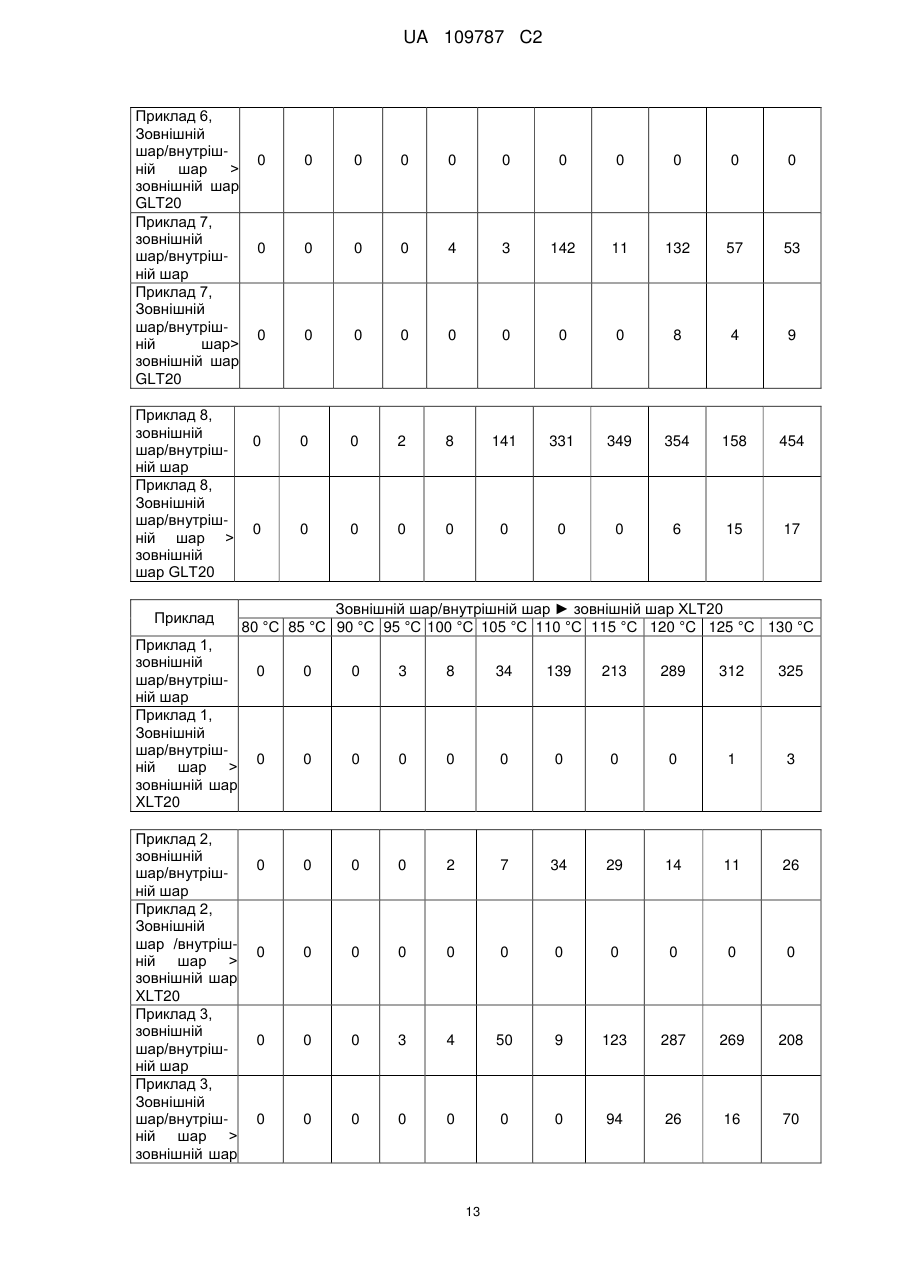
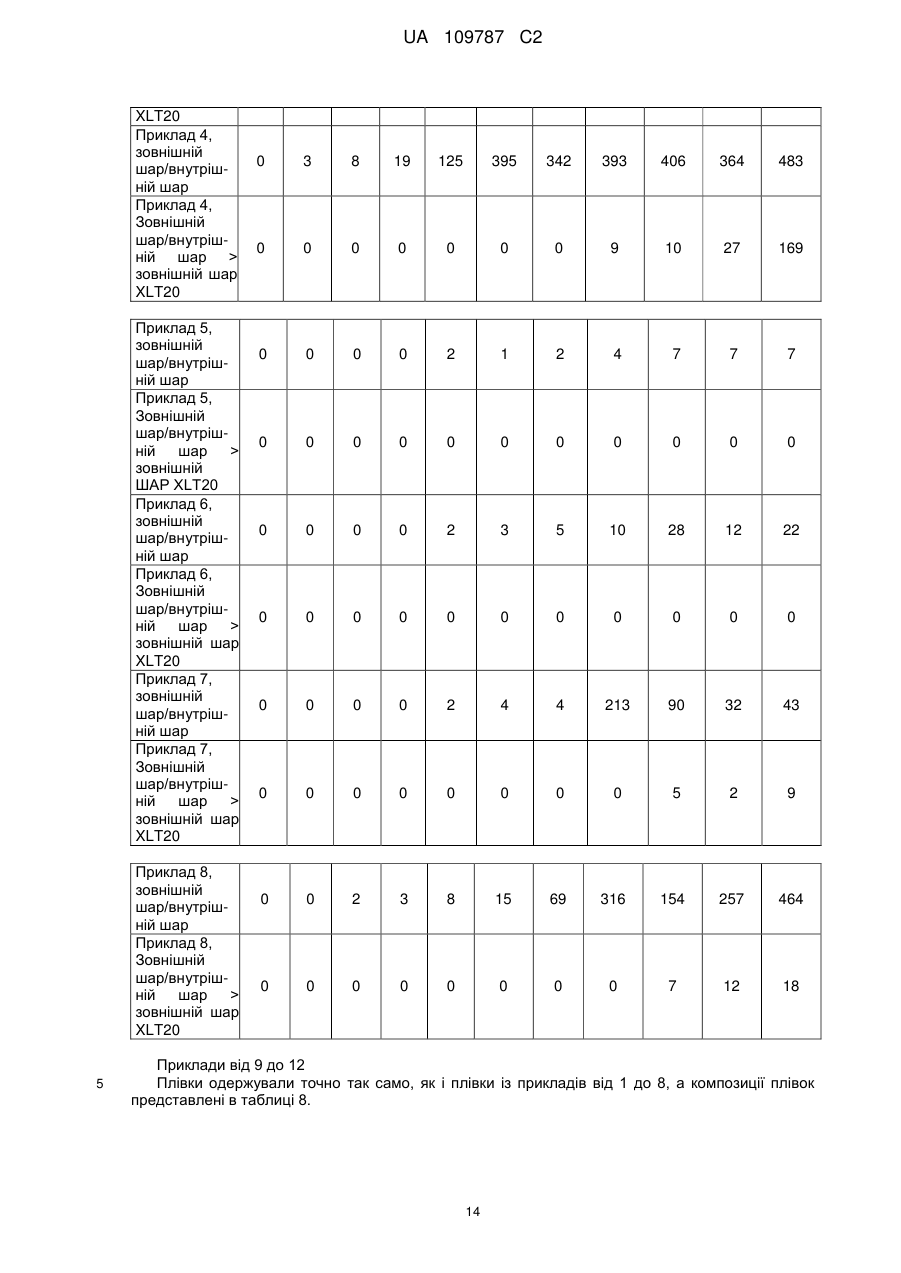
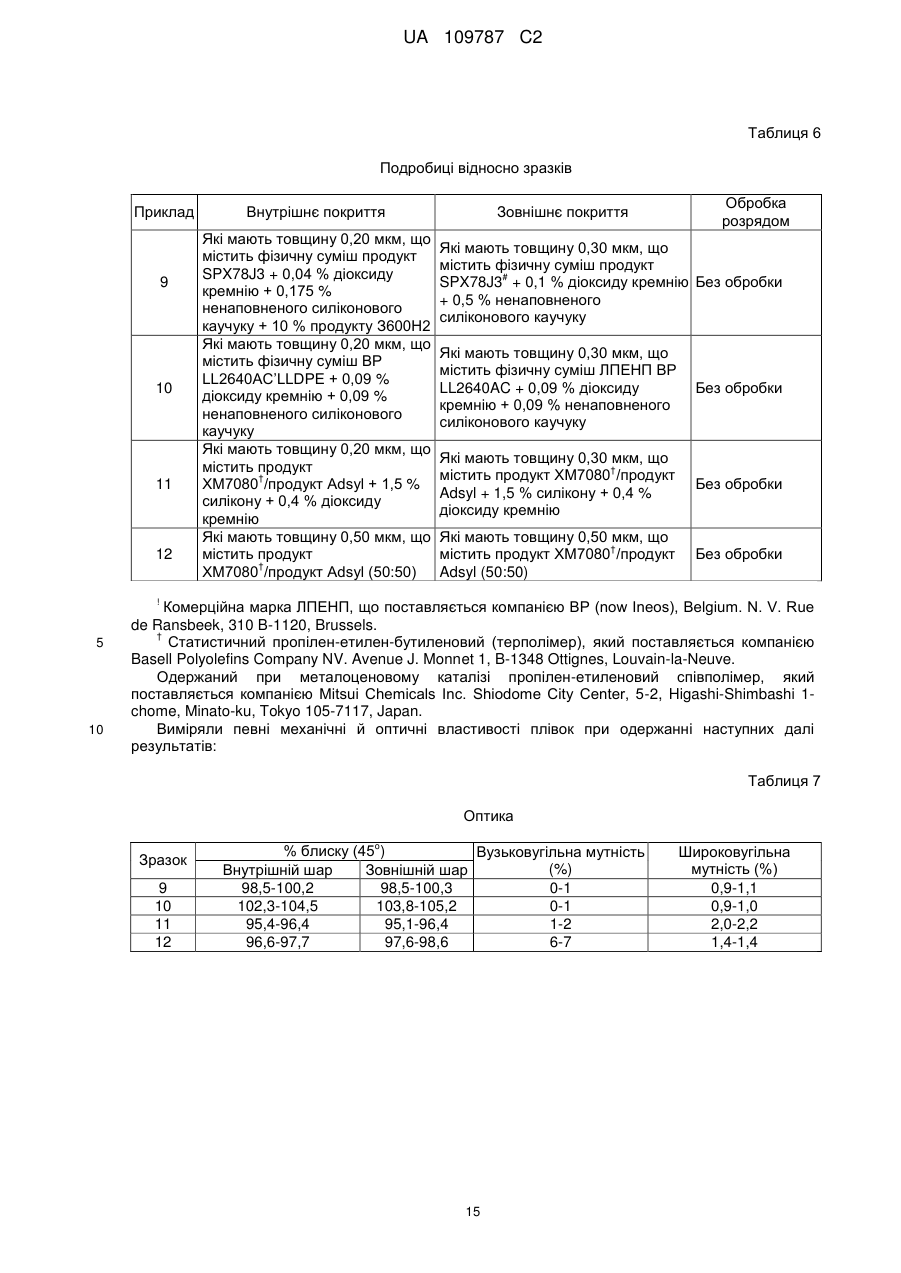
Реферат: Винахід стосується безкорпусної групової упаковки, яка включає компонування індивідуальних упаковок, індивідуально упакованих у поліолефіновий плівковий матеріал, які упаковують одна з одною у згадану безкорпусну групову упаковку в плівці для безкорпусної групової упаковки, де плівка для безкорпусної групового упаковки включає зварювану поліолефінову плівку, яка включає поліолефіновий середній шар С, поліолефіновий внутрішній зварюваний шар А і поліолефіновий зовнішній зварюваний шар В, при цьому поліолефіновий матеріал внутрішнього зварюваного шару А вибирають із несумісних при зварюванні із плівковим поліолефіновим матеріалом індивідуальних упаковок у вказаних умовах зварювання, а поліолефіновий матеріал зовнішнього зварюваного шару В вибирають із сумісного при зварюванні з В і сумісного при зварюванні з А в вибраних умовах зварювання, при цьому індивідуальні упаковки компонують в упорядкованій конфігурації усередині упаковки й з обгортанням плівки для безкорпусної групової упаковки навколо впорядкованої конфігурації індивідуальних упаковок і зварюванням її із самою собою (А з В) при формуванні поперечного зварювання й зварюванням її із самою собою (В з В і необов'язково А з В) при формуванні конвертового зварювання на кожному краю упаковки, причому будь-яке зварювання плівки для безкорпусної групової упаковки із плівковим матеріалом індивідуальних упаковок відсутнє. UA 109787 C2 (12) UA 109787 C2 UA 109787 C2 5 10 15 20 25 30 35 40 45 50 55 Даний винахід стосується безкорпусної групової упаковки й способу її виготовлення. У патенті США № 6887582 описується поліолефінова багатошарова плівка, зварювана холодним способом, який включає перший поліолефіновий поверхневий шар, що містить суміш етилен-пропіленового статистичного співполімеру й пластомір, одержаний при металоциновому каталізі. У патенті США № 6451426 описується зварювана плівка, використовувана для впаковування, зокрема у формі пакетів, для забезпечення розшаруванню, що включає олефіновий полімерний шар і зварюваний шар, і роздільний блок-співполімерний шар між ними. У патенті США № 5898050 описується поліолефінова композиція для виготовлення поліолефінової плівки, яка має властивості термозварювання. У патенті США № 5792549 описується співекструдована двовісно-орієнтована поліолефінова пакувальна плівка, яка включає шар, що утворює бік, який відділяється, при холоднозварюванні, серединний шар і поверхневий шар, які утворюють приймальний бік при холоднозварюванні. У документі ЕР-В-0963408 описується орієнтована співекструдована багатошарова плівка для впакування в термоусаджувальну плівку, яка включає співполіетиленовий зовнішній шар, співекструдований з поліпропіленовим серединним шаром. У патенті США № 6979495 описується двовісно-орієнтована багатошарова плівка, яка включає серединний шар із синдіотактичного поліпропіленового гомополімеру й щонайменше один додатковий шар, розташований по сусідству із серединним шаром, який містить полімер, що являє собою етиленовий або пропіленовий гомополімер, етиленовий співполімер або терполімер, що містять співмономери пропілен і/або бутан-1. У документі WO-A-01/49487 описується багатошарова полімерна плівка для впаковування касет з магнітною стрічкою, що включає між парою поверхневих шарів серединний шар, який містить поліпропілен, полімерний модифікатор, що містить поліолефін (поліолефіни) і вуглеводневу смолу. У патенті США № 6908687 описується термозварювана полімерна плівка для використання в зонах застосування етикеток, що включає шар, який регулює усадку, яка містить суміш первинного полімерного компонента й компонента модифікатора, який містить етиленовий пластомір, поліпропіленовий пластомір або етилен/пропіленовий співполімер. У документі WO-A-04/003874 описується орієнтована в поздовжньому напрямку полімерна плівка для клейких етикеток, яка містить поліпропіленові гомополімери й/або співполімери, що характеризуються попередньо заданими швидкостями витікання розплаву, і олефінові еластомери. У документі ЕР-В-0622187 описується двовісно-орієнтована поліпропіленова плівка, для додання характеристик усадки, що включає шар поліпропіленової основи й зовнішній шар, який містить поліпропіленові гомо-, спів- або терполімер і ПОВП або суміш. У документі ЕР-В-0622186 описуються двовісно-орієнтовані поліпропіленові плівки для обгортання в плівку, яка всідається, які включають шар поліпропіленової основи й зовнішній шар (шари), що містить олефінові спів- або терполімер і ПОВП. У документі WO-A-03/089336 описується спосіб упаковування пачок сигарет, де впорядковану групу індивідуальних пачок упаковують винятково в аркуш прозорого пакувального матеріалу термозварюваного пластику, що обгинають навколо впорядкованої групи до одержання обгортального рукава. Після цього для зварювання рукава проводять поперечне зварювання й конвертове зварювання на кожному краю упаковки. Даний тип упаковування на сучасному рівні техніки відомий під найменуванням упаковування в безкорпусну групову упаковку, оскільки індивідуальні пачки упаковуються тільки в плівку, а, наприклад не в більший ящик, що після цього обгортають плівкою. Безкорпусна групова упаковка в плівку, яка всідається, на сучасному рівні техніки стосується даного типу упаковки, де плівка є, такою, що усаджується для більш щільного обгортання пачок групової упаковки після зварювання. У патенті США № 6358579 описується впаковування, яке стосується іншого типу безкорпусної групової упаковки, де пакувальною плівкою є поліолефінова плівка, яка включає модифіковані поліолефінові зварювані шари. Зварювані зовнішні шари містять складний співполіефір, а об'єднана плівка, як затверджується, зварюється із самою собою, але не із двовісно-орієнтованими поліпропіленовими плівками індивідуальних упаковок. У документі DE 3635928 описується система групової упаковки, у якій має місце впаковування в індивідуальні упаковки з орієнтованої при двовісному розтягненні поліпропіленової плівки, яка включає модифіковані поліолефінові термозварювані шари. 1 UA 109787 C2 5 10 15 20 25 30 35 40 45 50 55 60 У документі ЕР 1431028 описуються поліпропіленові плівка або ламінат, у яких у випадку термозварюваності плівки/ламінату на внутрішній бік плівки поверх площ, задіяних при зварюванні, локально наносять покриття з теплостійкого лаку, у той час як у випадку не термозварюваності плівки/ламінату на точки зварювання наносять термозварюваний лак. Даний винахід головним чином стосується плівок, які облягають, для безкорпусної групової упаковки. Упаковування в безкорпусну групову упаковку являє собою ефективний спосіб зменшення витрат на упаковку й витрати матеріалів. Якщо буде потреба групування один з одним декількох індивідуально впакованих виробів (пачок сигарет, наприклад) і їх впаковування у вигляді більшого згортка для розподілу або великомасштабної торгівлі в роздріб індивідуальні упаковки звичайно поміщають у більший ящик або картонну коробку перед їх обгортанням. Безкорпусна групова упаковка виключає потребу в ящику або картонній коробці. Однак, одна із проблем безкорпусної групової упаковки при обгортанні плівкою полягає в тім, що при виготовленні групової упаковки плівкову упаковку необхідно зварювати. Це збільшує шанси зварювання плівки групової упаковки не тільки із самою собою, але також й із плівкою, використаною для обгортання кожної індивідуальної пачки. При виробництві сигарет, де індивідуальні упаковки мають тенденцію до обгортання в поліпропіленову плівку, це є особливою проблемою. Виробник найчастіше зволів би використовувати для згортка своєї групової упаковки поліпропіленову плівку, скориставшись сприятливими оптичними й механічними властивостями таких плівок, але в цьому випадку він ризикує зварити плівку групової упаковки також й із плівкою індивідуальних упаковок. Такі проблеми в минулому вирішувалися в результаті передбачення на поліпропіленовій плівці, яка облягає, для безкорпусної групової упаковки акрилового покриття, що добре зварюється із самим собою, але не з поліпропіленовою обгорткою індивідуальних упаковок. Однак, акрилові покриття збільшують витрати в способі виготовлення плівки як у зв'язку з матеріалом, використаним для одержання покриття, так і, що, може бути, важливіше, необхідністю проведення операції нанесення покриття після екструдування плівки. Ціль даного винаходу полягає в пропозиції поліпшеної плівки для безкорпусної групової упаковки при впаковуванні в поліолефін, зокрема тієї, яка дозволяє уникнути виникнення потреби в акриловому покритті. Відповідно до даного винаходу пропонується спосіб одержання безкорпусної групової упаковки, що включає: забезпечення наявності компонування упаковок, індивідуально обгорнених у плівковий поліолефіновий матеріал; забезпечення наявності плівки для безкорпусної групової упаковки для безкорпусного обгортання згаданих індивідуально обгорнених упаковок, при цьому плівка для безкорпусної групової упаковки включає поліолефіновий середній шар С, поліолефіновий внутрішній зварюваний шар А на внутрішній поверхні плівки для безкорпусної групової упаковки й поліолефіновий зовнішній зварюваний шар В на зовнішній поверхні плівки для безкорпусної групової упаковки, при цьому поліолефіновий матеріал внутрішнього зварюваного шару А вибирають із несумісного при зварюванні із плівковим поліолефіновим матеріалом індивідуально обгорнених упаковок у вказаних умовах зварювання, а поліолефіновий матеріал зовнішнього зварюваного шару В вибирають із сумісного при зварюванні з В і сумісності при зварюванні з А в вибраних умовах зварювання; компонування індивідуально обгорнених упаковок в упорядкованій конфігурації в контакті з поліолефіновим зварюваним шаром А плівки для безкорпусної групової упаковки; обгортання плівки для безкорпусної групової упаковки навколо впорядкованої конфігурації індивідуально обгорнених упаковок до одержання плівкового рукава із кромками, що перекриваються; формування поперечного зварювання в результаті зварювання одна з одною кромок, що перекриваються, плівкового рукава без зварювання внутрішнього зварюваного шару А з плівковим полімерним матеріалом індивідуально обгорнених упаковок; і формування конвертового зварювання на кожному краю упаковки в результаті згинання плівкового рукава й зварювання зігнутих країв без зварювання внутрішнього зварюваного шару А з плівковим полімерним матеріалом індивідуально обгорнених упаковок. Переважно поперечне зварювання формують у вигляді А з В. Конвертове зварювання може бути сформоване у вигляді В з В й/або А з В, і/або А з А і їх комбінацій із двох і більше варіантів. Переважно зовнішня поверхня плівкового поліолефінового матеріалу індивідуально обгорнених упаковок містить щонайменше один поліолефіновий компонент, одержаний з мономерного олефіну, який має довжину вуглецевого ланцюга х, а поліолефіновий матеріал внутрішнього зварюваного шару А містить щонайменше один поліолефіновий компонент, 2 UA 109787 C2 5 10 15 20 25 30 35 40 45 50 55 60 зроблений з мономерного олефіну, що має довжину вуглецевого ланцюга у, при цьому у відрізняється від х. Більш переважно поліолефіновий матеріал зовнішнього зварюваного шару В також містить щонайменше один поліолефіновий компонент, одержаний з мономерного олефіну, що має довжину вуглецевого ланцюга у. Таким чином, у випадку вмісту в поверхневому поліолефіновому матеріалі індивідуально обгорнених упаковок поліетиленового компонента поліолефіновий матеріал внутрішнього зварюваного шару А переважно буде містити поліпропіленовий компонент і/або полібутиленовий компонент. Переважно в цьому випадку поліолефіновий матеріал зовнішнього зварюваного шару В також містить поліпропіленовий компонент і/або полібутиленовий компонент. У випадку вмісту в поверхневому поліолефіновому матеріалі індивідуально обгорнених упаковок поліпропіленового компонента поліолефіновий матеріал внутрішнього зварюваного шару А переважно буде містити поліетиленовий компонент і/або полібутиленовий компонент. Переважно в цьому випадку поліолефіновий матеріал зовнішнього зварюваного шару В також містить поліетиленовий компонент і/або полібутиленовий компонент. У випадку вмісту в поверхневому поліолефіновому матеріалі індивідуально обгорнених упаковок полібутиленового компонента поліолефіновий матеріал внутрішнього зварюваного шару А переважно буде містити поліетиленовий компонент і/або поліпропіленовий компонент. Переважно в цьому випадку поліолефіновий матеріал зовнішнього зварюваного шару В також містить поліетиленовий компонент і/або поліпропіленовий компонент. Щоб уникнути сумніву слід зазначити те, що у випадку вмісту на зовнішній поверхні плівкового поліолефінового матеріалу індивідуально обгорнених упаковок щонайменше одного поліолефінового компонента, зробленого з мономерного олефіну, який має довжину вуглецевого ланцюга х, і вмісту в поліолефіновому матеріалі внутрішнього зварюваного шару А щонайменше одного поліолефінового компонента, зробленого з мономерного олефіну, що має довжину вуглецевого ланцюга у, при цьому у буде відрізнятися від х, поліолефіновий матеріал внутрішнього зварюваного шару А може додатково містити щонайменше один поліолефіновий компонент, зроблений з мономерного олефіну, який має довжину вуглецевого ланцюга х. У цьому випадку поліолефіновий матеріал внутрішнього зварюваного шару А містить щонайменше два поліолефінових компоненти, при цьому один роблять із мономерного олефіну, що має довжину вуглецевого ланцюга у, а інший роблять із мономерного олефіну, який має довжину вуглецевого ланцюга х. Поліолефіновий матеріал зовнішнього зварюваного шару В також може додатково містити щонайменше один поліолефіновий компонент, зроблений з мономерного олефіну, який має довжину вуглецевого ланцюга х, на випадок чого поліолефіновий матеріал зовнішнього зварюваного шару В також буде містити щонайменше два поліолефінових компоненти, при цьому один будуть робити з мономерного олефіну, який має довжину вуглецевого ланцюга у, а інший будуть робити з мономерного олефіну, який має довжину вуглецевого ланцюга х. В обсязі винаходу також передбачається й наявність зварюваного шару і/або плівкового поліолефінового матеріалу, який містять полімерний компонент, одержаний з множини мономерних сполук, (наприклад, поліпропілен/поліетиленовий статистичний або блоковий співполімер і/або суміш поліпропілену й поліетилену), на випадок чого умова винаходу реалізується при одержанні зварюваного шару щонайменше з одного мономерного компонента, який має довжину ланцюга, відмінну від довжини ланцюга, що походить щонайменше з одного мономера компонента плівкового поліолефінового матеріалу. Як повинне бути зрозуміло, у цьому випадку плівковий поліолефіновий матеріал і матеріал зварюваного шару можуть складатися з того самого поліолефінового матеріалу або можуть його містити, як, наприклад у випадку блокового або статистичного співполімеру або суміші, зроблених з множини мономерних джерел, де щонайменше одне мономерне джерело (наприклад етилен) має довжину ланцюга, відмінну від довжини ланцюга щонайменше одного іншого мономерного джерела (наприклад пропілену). Переважно як х, так і у перебувають у діапазоні від 2 до 4, хоча в даному варіанті реалізації винаходу х і у повинні бути різними. Відповідно до цього, винахід пропонує спосіб формування безкорпусної групової упаковки, у якому плівку для безкорпусної групової упаковки роблять несумісною (для цілей зварювання в умовах зварювання) з поліолефіновим (особливо, поліпропіленовим) матеріалом, який обертає індивідуальні пачки. В умовах зварювання плівка для безкорпусної групової упаковки має сумісність із погляду зварювання із самою собою (А з В, А з А й/або В з В), але є несумісною з погляду зварювання (в умовах зварювання) із плівковим поліолефіновим матеріалом індивідуально обгорнених упаковок. Один спосіб, по якому може бути додана така несумісність із погляду зварювання, полягає в забезпеченні наявності щонайменше у внутрішньому зварюваному шарі плівки для безкорпусної групової упаковки щонайменше одного 3 UA 109787 C2 5 10 15 20 25 30 35 40 45 50 55 60 поліолефінового матеріалу, зробленого з мономера, який має довжину ланцюга, відмінну від довжини ланцюга мономера, з якого роблять щонайменше один поліолефіновий матеріал у плівковому матеріалі обгорнених індивідуальних упаковок. Ще один придатний спосіб досягнення такої сумісності з погляду зварювання полягає у виборі матеріалу щонайменше внутрішнього зварюваного шару (і/або зовнішнього зварюваного шару), який має низький поріг зварювання, при якому в умовах зварювання зварюваний шар з погляду зварювання буде сумісним із самим собою й/або з іншим зовнішнім шаром плівки для безкорпусної групової упаковки, але буде несумісним з погляду зварювання за даних умов з поліолефіновим плівковим матеріалом обгорнених індивідуальних упаковок. У цьому випадку плівці для безкорпусної групової упаковки надають дуже низькі характеристики ініціювання зварювання, оскільки її формують щонайменше з одного полімеру, який має низький поріг термозварювання. Зварювання при низькій температурі запобігає прилипанню плівки для безкорпусної групової упаковки до одиничних обгорток. Відповідно до цього, винахід, як це описувалося в даному документі раніше, пропонує спосіб формування безкорпусної групової упаковки, у якій полімерний матеріал внутрішнього й/або зовнішнього зварюваного шару містить щонайменше один поліолефіновий компонент, який має низький поріг термозварювання. Під "низьким порогом термозварювання" переважно розуміється те, що зварюваний шар, який містить поліолефіновий матеріал, що має низький поріг термозварювання, буде зварюватися із самим собою й/або з іншим зварюваним шаром плівки для безкорпусної групової упаковки при температурі, меншій ніж 135 °C, переважно меншій ніж 130 °C, більш переважно меншій ніж 125 °C, ще більш переважно меншій ніж 120 °C, навіть більш переважно меншій ніж 115 °C, а найбільш переважно меншій ніж 110 °C, при впливі умов зварювання у вигляді, 2 наприклад 5 фунт/дюйм (34,5 кПа) згодом перебування 0,2 сек. Умови зварювання при формуванні безкорпусної групової упаковки винаходу можуть бути вибрані відповідній згаданій температурі зварювання або перевищуючими її, але при цьому умови зварювання не вибирають такими високими, щоб почало б виникати зварювання внутрішнього зварюваного шару плівки для безкорпусної групової упаковки з поліолефіновим плівковим матеріалом обгорнених індивідуальних упаковок. Міцність термозварювання внутрішнього зварюваного шару із самим собою й/або із зовнішнім зварюваним шаром при вибраних умовах зварювання переважно становить більше 100 г/25 мм, більш переважно більше 200 г/25 мм, ще більш переважно більше 300 г/25 мм, а найбільш переважно більше 400 г/25 мм. Поріг термозварювання в кожного зварюваного шару плівки для безкорпусної групової упаковки із самим собою й/або з іншим зварюваним шаром плівки для безкорпусної групової упаковки в кожному випадку повинен бути меншим у зіставленні з порогом термозварювання в згаданого зварюваного шару з поліолефіновим плівковим матеріалом одиничних обгорток, переважно істотно меншим, наприклад меншим щонайменше приблизно на 5 °C, переважно меншим щонайменше приблизно на 10 °C, більш переважно меншим щонайменше на 15 °C. В вибраних умовах зварювання міцність зварювання даного або кожного зварюваного шару плівки для безкорпусної групової упаковки із самим собою й/або з іншим зварюваним шаром плівки для безкорпусної групової упаковки повинна бути більшою в зіставленні з міцністю зварювання згаданого зварюваного шару з поліолефіновим плівковим матеріалом одиничних обгорток, переважно істотно більшою, наприклад більшою щонайменше приблизно на 50 г/25 мм, переважно більшою щонайменше приблизно на 100 г/25 мм, більш переважно більшою щонайменше приблизно на 150 г/25 мм. Під термінами "несумісність при зварюванні" або "несумісний при зварюванні" переважно розуміється те, що в умовах зварювання міцність зварювання є меншою ніж 100 г/25 мм, переважно меншою ніж 80 г/25 мм, більш переважно меншою ніж 60 г/25 мм, ще більш переважно меншою ніж 40 г/25 мм, набагато більш переважно 30 г/25 мм, навіть більш переважно меншою ніж 20 г/25 мм, а найбільше переважно меншою ніж 10 г/25 мм, або навіть меншою ніж 5 г/25 мм, або близькою до 0 г/25 мм або нуля. Зварюваний шар плівки необов'язково може бути підданий обробці коронним розрядом або підданий обробці яким-небудь іншим чином для додаткового поліпшення несумісності з погляду зварювання зварюваного шару із плівковим поліолефіновим матеріалом. Плівковий поліолефіновий матеріал може мати будь-яку відому структуру, у тому числі одношарову й багатошарову, але для інформування при виборі поліолефінового матеріалу внутрішнього зварюваного шару А для забезпечення несумісності при зварюванні із плівковим матеріалом у загальному випадку необхідно тільки або необхідно головним чином розглядати винятково навколишній зовнішній шар плівкового поліолефіну. У даному змісті "несумісність при зварюванні" позначає в вибраних умовах зварювання по суті відсутність зварювання 4 UA 109787 C2 5 10 15 20 25 30 35 40 45 50 55 60 внутрішнього зварюваного шару А з навколишньою зовнішньою поверхнею плівкового поліолефінового матеріалу індивідуально обгорнених упаковок. Винахід також пропонує безкорпусну групову упаковку, що включає компонування індивідуальних упаковок, індивідуально впакованих у поліолефіновий плівковий матеріал, які впаковують один з одним у згадану безкорпусну групову упаковку в плівці для безкорпусної групової упаковки, де плівка для безкорпусної групової упаковки включає зварювану поліолефінову плівку, що включає поліолефіновий середній шар С, поліолефіновий внутрішній зварюваний шар А і поліолефіновий зовнішній зварюваний шар В, при цьому поліолефіновий матеріал внутрішнього зварюваного шару А вибирають із несумісних при зварюванні із плівковим поліолефіновим матеріалом індивідуальних упаковок у вказаних умовах зварювання, а поліолефіновий матеріал зовнішнього зварюваного шару В вибирають із сумісного при зварюванні з В і сумісного при зварюванні з А в вибраних умовах зварювання, при цьому індивідуальні упаковка компонують в упорядкованій конфігурації усередині упаковки, а плівку для безкорпусної групової упаковки обертають навколо впорядкованої конфігурації індивідуальних упаковок і зварюють із самою собою (А з В) при формуванні поперечного зварювання й зварюють із самою собою (В з В і необов'язково А з В й/або А з А) при формуванні конвертового зварювання на кожному краї упаковки, при цьому будь-яке зварювання плівки для безкорпусної групової упаковки із плівковим матеріалом індивідуальних упаковок відсутнє. Умови зварювання можуть бути вибрані збирачем безкорпусної групової упаковки й у загальному випадку будуть включати умови у вигляді підвищення температури й/або тиску й часу перебування для проведення операції зварювання. Звичайно температура зварювання буде більшою ніж 80 °C, наприклад більшою ніж 85 °C, або навіть більшою ніж 90 °С. Іноді можуть бути використані температури зварювання, що перевищують 95 °C або навіть 100 °С. Звичайно бажано, щоб температура зварювання також була б меншою певного рівня. Надлишкова температура зварювання може викликати зварювання плівки для безкорпусної групової упаковки з індивідуальними упаковками. У загальному випадку температура зварювання буде меншою ніж 200 °C, більш часто ще меншою, такою як менша ніж 175 °C, менша ніж 150 °C, або менша ніж 140 °С. Звичайно переважним є неперевищення 2 температурою зварювання 130 °С. Тиск зварювання звичайно буде перевищувати 2 фунт/дюйм 2 (13,79 кПа), найчастіше буде перебувати в діапазоні, наприклад приблизно від 5 фунт/дюйм до 2 25 фунт/дюйм (від 34,5 кПа до 172,4 кПа). Часи перебування можуть бути вибрані відповідно до добре відомих принципів і в загальному випадку будуть перебувати в діапазоні щонайменше від приблизно 0,05 сек до приблизно 2 сек., наприклад від приблизно 0,075 сек. до приблизно 1 сек., переважно від приблизно 0,1 сек. до приблизно 0,5 сек. Зварювані шари переважно формують у вигляді покриваючих шарів або покриттів на протилежних поверхнях середнього шару С. Дані шари можуть бути сформовані в результаті співекструдування із середнім шаром, у результаті наступного нанесення одного або декількох покриттів на поверхню вже сформованого серединного шару, у результаті екструзійного нанесення покриття або в результаті використання комбінації даних варіантів. У загальному випадку при виготовленні плівки для безкорпусної групової упаковки зварювані шари воліється співекструдувати разом із серединним шаром. Зварювані шари у загальному випадку будуть містити один або трохи поліолефінових гомополімерів, один або трохи поліолефінових співполімерів або їх суміші із двох і більше компонентів. Під "співполімерами" у даному змісті розуміється будь-яка кількість складових частин полімеру - так що, наприклад включаються біполімери, терполімери й співполімери чотирьох і більше складових частин полімеру. У дане визначення включаються як статистичні, так і блокові співполімери, і зварювані шари у додатковому або альтернативному варіанті містять суміші одного або декількох матеріалів, вибраних з гомополімерів, співполімерів або їх сумішей. Матеріал зварюваного шару для зварюваних шарів А і В може бути ідентичним або різним. Середній шар є поліолефіновим і також може містити один або трохи гомополімерів, один або трохи співполімерів або їх суміші із двох і більше компонентів. Однак, переважно серединний шар містить гомополімер, більш переважно поліпропілен, найбільше переважно двовісно-орієнтований поліпропілен. Однак, матеріал серединного шару може бути перемішаний з одним або декількома додатковими матеріалами для вибору при бажанні додаткових або альтернативних функціональності або естетики. Як повинне бути зрозуміло, плівка для безкорпусної групової упаковки поряд із вказаними раніше в даному документі серединним і зварюваними шарами С, А і В може включати й додаткові шари. Такі додаткові шари можуть, наприклад включати ламіновані шари, шари, що 5 UA 109787 C2 5 10 15 20 25 30 35 40 45 50 55 60 друкуються, УФ-непроникні шари, кисневопроникні або - непроникні шари, шари, проникні або непроникні для водних парів тощо. Такі додаткові шари можуть бути одержані також у результаті співекструдування, у результаті нанесення покриття після співекструдування, у результаті нанесення покриття при співекструдуванні або в результаті використання комбінацій із двох і більше даних варіантів. Плівка для безкорпусної групової упаковки у своєму середньому шарі й/або в одному або декількох зварюваних шарах і/або в будь-якому додатковому шарі (шарах) може містити функціональні матеріали для інших цілей у відношенні функціональних або естетичних характеристик плівки. Придатні функціональні матеріали можуть бути вибрані з одного або декількох наступних далі матеріалів, їх сумішей і/або їх комбінацій: поглиначі УФвипромінювання, фарби; пігменти, барвники, металізовані й/або псевдометалізовані покриття; мастила, антистатики (катіонні, аніонні й/або неіонні, наприклад полі(оксіетилен)сорбітанмоноолеат), антиоксиданти (наприклад трис(2, требутилфеніловий) ефір фосфористої кислоти), поверхнево-активні речовини, добавки, що надають твердість, добавки, що знижують тертя, (наприклад добавки, що знижують тертя в гарячому стані, або добавки, що знижують тертя в холодному стані, які поліпшують здатність плівки задовільно сковзати по поверхнях приблизно при кімнатній температурі, наприклад мікрокристалічний віск), добавки, що поліпшують блиск, продеграданти, захисні покриття для зміни характеристик газоі/або вологопроникності плівки (такі як полівініліденгалогеніди, наприклад ПВДХ); добавки, що перешкоджають злипанню, (наприклад мікрокристалічний віск, наприклад при середньому розмірі частинок у діапазоні від приблизно 0,1 до приблизно 0,6 мкм); добавки, що зменшують клейкість, (наприклад колоїдальний діоксид кремнію, діоксид кремнію, ненаповнений силіконовий каучук); дисперсні матеріали (наприклад тальк); добавки, що збільшують коефіцієнт тертя, (наприклад карбід кремнію); добавки, що поліпшують адгезію й/або друкованість типографських фарб, добавки, що збільшують твердість, (наприклад вуглеводнева смола); добавки, що збільшують усадку, (наприклад тверда смола). Деякі або всі добавки, перераховані вище, можуть бути додані спільно у вигляді композиції для нанесення покриття на плівки даного винаходу й/або для формування нового шару, що сам може бути використаний для нанесення покриття й/або може формувати зовнішній або поверхневий шар аркуша. В альтернативному варіанті деякі або всі попередні добавки можуть бути додані роздільно й/або уведені безпосередньо в обсяг серединного шару необов'язково під час формування плівки (наприклад у вигляді частини первісної композиції полімеру), і, таким чином, вони можуть формувати, а можуть і не формувати шари або покриття як такі. Плівки винаходу також можуть бути виготовлені в результаті ламінування двох співекструдованих плівок. Нанесення зовнішнього шару (шарів) на серединний шар зручно здійснювати по кожній з методик ламінування або нанесення покриття, які зручно використовувати при одержанні композитних багатошарових плівок. Однак, переважно один або кілька зовнішніх шарів на підкладку наносять за методикою співекструдування, при якій полімерні компоненти середнього й зовнішнього шарів співекструдують у тісному контакті при знаходженні кожного з них усе ще в стані розплаву. Переважно співекструдування здійснюють із багатоканального мундштука з кільцеподібним соплом, розробленого таким чином, щоб розплавлені полімерні компоненти, що становлять індивідуальні шари композитної плівки, зливалися б на їх границях у мундштуці до одержання єдиної композитної структури, що після цього екструдують із загальної вихідної частини каналу, що оформляє, мундштука у формі рукавного екструдату. Як повинно бути зрозуміло, також може бути використана й будь-яка інша форма придатного мундштука, така як шліцьовий мундштук. Полімерна плівка може бути виготовлена за будь-яким способом, відомим із сучасного рівня техніки, що включає нижченаведені, але не обмежувані тільки цими: способи виготовлення аркуша в результаті поливу, плівки в результаті екструдування через плоскощілинний мундштук або плівки в результаті екструдування з роздмухуванням. Даний винахід може виявитися особливо добре застосовним до плівок, що включають спінені або неспінені поліпропіленові плівки, що включають блок-співполімерні поліпропілен/поліетиленові серединний шар і поверхневі шари, що мають товщину, істотно меншу в зіставленні з товщиною середнього шару, і одержані, наприклад зі статистичних співполімерів етилену й пропілену або статистичних терполімерів пропілену, етилену й бутилену. Плівка може включати плівку із двовісноорієнтованого поліпропілену (ДОПП), що може бути виготовлена у вигляді двовісноорієнтованих плівок, рівнорозтягнутих у двох напрямках, при використанні по суті рівних ступенів витяжки в поздовжньому напрямку й поперечному напрямку або може бути одновісноорієнтованою, коли плівка є значно більш орієнтованою в одному напрямку (поздовжньому напрямку або поперечному напрямку). Може бути використане послідовне розтягання, при 6 UA 109787 C2 5 10 15 20 25 30 35 якому нагріті валики здійснюють розтягання плівки в поздовжньому напрямку, а після цього для здійснення розтягнення в поперечному напрямку використовують пекти ширильної машини. В альтернативному варіанті може бути використане одночасне розтягнення, наприклад при використанні так званого пухирового способу або розтягнення на ширильній машині з одночасною витяжкою. Плівки, використані відповідно до даного винаходу, можуть характеризуватися різноманітними асортиментами товщин відповідно до вимог галузей застосування. Наприклад вони можуть мати товщину в діапазоні від приблизно 10 до приблизно 240 мкм, переважно товщину в діапазоні від приблизно 12 до 50 мкм, а найбільше переважно товщину в діапазоні від приблизно 15 до приблизно 30 мкм. У відповідній винаходу багатошаровій плівці, яка включає щонайменше серединний шар, внутрішній шар, що зварює, і зовнішній шар, що зварює, кожний шар, що зварює, незалежно може мати товщину в діапазоні від приблизно 0,05 мкм до приблизно 2 мкм, переважно від приблизно 0,075 мкм до приблизно 1,5 мкм, більш переважно від приблизно 0,1 мкм до приблизно 1,0 мкм, найбільш переважно від приблизно 0,15 мкм до приблизно 0,5 мкм. Внутрішній і/або зовнішній зварювані шари можуть бути використані при друкуванні типографськими фарбами або самі по собі, або при використанні придатної обробки, наприклад обробки коронним розрядом. Винахід додатково ілюструють при звертанні до наступних прикладів, які приводяться тільки в порядку ілюстрування, а не обмеження обсягу винаходу, описаного в даному документі. Приклади від 1 до 8 Одержання плівки Тришаровий полімерний рукав формували в результаті співекструдування середнього шару (з поліпропіленового гомополімеру) із шаром поліетилен/поліпропілен/полібутиленового терполімеру (статистичного співполімеру) як поверхневий шар на обох боках середнього шару. Перед співекструдуванням матеріали поверхневих шарів для внутрішнього й зовнішнього шарів перемішували з додатковими функціональними матеріалами, відповідно до винаходу призначеними для додання плівці характеристик селективної зварюваності. Рукав прохолоджували, а після цього повторно нагрівали перед роздуванням до одержання тришарового двовісно-орієнтованого плівкового рукава. Потім відділений плівковий рукав надставляли в протилежних напрямках до одержання тришарової двовісно-орієнтованої плівки, яка включає внутрішній шар, що має приблизну товщину, вказану далі, середній шар, що має товщину в діапазоні приблизно від 23 до 24 мкм, і зовнішній шар, що має приблизну товщину, вказану далі. Композиції плівок представлені в таблиці 1: Таблиця 1 Подробиці відносно зразків Приклад Внутрішнє покриття 1 Які мають товщину 0,17 мкм, що містить складену маткову суміш, * яка містить продукт Exact 0203 + 0,2 % діоксиду кремнію 2 3 Зовнішнє покриття Обробка розрядом Які мають товщину 0,25 мкм, що містить складену маткову суміш, * яка містить продукт Exact 8203 + З обробкою 0,5 % діоксиду кремнію + 0,5 % ненаповненого силіконового каучуку Які мають товщину 0,25 мкм, що Які мають товщину 0,17 мкм, що містить складену маткову суміш, * містить складену маткову суміш, яка містить продукт Exact 8203 + Без обробки * яка містить продукт Exact 0203 + 0,5 % діоксиду кремнію + 0,5 % 0,2 % діоксиду кремнію ненаповненого силіконового каучуку Які мають товщину 0,35 мкм, що містить фізичну суміш продукт Які мають товщину 0,25 мкм, що # SPX78J3 + 0,04 % діоксиду містить фізичну суміш продукт З обробкою кремнію + 0,175 % # SPX78J3 + 0,1 % діоксиду кремнію ненаповненого силіконового ‡ каучуку + 10 % продукту З600Н2 7 UA 109787 C2 Таблиця 1 Подробиці відносно зразків Приклад 4 5 6 7 8 5 10 Внутрішнє покриття Які мають товщину 0,35 мкм, що містить фізичну суміш продукт # SPX78J3 + 0,04 % діоксиду кремнію + 0,175 % ненаповненого силіконового ‡ каучуку + 10 % продукту З600Н2 Які мають товщину 0,25 мкм, що містить складену маткову суміш ‡ продукт ІЗ600Н2 + 1,75 % ненаповненого силіконового каучуку + 0,4 % діоксиду кремнію Які мають товщину 0,25 мкм, що містить складену маткову суміш ‡ продукт ІЗ600Н2 + 1,75 % ненаповненого силіконового каучуку + 0,4 % діоксиду кремнію Зовнішнє покриття Обробка розрядом Які мають товщину 0,25 мкм, що містить фізичну суміш продукт Без обробки # SPX78J3 + 0,1 % діоксиду кремнію Які мають товщину 0,25 мкм, що містить фізичну суміш продукт З обробкою # SPX78J3 + 0,1 % діоксиду кремнію Які мають товщину 0,25 мкм, що містить фізичну суміш продукт Без обробки # SPX78J3 + 0,1 % діоксиду кремнію Які мають товщину 0,25 мкм, що Які мають товщину 0,25 мкм, що містить фізичну суміш продукт З обробкою ‡ містить продукт ІЗ600Н2 # SPX78J3 + 0,1 % діоксиду кремнію Які мають товщину 0,25 мкм, що Які мають товщину 0,25 мкм, що містить фізичну суміш продукт Без обробки ‡ містить продукт ІЗ600Н2 # SPX78J3 + 0,1 % діоксиду кремнію * Exact 0203 і 8203являють собою одержані з октену-1 пластоміри, доступні в компанії Dex Plastomers CBS-Weg 2, Heerlen, P. О. Box 6500, 6401 JH Heerlen, The Netherlands. # SPX78J-3 являє собою суміш співполімеру й тер полімеру, що має низький поріг зварювання й одержану в розплаві, доступну в компанії Sumitomo Chemical Co. Ltd., 27-1, Shinkawa 2-chome, Chuo-ku, Tokyo, 104-8260, Japan. ‡ C600H2 являє собою пропілен-бутиленовий співполімер, що поставляється компанією Hyosung (Korea), Hyosung Bldg. 450 Gongdeok-dong, Mapo-gu, Seoul (121-720). Виміряли певні механічні й оптичні властивості плівок при одержанні наступних далі результатів: Таблиця 2 Оптика Приклад 1 2 3 4 5 6 7 8 % блиску (45°) Внутрішній шар Зовнішній шар 98,5 98,2 89,3 83,9 99,8 99,0 100,4 100,4 91,2 85,9 92,3 85,7 98,5 97,9 99,5 99,5 8 Вузьковугільна мутність (%) 2,8 2,0 2,1 2,0 2,5 1,9 2,2 2,0 Широковугільна мутність (%) 1,5 3,3 1,1 1,6 2,8 3,0 1,4 1,6 UA 109787 C2 Таблиця 3 Коефіцієнт тертя Зразки випробовували на приладі для випробування на ковзання Messmer при використанні методу Campmod Внутрішній Зовнішній Приклад шар/внутрішній шар/зовнішній шар шар 1 0,39 0,53 2 0,29 0,43 3 0,57 0,56 4 0,45 0,50 5 0,40 0,55 6 0,28 0,41 7 0,53 0,56 8 0,49 0,52 Внутрішній Приклад шар/внутрішній шар 1 0,36 2 0,23 3 0,65 4 0,45 5 0,44 6 0,28 7 0,60 8 0,46 5 Статика Внутрішній шар/зовнішній шар 0,36 0,31 0,47 0,46 0,44 0,30 0,57 0,54 Динаміка Внутрішній шар/зовнішній шар 0,30 0,31 0,52 0,45 0,52 0,33 0,61 0,51 Зовнішній шар/зовнішній шар 0,42 0,41 0,60 0,53 0,55 0,41 0,58 0,54 Внутрішній шар/метал Зовнішній шар/метал 0,32 0,21 0,52 0,28 0,32 0,21 0,50 0,27 0,30 0,23 0,41 0,28 0,37 0,24 0,37 0,28 Внутрішній шар/метал Зовнішній шар/метал 0,20 0,16 0,53 0,22 0,30 0,16 0,59 0,26 0,21 0,20 0,47 0,29 0,40 0,18 0,41 0,27 Досліджували сумісність із погляду зварювання плівки для безкорпусної групової упаковки винаходу із самою собою при одержанні наступних далі результатів. Таблиця 4 Поріг термозварювання (г/25 мм) 2 Зразки зварювали при 5 фунт/дюйм (34,5 кПа) протягом часу перебування 0,2 секунди в конфігурації метал/каучук (нижній затискач виключений/верхній затискач 80 °С-130 °С) Приклад 1 2 3 4 5 6 7 8 80 °C 0 0 0 0 0 0 0 0 85 °C 0 0 0 0 0 0 0 0 90 °C 0 0 0 7 0 0 0 0 Внутрішній шар/зовнішній шар 95 °C 100 °C 105 °C 110 °C 115 °C 120 °C 125 °C 130 °C 13 11 42 306 128 364 505 449 0 0 0 6 8 113 14 141 0 5 10 6 342 355 353 339 8 80 263 405 472 376 455 504 0 0 0 0 4 26 8 16 0 0 6 11 15 12 133 54 0 7 4 24 157 448 490 503 0 11 14 257 547 384 388 461 9 UA 109787 C2 Приклад 1 2 3 4 5 6 7 8 5 10 80 °C 7 0 0 0 0 0 0 0 85 °C 20 0 3 0 2 0 0 0 90 °C 30 4 4 5 3 2 2 3 Зовнішній шар/зовнішній шар 95 °C 100 °C 105 °C 110 °C 115 °C 120 °C 125 °C 130 °C 87 100 200 179 221 257 261 290 10 35 174 368 438 360 466 399 4 15 13 24 238 321 445 42? 20 126 353 394 467 431 375 406 4 5 5 8 261 295 241 505 3 35 38 160 263 326 294 460 4 4 5 93 356 306 353 263 9 97 366 448 427 408 403 470 Для дослідження ступеня несумісності плівки для безкорпусної групової упаковки винаходу із плівкою, використаною в одиничних обгортках, витримували пороги термозварювання при використанні випробування на триплівкові зварювання "Hybrid". Проводили випробування на зварювання внутрішнього шару плівки для безкорпусної групової упаковки винаходу із зовнішнім шаром одиничної обгортки при виключеному нижньому затискачі. Плівки одиничних обгорток, вибрані для даного випробування, являли собою GLS20, GLT20 і XLT20, усі з яких являли собою поліолефінові плівки одиничних обгорток, доступні в компанії Innovia Films Ltd., Wigton, Cumbria. Таблиця 5 Поріг термозварювання "Hybrid" Дані таблиці демонструють міцність зварювання зовнішній шар/внутрішній шар плівки для безкорпусної групової упаковки й міцність зварювання внутрішнього шару (безкорпусної групової упаковки) із зовнішнім шаром (одиничної обгортки GLS20/GLT20/XLT20) для кожного варіанта Приклад Приклад 1, зовнішній шар/внутрішній шар Приклад 1, Зовнішній шар/внутрішній шар > зовнішній шар GLS20 Приклад 2, зовнішній шар/внутрішній шар Приклад 2, Зовнішній шар/внутрішній шар > зовнішній шар GLS20 Приклад 3, зовнішній шар/внутрішній шар Приклад 3, Зовнішній шар/внутрішній шар > зовнішній шар GLS20 Зовнішній шар/внутрішній шар ► зовнішній шар GLS20 80 °C 85 °C 90 °C 95 °C 100 °C 105 °C 110 °C 115 °C 120 °C 125 °C 130 °C 0 0 0 0 6 68 193 268 334 340 407 0 0 0 0 0 0 1 0 28 24 11 0 0 0 0 0 6 25 27 121 35 240 0 0 0 0 0 0 0 0 0 0 44 0 0 0 0 2 7 20 270 350 341 385 0 0 0 0 0 0 0 19 46 92 20 10 UA 109787 C2 Приклад 4, зовнішній шар/внутрішній шар Приклад 4, Зовнішній шар/внутрішній шар > зовнішній шар GLS20 Приклад 5, зовнішній шар/внутрішній шар Приклад 5, Зовнішній шар/внутрішній шар > зовнішній шар GLS20 Приклад 6, зовнішній шар/внутрішній шар Приклад 6, Зовнішній шар/внутрішній шар > зовнішній шар GLS20 Приклад 7, зовнішній шар/внутрішній шар Приклад 7, Зовнішній шар/внутрішній шар > зовнішній шар GLS20 Приклад 8, зовнішній шар/внутрішній шар Приклад 8, Зовнішній шар/внутрішній шар > зовнішній шар GLS20 0 0 0 0 68 99 335 478 467 465 339 0 0 0 0 0 0 1 12 10 38 49 0 0 0 0 0 2 5 5 4 12 12 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 7 7 27 18 155 150 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 2 20 16 128 213 300 0 0 0 0 0 0 0 0 0 17 96 0 0 0 2 7 22 66 308 467 447 343 0 0 0 0 0 0 0 0 0 16 59 11 UA 109787 C2 Приклад Зовнішній шар/внутрішній шар ► зовнішній шар GLS20 80 °C 85 °C 90 °C 95 °C 100 °C 105 °C 110 °C115 °C 120 °C 125 °C 130 °C Приклад 1, зовнішній шар/внутрішній шар Приклад 1, Зовнішній шар/внутрішній шар > зовнішній шар GLT20 Приклад 2, зовнішній шар/внутрішній шар Приклад 2, Зовнішній шар/внутрішній шар > зовнішній шар GLT20 Приклад 3, зовнішній шар/внутрішній шар Приклад 3, Зовнішній шар/внутрішній шар > зовнішній шар GLT20 Приклад 4, зовнішній шар/внутрішній шар Приклад 4, Зовнішній шар/внутрішній шар > зовнішній шар GLT20 Приклад 5, зовнішній шар/внутрішній шар Приклад 5, Зовнішній шар/внутрішній шар > зовнішній шар GLT20 Приклад 6, зовнішній шар/внутрішній шар 0 0 0 0 5 95 184 215 264 247 297 0 0 0 0 0 0 0 0 0 0 7 0 0 0 0 0 2 17 81 47 102 23 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 4 15 5 119 99 36 216 0 0 0 0 0 0 0 9 9 11 16 0 0 0 0 60 409 483 441 449 494 451 0 0 0 0 0 9 3 9 27 24 96 0 0 0 0 0 0 2 3 4 27 12 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 5 14 131 48 21 81 12 UA 109787 C2 Приклад 6, Зовнішній шар/внутрішній шар > зовнішній шар GLT20 Приклад 7, зовнішній шар/внутрішній шар Приклад 7, Зовнішній шар/внутрішній шар> зовнішній шар GLT20 Приклад 8, зовнішній шар/внутрішній шар Приклад 8, Зовнішній шар/внутрішній шар > зовнішній шар GLT20 Приклад Приклад 1, зовнішній шар/внутрішній шар Приклад 1, Зовнішній шар/внутрішній шар > зовнішній шар XLT20 Приклад 2, зовнішній шар/внутрішній шар Приклад 2, Зовнішній шар /внутрішній шар > зовнішній шар XLT20 Приклад 3, зовнішній шар/внутрішній шар Приклад 3, Зовнішній шар/внутрішній шар > зовнішній шар 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 4 3 142 11 132 57 53 0 0 0 0 0 0 0 0 8 4 9 0 0 0 2 8 141 331 349 354 158 454 0 0 0 0 0 0 0 0 6 15 17 Зовнішній шар/внутрішній шар ► зовнішній шар XLT20 80 °C 85 °C 90 °C 95 °C 100 °C 105 °C 110 °C 115 °C 120 °C 125 °C 130 °C 0 0 0 3 8 34 139 213 289 312 325 0 0 0 0 0 0 0 0 0 1 3 0 0 0 0 2 7 34 29 14 11 26 0 0 0 0 0 0 0 0 0 0 0 0 0 0 3 4 50 9 123 287 269 208 0 0 0 0 0 0 0 94 26 16 70 13 UA 109787 C2 XLT20 Приклад 4, зовнішній шар/внутрішній шар Приклад 4, Зовнішній шар/внутрішній шар > зовнішній шар XLT20 Приклад 5, зовнішній шар/внутрішній шар Приклад 5, Зовнішній шар/внутрішній шар > зовнішній ШAP XLT20 Приклад 6, зовнішній шар/внутрішній шар Приклад 6, Зовнішній шар/внутрішній шар > зовнішній шар XLT20 Приклад 7, зовнішній шар/внутрішній шар Приклад 7, Зовнішній шар/внутрішній шар > зовнішній шар XLT20 Приклад 8, зовнішній шар/внутрішній шар Приклад 8, Зовнішній шар/внутрішній шар > зовнішній шар XLT20 5 0 3 8 19 125 395 342 393 406 364 483 0 0 0 0 0 0 0 9 10 27 169 0 0 0 0 2 1 2 4 7 7 7 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 2 3 5 10 28 12 22 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 2 4 4 213 90 32 43 0 0 0 0 0 0 0 0 5 2 9 0 0 2 3 8 15 69 316 154 257 464 0 0 0 0 0 0 0 0 7 12 18 Приклади від 9 до 12 Плівки одержували точно так само, як і плівки із прикладів від 1 до 8, а композиції плівок представлені в таблиці 8. 14 UA 109787 C2 Таблиця 6 Подробиці відносно зразків Приклад 9 10 11 12 Внутрішнє покриття Які мають товщину 0,20 мкм, що містить фізичну суміш продукт SPX78J3 + 0,04 % діоксиду кремнію + 0,175 % ненаповненого силіконового каучуку + 10 % продукту З600Н2 Які мають товщину 0,20 мкм, що містить фізичну суміш BP LL2640AC’LLDPE + 0,09 % діоксиду кремнію + 0,09 % ненаповненого силіконового каучуку Які мають товщину 0,20 мкм, що містить продукт † ХМ7080 /продукт Adsyl + 1,5 % силікону + 0,4 % діоксиду кремнію Які мають товщину 0,50 мкм, що містить продукт † ХМ7080 /продукт Adsyl (50:50) Зовнішнє покриття Обробка розрядом Які мають товщину 0,30 мкм, що містить фізичну суміш продукт # SPX78J3 + 0,1 % діоксиду кремнію Без обробки + 0,5 % ненаповненого силіконового каучуку Які мають товщину 0,30 мкм, що містить фізичну суміш ЛПЕНП ВР LL2640AC + 0,09 % діоксиду кремнію + 0,09 % ненаповненого силіконового каучуку Без обробки Які мають товщину 0,30 мкм, що † містить продукт ХМ7080 /продукт Adsyl + 1,5 % силікону + 0,4 % діоксиду кремнію Без обробки Які мають товщину 0,50 мкм, що † містить продукт ХМ7080 /продукт Adsyl (50:50) Без обробки ! 5 10 Комерційна марка ЛПЕНП, що поставляється компанією ВР (now Ineos), Belgium. N. V. Rue de Ransbeek, 310 B-1120, Brussels. † Статистичний пропілен-етилен-бутиленовий (терполімер), який поставляється компанією Basell Polyolefins Company NV. Avenue J. Monnet 1, B-1348 Ottignes, Louvain-la-Neuve. Одержаний при металоценовому каталізі пропілен-етиленовий співполімер, який поставляється компанією Mitsui Chemicals Inc. Shiodome City Center, 5-2, Higashi-Shimbashi 1chome, Minato-ku, Tokyo 105-7117, Japan. Виміряли певні механічні й оптичні властивості плівок при одержанні наступних далі результатів: Таблиця 7 Оптика o Зразок 9 10 11 12 % блиску (45 ) Вузьковугільна мутність (%) Внутрішній шар Зовнішній шар 98,5-100,2 98,5-100,3 0-1 102,3-104,5 103,8-105,2 0-1 95,4-96,4 95,1-96,4 1-2 96,6-97,7 97,6-98,6 6-7 15 Широковугільна мутність (%) 0,9-1,1 0,9-1,0 2,0-2,2 1,4-1,4 UA 109787 C2 Таблиця 8 Коефіцієнт тертя Зразки випробовували на приладі для випробування на ковзання Messmer при використанні методу Campmod Статика Приклад Внутрішній шар/внутрішній шар 9 10 11 12 0,45 0,62 0,29 0,15 Зовнішній шар/зовнішній шар Внутрішній шар/зовнішній шар 0,37 0,54 0,25 0,18 0,34 0,43 0,27 0,16 Динаміка Приклад 9 10 11 12 5 Внутрішній шар/ внутрішній шар 0,39 0,37 0,16 0,12 Зовнішній шар/ зовнішній шар Внутрішній шар/ зовнішній шар 0,32 0,39 0,16 0,17 0,30 0,41 0,15 0,14 Досліджували сумісність при зварюванні плівки для безкорпусної групової упаковки винаходу із самою собою при одержанні наступних далі результатів. Таблиця 9 Поріг термозварювання (г/25 мм) 2 Зразки зварювали при 5 фунт/дюйм (34,5 кПа) протягом часу перебування 0,2 секунди в конфігурації метал/каучук (нижній затискач виключений/верхній затискач 100 °С-140 °С) Приклад 9 10 11 12 Приклад 9 10 11 12 Приклад 9 10 11 12 10 100 °С 0 0 0 234 105 °C 0 281 0 279 110 °C 0 342 112 322 Внутрішній шар/внутрішній шар 115 °C 120 °C 125 °C 130 °C 96 101 399 339 337 366 437 352 181 146 189 184 371 386 369 383 135 °C 349 412 233 433 140 °C 360 342 302 402 100 °C 0 0 0 212 105 °C 0 244 123 232 110 °C 113 315 157 302 Зовнішній шар/зовнішній шар 115 °C 120 °C 125 °C 130 °C 398 3-43 349 410 398 343 368 363 142 321 289 328 372 386 389 406 135 °C 411 330 325 433 140 °C 400 360 315 412 100 °С 0 0 0 281 105 °C 0 308 119 311 110 °C 50 321 167 342 Внутрішній шар/зовнішній шар 115 °C 120 °C 125 °C 130 °C 116 384 352 346 277 295 354 315 182 330 353 361 396 406 419 405 135 °C 404 362 366 433 140 °C 479 434 442 412 Для дослідження ступеня несумісності плівки для безкорпусної групової упаковки винаходу із плівкою, використаною в одиничних обгортках, витримували пороги термозварювання при використанні випробування на трьохплівкове зварювання "Hybrid". Проводили випробування на зварювання внутрішнього шару плівки для безкорпусної групової упаковки винаходу із зовнішнім шаром одиничної обгортки при виключеному нижньому затискачі. Плівки одиничних обгорток, 16 UA 109787 C2 вибрані для даного випробування, являли собою GLS20, GLT20 і XLT20, усі з яких являли собою поліолефінові плівки одиничних обгорток, доступні в компанії Innovia Films Ltd., Wigton, Cumbria, і, як було встановлено, плівки із прикладів від 9 до 12 були несумісні при зварюванні із плівками одиничних обгорток. 5 ФОРМУЛА ВИНАХОДУ 10 15 20 25 30 35 40 45 50 55 60 1. Спосіб одержання безкорпусної групової упаковки, в якому плівку для безкорпусної групової упаковки роблять несумісною для цілей зварювання в умовах зварювання з поліолефіновим матеріалом, що обгортає індивідуальні упаковки, де в умовах зварювання плівка для безкорпусної групової упаковки має сумісність з точки зору зварювання з самою собою А з В, А з А і/або В з В, але є несумісною в умовах зварювання з плівковим поліолефіновим матеріалом індивідуально обгорнених упаковок, де така несумісність з точки зору зварювання, полягає в забезпеченні наявності щонайменше у внутрішньому зварюваному шарі плівки для безкорпусної групової упаковки щонайменше одного поліолефінового матеріалу, одержаного з мономера, що має довжину ланцюга, відмінну від довжини ланцюга мономера, з якого одержують щонайменше один поліолефіновий матеріал в плівковому матеріалі обгорнених індивідуальних упаковок. 2. Спосіб за п. 1, де плівку для безкорпусної групової упаковки одержують в формі рукава, який охоплює групу упаковок, індивідуально обгорнених в плівковий поліолефіновий матеріал. 3. Спосіб за п. 1 або п. 2, який додатково включає стадії: a) забезпечення впорядкованих упаковок, індивідуально обгорнених в плівковий поліолефіновий матеріал; b) забезпечення наявності плівки для безкорпусної групової упаковки для безкорпусного обгортання згаданих індивідуально обгорнених упаковок, при цьому плівка для безкорпусної групової упаковки включає поліолефіновий середній шар С, поліолефіновий внутрішній зварюваний шар А на внутрішній поверхні плівки для безкорпусної групової упаковки і поліолефіновий зовнішній зварюваний шар В на зовнішній поверхні плівки для безкорпусної групової упаковки; с) компонування індивідуально обгорнених упаковок у впорядкованій конфігурації в контакті з поліолефіновим зварюваним шаром А плівки для безкорпусної групової упаковки; d) обгортання плівки для безкорпусної групової упаковки навколо впорядкованої конфігурації індивідуально обгорнених упаковок до одержання плівкового рукава з кромками, що перекриваються. 4. Спосіб за п. 3, де полімерний матеріал внутрішнього зварюваного шару містить щонайменше один поліолефіновий компонент, що має низький поріг термозварювання і/або полімерний матеріал зовнішнього зварюваного шару містить щонайменше один поліолефіновий компонент, що має низький поріг термозварювання. 5. Спосіб за будь-яким з пп. 1-4, де зовнішня поверхня плівкового поліолефінового матеріалу індивідуально обгорнених упаковок містить щонайменше один поліолефіновий компонент, одержаний з мономерного олефіну, що має довжину вуглецевого ланцюга х, а поліолефіновий матеріал внутрішнього зварюваного шару А містить щонайменше один поліолефіновий компонент, одержаний з мономерного олефіну, що має довжину вуглецевого ланцюга у, при цьому у відрізняється від х. 6. Спосіб за п. 5, де поліолефіновий матеріал зовнішнього зварюваного шару В також містить щонайменше один поліолефіновий компонент, одержаний з мономерного олефіну, що має довжину вуглецевого ланцюга у. 7. Спосіб за п. 5 або п. 6, де як х, так і у знаходяться в діапазоні від 2 до 4. 8. Спосіб за будь-яким з пп. 1-7, де умови зварювання включають умови у вигляді підвищених температури і/або тиску і часу перебування для проведення операції зварювання, наприклад: a) температура зварювання є вищою ніж 80 °C або вищою ніж 90 °C, b) температура зварювання є нижчою ніж 200 °C, нижчою ніж 150 °C, нижчою ніж 140 °C, нижчою ніж 130 °C або нижчою ніж 100 °C, і/або c) час перебування знаходиться в діапазоні від 0,05 сек. до 2 сек. 9. Спосіб за будь-яким з пп. 1-8, де міцність термозварювання внутрішнього зварюваного шару плівки для безкорпусної групової упаковки з самим собою і/або з зовнішнім зварюваним шаром при вибраних умовах зварювання переважно складає більше ніж 100 г/25 мм, або більше ніж 400 г/25 мм. 10. Спосіб за будь-яким з пп. 1-9, де міцність зварювання даного або кожного зварюваного шару плівки для безкорпусної групової упаковки з самим собою і/або з іншим зварюваним шаром 17 UA 109787 C2 5 10 15 20 плівки для безкорпусної групової упаковки складає щонайменше на 50 г/25 мм або на 150 г/25 мм більше, ніж міцність зварювання згаданого зварюваного шару з поліолефіновим плівковим матеріалом одиничних обгорток. 11. Спосіб за будь-яким з пп. 1-10, де товщина внутрішнього зварюваного шару і/або зовнішнього зварюваного шару складає від 0,05 мкм до 2 мкм, і/або плівка має товщину від 15 мкм до 30 мкм. 12. Спосіб за будь-яким з пп. 1-11, де плівка для безкорпусної групової упаковки являє собою плівку для безкорпусної групової упаковки, яка може бути здатна до усадки. 13. Спосіб за будь-яким з пп. 1-12, де зварювані шари А і В одержують з однакових або різних матеріалів. 14. Безкорпусна групова упаковка, одержана способом за будь-яким з пп. 1-13. 15. Безкорпусна групова упаковка, яка включає конструкцію з індивідуальних упаковок, індивідуально упакованих в поліолефіновий плівковий матеріал, які упаковані разом в згадану безкорпусну групову упаковку в плівці для безкорпусної групової упаковки, де плівка для безкорпусної групової упаковки включає зварювану поліолефінову плівку, яка включає поліолефіновий середній шар С, поліолефіновий внутрішній зварюваний шар А і поліолефіновий зовнішній зварюваний шар В, при цьому поліолефіновий матеріал внутрішнього зварюваного шару А вибирають з несумісного при зварюванні з плівковим поліолефіновим матеріалом індивідуальних упаковок у вказаних умовах зварювання, а поліолефіновий матеріал зовнішнього зварюваного шару В вибирають з сумісного при зварюванні з В і сумісного при зварюванні з А у вибраних умовах зварювання, причому індивідуальні упаковки скомпоновані у впорядкованій конфігурації всередині упаковки і обгорнуті плівкою для безкорпусної групової упаковки навколо впорядкованої конфігурації індивідуальних упаковок, звареною з самою собою. 25 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 18
ДивитисяДодаткова інформація
Автори російськоюSingh, Shalendra, Jeschke, Michael
МПК / Мітки
МПК: B65D 71/00, B32B 27/32
Мітки: групова, безкорпусна, упаковка
Код посилання
<a href="https://ua.patents.su/20-109787-bezkorpusna-grupova-upakovka.html" target="_blank" rel="follow" title="База патентів України">Безкорпусна групова упаковка</a>
Безкорпусна групова упаковка
Номер патенту: 104846
Опубліковано: 25.03.2014
Автори: Сінгх Шалендра, Йєшке Майкл
МПК: B65D 71/00, B32B 27/32
Мітки: безкорпусна, упаковка, групова
Формула / Реферат:
1. Спосіб одержання безкорпусної групової упаковки, який включає:a) забезпечення впорядкованих упаковок, індивідуально обгорнених у плівковий поліолефіновий матеріал;b) забезпечення наявності плівки для безкорпусної групової упаковки для безкорпусного обгортання згаданих індивідуально обгорнених упаковок, при цьому плівка для безкорпусної групової упаковки включає поліолефіновий середній шар С, поліолефіновий внутрішній...
Безоболонкова групова упаковка (варіанти) та спосіб виробництва безоболонкової групової упаковки (варіанти)
Номер патенту: 101543
Опубліковано: 10.04.2013
Автори: Циммерер Вольфганг, Фелл Джон, Фрізелл Баррі
МПК: B65D 5/54, B65B 11/00, B65D 85/10, B65D 75/58
Мітки: безоболонкової, групової, виробництва, упаковки, спосіб, варіанти, безоболонкова, упаковка, групова
Формула / Реферат:
1. Безоболонкова групова упаковка, що містить множину окремих виробів, укладених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше дві межі розділення між сусідніми парами виробів в ряді виробів; причому ряд виробів обгорнутий листом полімерної плівки, що має довжину і ширину; при цьому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття...
Пачка для тютюнових виробів, групова упаковка, що містить сукупність пачок, та заготовка для виготовлення пачок для тютюнових виробів
Номер патенту: 107885
Опубліковано: 25.02.2015
Автори: Новак Славомір, Зігель Клаудіа, Штреле Надя, Савари Фредерік
МПК: A24F 15/00, B65D 85/10
Мітки: пачка, виробів, тютюнових, упаковка, групова, сукупність, заготовка, виготовлення, пачок, містить
Формула / Реферат:
1. Пачка (2) для тютюнових виробів, що має зовнішню коробку (3), яка містить нижню стінку (10) та бічні стінки (4), що простягаються від нижньої стінки, де зовнішня коробка має принаймні частково багатокутну та/або круглу форму у поперечному перерізі, включає внутрішній простір (14) та має отвір, протилежний нижній стінці або одній із бічних стінок (4), яка відрізняється тим, що в ній прикріплена без можливості відкріплення та розташована у...
Упаковка для подарункових наборів
Номер патенту: 2157
Опубліковано: 17.11.2003
Автори: Ельдарханов Аднан Саідовіч, Ельдарханова Іріна Борісовна, Ельдарханов Тімур Аднановіч
МПК: B65D 55/00
Мітки: подарункових, наборів, упаковка
Формула / Реферат:
1. Упаковка для подарункових наборів у вигляді плетеної корзини з внутрішньою порожниною, яка відрізняється тим, що корзина має зовнішній вигляд ялинки, причому містить дві сторони, виконані у формі ялинки, з'єднані частиною, яка утворює ємність достатньої глибини для розміщення в ній подарунку.2. Упаковка за п. 1, яка відрізняється тим, що в верхній частині упаковка містить з'єднувальну планку, яка служить також ручкою для перенесення...
Групова сирна форма
Номер патенту: 86532
Опубліковано: 27.04.2009
Автори: Горлова Олександра Дмитрівна, Нечмілов Володимир Миколайович
МПК: A01J 25/00
Формула / Реферат:
1. Групова сирна форма, яка містить корпус з фланцями, прямокутні перфоровані днище і кришку однакової форми, вертикальні перфоровані перегородки, що створюють призматичні чарунки, яка відрізняється тим, що містить знімні пресувальні насадки у вигляді перфорованих пластин зі стійками, останні з'єднані з кришкою.2. Групова сирна форма за п. 1, яка відрізняється тим, що вільні кінці стійок пресувальних насадок мають конусну форму.
Попередній патент: Гетероциклічні сполуки як агоністи ір-рецептора
Наступний патент: Капсулотримач та адаптер для встановлення капсули в капсулотримач
Випадковий патент: Спосіб прогнозування виходу гострого періоду мозкового півкульового геморагічного інсульту